1
Изобретение относится- к металлообработке, а именно к электроэрозионйой обработке, и может быть использовано для одновременной обработки нескольких деталей.5
Известно многоместное устройство для прошивки контровочньрс отверстий в головках болтов, содержащее корпус, выполненный в виде плиты, и закрепленные на корпусе посредством штиф- Ю тов и винтов грюбенку и планку с прижимными винтами.
Известное устройство предназначено для обработки деталей определенного наименования и не может быть приме- 15 нено для крепления каких-либо других деталей. Кроме того, зажим деталей не быстродействующий, поскольку производится за счет вращатёльно-поступательного движения прижимных винтов. 2(У
Известно также многоместное устройство для злектроэрозионной обработки контровочных отверстий в гайках, состоящее из корпуса, выполненного в виде плиты с центральным про- 25 дольным выступом, имегацим форму прямоугольной призмы, двух гребенок, закрепленных на корпусе вдоль сторон центрального выступа посредством штифтов и винтов, и двух обойм, ко- 30
торые выполнены в форме скоб, которые снабжены подпружиненными плунже- рами и стянуты друг с другом посредством откидного болта так, чтЪ охватывают центральный выступ с гребенками и установленные на них гайки l.
Основным недостатком такого устройства является невозможность его переналадки с закрепления деталей одного наименования на детали другого наименования. Тем более, детали другого вида, налример болты или итуцера, в этом приспособлении закрепить невозможно. Для этого необходимо иметь уже другое аналогичное приспособление. Номенклатура же деталей с отверстиями типа гаек, болтов, штуцеров, валиков и втулок всегда велика. Это приводит к большому количеству приспособлений, необходимых для закрепления деталей при прогаивке отверстий и, как следствие, к большим затратам, необходимым на их изготовление и эксплуатацию.
Цель изобретения - расширение номенклатуры закрепляемых деталей.
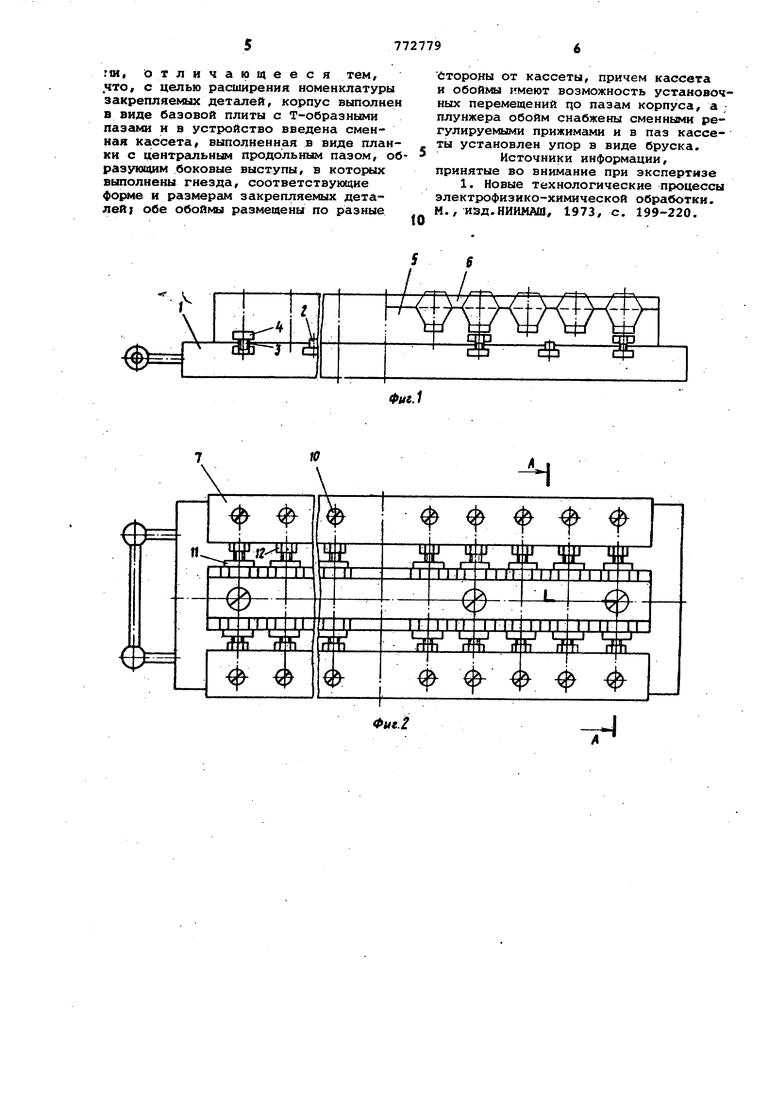
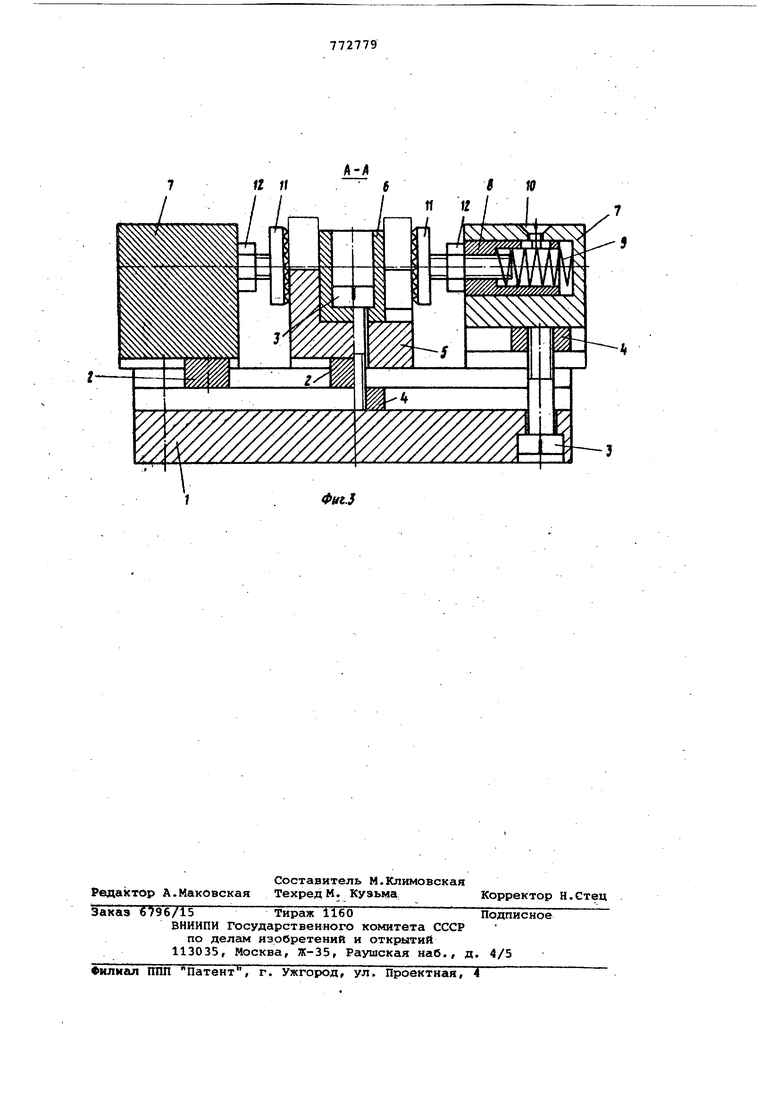
Указанная цель достигается тем, что в многоместном устройстве для электроэрозионной обработки, содержащем корпус и две обоймы, закрепленные на корпусе и имеющие подпружинен ,ные плунжера, корпус выполнен в виде базовой плиты с Т-образными пазами, иа которой размещены две обоймы и сменная кассета, которые имеют возможность установочных перемещений вдоль Т-образных пазов корпуса, причем обойква выполнены в виде брусков с поперечными т-обраэными пазами, па ргшлельными пазам корпуса. Плунжера обойм снабжены сменными регулируемыми прижимами, а сменная кассета выполнена в виде планки с центральным продольным пазом, в который установлен упор в виде бруска, причем на бо ковых продольных выступах планки, об разованных пазом, выполнены гнезда с профилем, соответствующем форме за крепляемых деталей. На фиг. .1 схематически изо.бражено предлагаемое устройство, вид спереди на фиг. 2 - то ие, вид сверху; на фиг. 3 - разрез А-Л на фиг, 2. Устройстве состоит из корпуса 1, выполненного в виде базовой плиты с Т-о5раэными пазами, на котором посредством шпонок 2 установлены в рабо чем положении и закреплены посредством винтов 3 и квадратных гаек 4 пла .ка 5 с упором 6, составляющие сменну кассету, и две обоймы 7, снабженные плунжерами 8, Которые подпружинены пружинами 9, причем плунжера 8 застрахованы от выпадания винтами 10 и снабжены сменными регулируемыми прижимами 11, законтренными в рабочем положении гайками 12, а на боковых продольных выступах планки 5 выполнены гнезда, профиль которых соот ветствует форме закрепляемых деталей Закрепление деталей, предварительно устанавливаемых в гнезда планки 5, осуществляется за счет их прижатия к упору б плунжерами 8, которые оказывают давление на детали через сме ные регулируемые прижимы 11 под действием пружин 9. Устройство работает следующим o6pa зом. Переналадка крепежного устройства с обработки деталей одного наименования на обработку деталей другого наименования может производиться за счет смены планки 5 с упором 6, составляющих кассету, смены или регулировки вылета прижима 11, а также перемещения кассеты и обойм 7 вдоль Т-образных пазов корпуса 1 при ослаблении винтов 3, закрепляющих кассету и обоймы в рабочем положении. Так, пр переходе с обработки шестигранных гаек нормальной высоты на обработку низких или высоких гаек с одним и тем же размером под ключ S переналадку устройства, если позволяет ход плунжеров 8, можно вообще не делать. В противном случае достаточно произвести переналадку путем регулировки вылета пр:1%химов 11, предварительно расконтрив гайки 12. Если и в этом случае закрепление гаек не может быть достигнуто, т. е. недостаточен предел регулирования вылета прижимов 11, то необходимо, ослабив винты 3, произвести перемещение обойм 7 в ту или иную сторону вдоль Т-образных пазов корпуса 1 и, установив обоймы в рабочее положение, обеспечивакндее закрепление гаек, снова затянуть винты 3. При переходе с обработки шестригранных гаек на обработку болтов или винтов с тем же размером под ключ S поступают следующим образом. Если длина деталей не позволяет закрепить их в два ряда по обе стороны кассеты, то производят переналадку, заключающуюся а том, что сначала, ослабив винты 3, снимают.одну из обойм 7 с кор пуса 1. Затем; ослабив винты 3, крепящие планку 5 и упор 6, перемещают кассету вдоль Т-образных пазов корпуса 1 в сторону, где стояла снятая кассета. Таким образом, расстояние между кассетой и обоймой может бить значительно увеличено и зависит от длины закрепляемых болтов. Переместив кассету на расстояние, обеспечивающее крепление болтов, затягивают винты 3, чем достигается крепление кассеты в новом рабочем положении. Для обеспечения правильной установки болтов может быть произведена замена прижимов 11 на прижимы, обеспечивающие центрирование болтов по центровому отверстию или наружному диаметру. Смену планки 5 .и упора 6, составляющих кассету, производят в .случаях перехода с обработки гаек или болтов, имеющих один размер под ключ S, на обраЬртку гаек или болтов С . другим размером под ключ S/ т. е. тогда профиль гнезд на планке 5 не соответствует форме и размерам закрепляемых деталей. В остальном переналадка производится так же, как и в предыдущих случаях. Таким образом, переналадка устройства в большинстве случаев производится лишь частично. Особенно зффективно использование предлагаемого устройства при мелкосерийном и серийном производстве и освоении новых видов изделий, поскольку оно является универсальным и при этом не требует высокойквалификации рабочего. Конструкция устройства обеспечивает сокращение сроков изготовления оснастки и ее низкую себестоимость. Формула изобретения Многоместное устройство для крепления деталей при электроэрозионной обработке, содержащее корпус и две обоймы, закрепленные на корпусе и снабженные подпружиненными плунжераroc, отличающееся тем, ,что, с целью расширения номенклатуры закрепляемых деталей, корпус выполнен в виде базовой плиты с Т-образными пазгши и в устройство введена сменная кассета выполненная в виде планки с центральным продольным пазом, образующим боковые выступы, в которых выполнены гнезда, соответствующие форме и размерам закрепляемых деталей; обе обоймы размещены по разные
йтороны от кассеты, причем кассета и обоймы имеют возможность установочных перемещений цо пазам корпуса, а плунжера обойм снабжены сменными регулируемыми прижимами и в паз кассеты установлен упор в виде бруска.
Источники информации, принятые во внимание при экспертизе
1. Новые технологические процессы злектрофизико-химической обработки. М,, изд.НИИМАШ, 1973, с. 199-220.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместное устройство для крепления деталей | 1985 |
|
SU1255367A1 |
| Приспособление для установки детали при групповом фрезеровании шестигранных головок болтов | 1984 |
|
SU1227407A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Зажимное устройство | 1983 |
|
SU1110589A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Подающее устройство к промышленному роботу | 1984 |
|
SU1273204A1 |
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Устройство для сверления щитов | 1986 |
|
SU1423382A1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
Ю
I
&d
тттт
и
и:
И
-U
Д1L
ае
птГ
-UJHE
