Изобретение относится к машиностроению, в частности к металлообработке электроэрозионньгм путем, и может быть использовано в качестве многоместного приспособления для одновременной групповой обработки,например, гаек, в частности для пропшв ки в них контровочньгх отверстий.
Цель изобретения упрощение конструкции за счет снижения металлоемкости ,
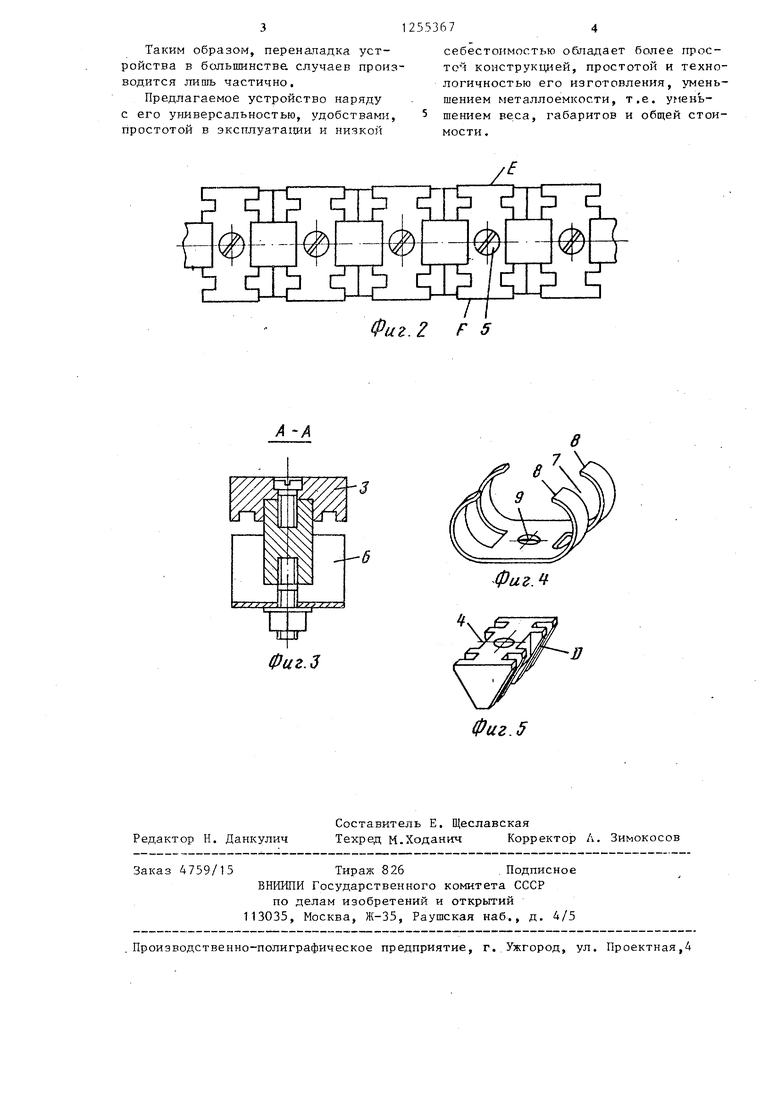
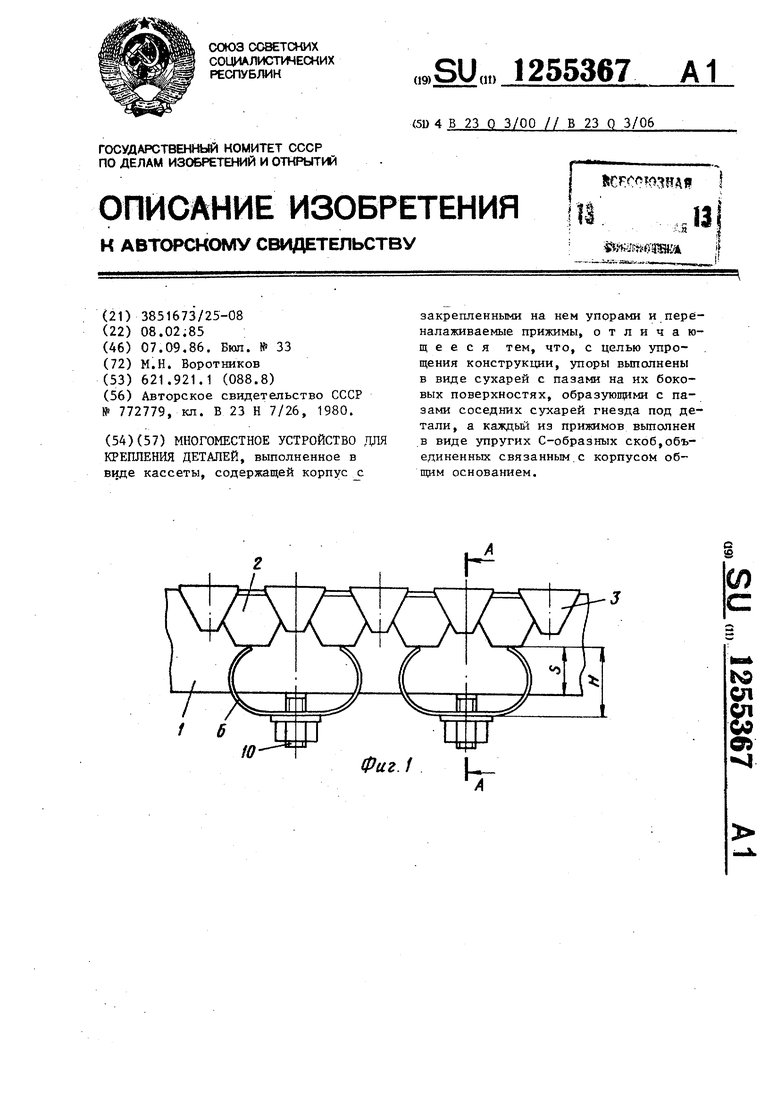
.На фиг . 1 изображено предлагаемое устройство, вид сбоку на фиг,2 - то же, вид сверху; на фиг„3 - разрез А-А на фиг, 1; на фиг. 4 - ю:рижимной элемент, изометрия; на фиг,5 - сухарь, изометрия.
Устройство вьтолнено в виде закрепляемой в приспособлении (не показана) кассетьц которая состоит из корпуса 1 с гнездами под закрепленные детали 2, например гайки, образованными боковыми выступами Е и F сухарей 3 с пазами А, охватывающими одну сторону корпуса и образующими профилированные опорные .края DJ соответствуюпще форме закрепляемой детали Сухари § являются сменными и съемными элементам в зависимости от тогОр для закрепления какой детали они предназначены (гайка, штуцер, вали.к втулка и тл1и крепятся к корпусу,, например, с помощью винтов 5
Устройство имеет переналаетгваемы прижимы, выполненные в виде С-об- разных элементов 6 в попере гном их сечении, изготовленш11х из пружиняще стали. Вдоль изогнутых концов элементов 6 выполнены пазы 7,, охватывающие другую сторонз корпуса 1 с образованием расположенных ме:к,цу сухарями 3 лепестков 8, подпружинивающих детали 2 к этим сухаря м,
При этом расстояние 1. от концои до основания элемента 6 больше чем расстояние S меходу краями деталей 2, опирающиьшся на лепестки 8. PI торцом корпуса, к которому элементы б прикреплены посредством отверстий 9 в их основаниях и винтов 10,
Устройство работает следуталщм образом.
Винты 10 пружинящих элементов 6 вывинчивают на несколько оборотов, снижая тем самым на лепестках 8 фиксационное пружинящее усилие, После этого, слегка заневолрпзаоЧ лепестки
-
р
10
25
553672
8., /детали 2 (гайки) вставляют в гнезда, образованнглр. опорными краями D сухарей 3, и фиксируют лепестками 8 элементов 6 Затем винты 10 ввин5 чивают в корпус на несколько оборотов, Пря этом зазор между основаниями элементов 6 и корпусом уменьшается за счет деформации этих элементов, в результате чего увеличивается пру и1Нящее усклие лепестков 8. которые наделено прижимают края - деталей 2 к опорным краям D сухарей Зо Такая кассета считается готовой к работе и может быть установлена в
tS приспособление.
При переналадке устройства с одного нaимeIювa п я: деталей на другой, например с гайки меньшего размера на гайку большего размера, пе20 реналтадке подвергают лишь С образ вые элементы б,, для чего винты 5 вывинчивают на большую, чем в первом случае величину
В этом случае закрепляемая гайка большего диаметра расположена несколько ниже прежде закрепляемой гайки меньшего диаметра, а при подтягивании приянмов 6 винтами 10 зазор меж,ду корпусом и основанием
30 элементов 6 будет больше
Таким же образом поступают и при перена.ладке устройства на меньший диаметр гаек, В этом винты 10 элементов 6 вначале ввинчивают,
-.г а затем,) посхле введенрш гаек в гнезда, прижимы 6 подтягивают, ввинчивая винты 10 на большую величину. При этом зазор между основанием элементов 6 и корпусом будет значитель40 но меньЕгим, Таким образом производят обработку болтов с пюстигран- нымк гайками, при этом длина пшильки болта ничем не регламентирована,так как шпильками эти болты направлены
/II,- 3 CTopoHbij противоиоло кные боковым торцам корпуса 1.
При переходе с обработки болтов на игтуцера.; валики или втулки переналаживают и опорные элементы.,т .е ,
,.,., сухари 3;. для чего рассчитанные на профиль гаек сухари 3 снимают, вы- в;янчивая их винты 5, а на место этих сухарей устанавливают другие, опорные края D которых соответствуют
,.,, размерам и профилю предназначенных к обработке деталей. После установки сухарей производят перенастройку пр;улсинных прижимных элементов i6 как это описывалось.
Таким образом, переналадка устройства в большинстве случаев производится лишь частично.
Предлагаемое устройство наряду
с его универсальностью, удобствами, 5 шением веса, габаритов и общей стои- простотой в эксплуатации и низкой мости.
.5 if7 i5T iTtir
(
себестоимостью обладает более простом конструкцией, простотой и технологичностью его изготовления, уменьшением металлоемкости, т.е. уменьФиг. 2 F 5
1Ж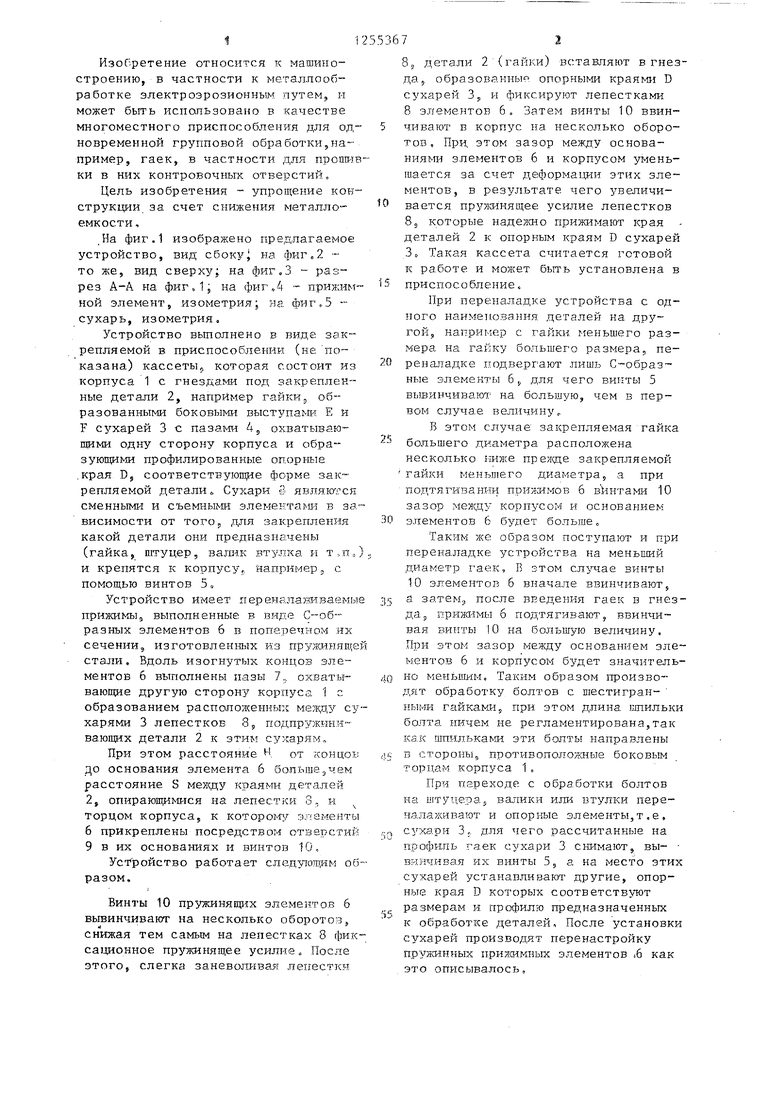
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместное устройство для крепления деталей при электроэрозионной обработке | 1978 |
|
SU772779A1 |
| Резьбовое соединение деталей с односторонним доступом | 1975 |
|
SU608016A1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Ключ для крепежных элементов | 1987 |
|
SU1582973A3 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ С ПЛОСКИМИ ГРАНЯМИ | 1993 |
|
RU2106954C1 |
| Многошпиндельный резьбодоводочный станок | 1980 |
|
SU897484A1 |
| Устройство для закрепления деталей | 1991 |
|
SU1808492A1 |
| Машинные тиски | 1977 |
|
SU818848A1 |
| Транспортный спутник | 1976 |
|
SU626935A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1971 |
|
SU424671A1 |
А-А
о
Редактор Н. Да шулич
Составитель Е. Щеславская
Техред М.ХоданичКорректор Л. Зимокосов
Заказ 4759/15Тираж 826.Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
Фиг.5
| Многоместное устройство для крепления деталей при электроэрозионной обработке | 1978 |
|
SU772779A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
