(54) ГЛНОГОШПИНДЕЛЬНЫЙ РЕЗЬБОДОВОДОЧНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОВОДКИ И ХОНИНГОВАНИЯ ОСОБО ТОЧНЫХ СКВОЗНЫХ И ГЛУХИХ ГЛУБОКИХ ОТВЕРСТИЙ | 1966 |
|
SU215749A1 |
| Многошпиндельный станок для доводки отверстий | 1960 |
|
SU142911A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Установка для притирки сопрягаемых уплотнительных поверхностей диска и седла клапана обратного | 2019 |
|
RU2724232C1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 1970 |
|
SU421478A1 |
| Переносный станок для притирки плоскостных гнезд и клапанов паровой, жидкостной и газовой арматуры | 1958 |
|
SU121049A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРИТИРКИ КЛАПАНОВ И ПОРШНЕВЫХ КОЛЕЦ | 1928 |
|
SU18115A1 |
| Многошпиндельный вертикальный станок | 1983 |
|
SU1093399A2 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
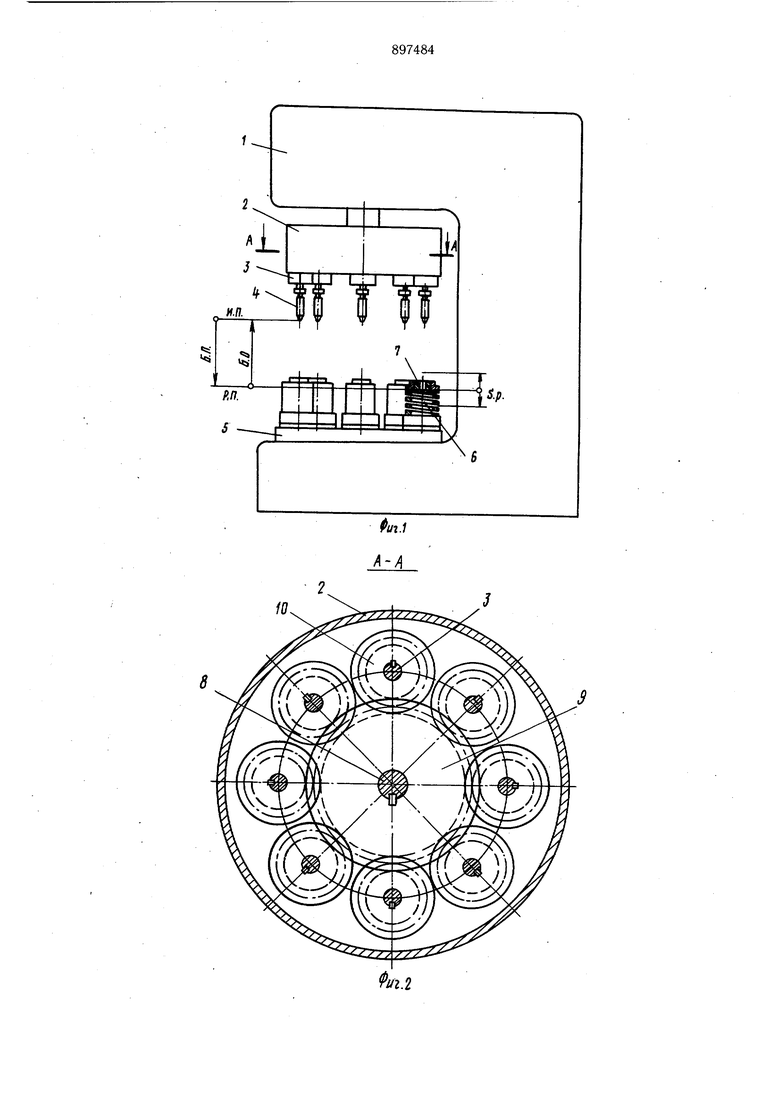
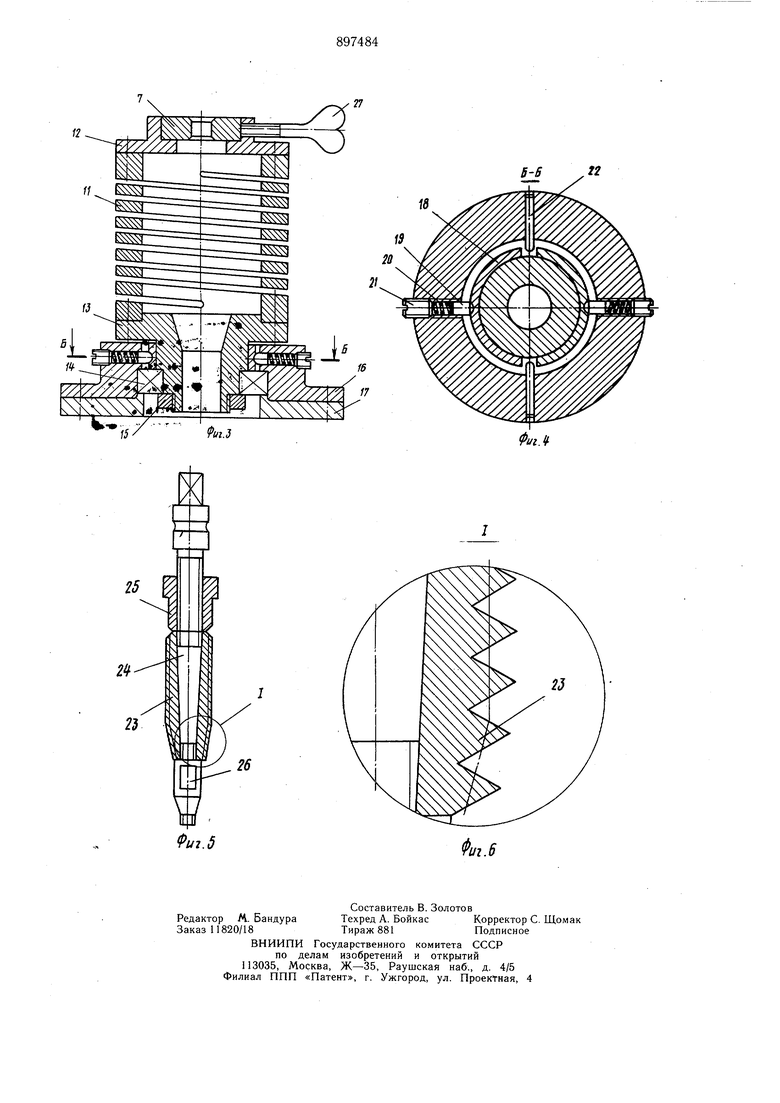
Изобретение относится к станкостроению. Известен многошпиндельный станок карусельного типа, выполненный в виде многопозиционного стола с независимыми механизмами рабочей осевой подачи и поворотного блока с расположенными в нем шпинделями 1. Недостатком известного станка является низкая производительность, так как снятие детали с притира и осевую подачу производят вручную. Цель изобретения - повышение производительности и точности притираемой резьбы. Поставленная цель достигается тем, что каждый механизм рабочей осевой подачи выполнен в виде фрикционной муфты, закрепленной на столе, и цилиндрической пружины, один конец которой взаимодействует с гнездом под деталь, а другой с фрикционной муфтой. На фиг. 1 изображен многошпиндельный резьбодоводочный станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел рабочей осевой по дачи; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - резьбодоводочный притир, обШ.ИЙ вид; на фиг. 6 - узел I на фиг. 5. Многошпиндельный резьбодоводочный станок состоит из станины 1, в которой размеш.ень1 электродвигатели и механизм передачи движения к верхнему поворотному блоку и к нижнему многопозиционному поворотному столу, в верхней части станины размещен верхний поворотный блок 2, в котором расположены рабочие шпиндели 3, несущие инструменты (резьбовые притиры), 4. В нижней части станины размещен многопозиционный поворотный стол 5, в котором установлены независимые механизмы рабочей осевой подачи 6 детали 7. Вращение от главного ведущего шпинделя 8 станка к рабочим шпинделям 3 передается через систему зубчатых колес от ведущего колеса 9, закрепленного на главном щпинделе, и ведомых зубчатых колес 10, сидящих на рабочих шпинделях 3. Каждый из независимых механизмов рабочей осевой подачи состоит из свободной цилиндрической пружины 11, являющейся главной частью механизма. К пружине 11 присоединены сверху гнездо 12, в котором закрепляют обрабатываемую деталь 7, внизу - подпятник 13. Подпятник 13 опирается на упорный подшипник 14 и стопорится гайкой 15. Подшипник, ,14 своей наружной обоймой размещен во фланце 16 и опирается на буртик плиты 17, с которой фланец соединен жестко, а плита соединена со столом. Выше подшипника 14 между цилиндрической частью подпятника 13 и фланцем 16 размешены фрикционные тормозные колодки 18, которые прижимаются к подпятнику сухарями 19 и пружинами 20. Сила прижима регулируется винтами 21. От поворота колодки фиксируются штифтами 22. Подпятник 13, фрикционные тормозные колодки 18 с сухарями 19 и фланец 16 представляют собой фрикционную муфту.
Резьбодоводочный притир в сборе соетоит из чугунного, снабженного резьбовой поверхностью, полого, имеющего сквозной продольный паз, притира 23, надетого на оправку 24. Положение притира на конусной части оправки 24 регулируется стопорными гайками 25 и 26. Тем самым устанавливается требуемый средний диаметр притира.
Многошпиндельный резьбоводоводочный станок работает следующим образам.
Обрабатываемую деталь 7 устанавли-. вают в гнезде 12 и закрепляют винтом 27. Верхний поворотный блок 2 опускают быстры.м подводом (Б. П) до рабочего положения притиров. При этом пружина 11 механизма осевой подачи под давлением притира сжимается. Включают вращение рабочих шпинделей 3 с притирами 23. При этом притир 23 ввинчивается в обрабатываемую деталь 7 и растягивает пружину 11. Тем самым обрабатываемая деталь 7 получает рабочую осевую подачу (Sp) вверх.
Меняют направление вращения шпинделей. При этом притир вывинчивается из обрабатываемой детали и последняя- под действием пружины И получает рабочую осевую подачу вниз. После нескольких прямых и обратных ходов (нескольких свинчиваний притира и детали) верхний блок быстро отводят (Б. О) из рабочего положения в исходное.
Для обеспечения последовательного снятия припусков на обработку деталей притиры регулируют так, чтобы средний диаметр резьбы каждого последующего притира был больще среднего диаметра резьбы предыдущего притира на величину снимаемого слоя металла, равного 0,01-0,02 мм. Регулировку производят путем перемещения притира 23 по конусной части оправки 24 с помощью двух регулировочных гаек 25 и 26. Обработка обеспечивается независимыми механизмами осевой подачи даже при равновысотных положениях притиров и наличии значительных погрешностей по перекосам, отклонениям от соосности и перпендикулярности.
Предлагаемое изобретение обеспечивает механизацию тяжелого ручного труда на резьбодоводочных операциях; автоматический процесс свинчивания притира и обрабатываемой детали как в начальный момент, так и в процессе обработки; надежность и долговечность механизма осевой подачи, ввиду того, что он чрезвычайно прост и «не боится никаких загрязнений, так как В- нем отсутствуют элементы внешнего трения; повышение точности формы обрабатываемой резьбы и отсутствие завалов ее профиля, так как крутящий момент к детали передается через свободную гибкую пружину, что исключает изгибающие моменты.
Формула изобретения
Многошпиндельный резьбодоводочный станок карусельного типа, выполненный в виде многопозиционного стола с независимыми механизмами рабочей осевой подачи и поворотного блока с расположенными в нем шпинделями, отличающийся тем, что, с целью повышения производительности и точности притираемой резьбы, каждый механизм рабочей осевой подачи выполнен в виде фрикционной муфты, закрепленной на столе, и цилиндрической пружины, один конец которой взаимодействует с гнездом под деталь, а другой с фрикционной муфтой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 408759, кл. В 24 В 33/00, 1966.
