i
Изобретение относится к абразивной обработке материалов, например, склонных к прижогам при шлифовании, и касается составов импрегнатора абразивного инструмента.5
Целью изобретения является повышение производительности шлифования и стойкости абразивного инструмента.
Состав для пропитки содержит бифторид калия, тиомочевину, полиакрил- О амид и воду при следующем соотношении ингредиентов, мас.%:
Бифторид калия 1-4
Тиомочевина 4-6
Полиакриламид 0,7-2
ВодаОстальное
Состав для пропитки готовят растворением ингредиентов в воде в следующей последовательности.
В нагретой до 80-90 С воде растворяют определенное количество по- лиакриламида. Затем растворяют при непрерывном перемешивании рассчитан15
20
5
О
15
20
ное количество бифторида калия и тиомочевины.
Пропитку абразивного инструмента на керамической связке проводят методом свободного капиллярного всасывания при погружении инструмента в раствор комнатной температуры. Время пропитки - 3-5 мин (в зависимости от размера и формы абразивного ин- с-трумента). После пропитки инструмент извлекают из импрегнатора, дают стечь раствору из порового пространства, помещают в сушильный шкаф и выдерживают в нем при 80- 100°С в течение 4-6 ч. Инструмент извлекают из шкафа и охлаждают на воздухе до комнатной температуры. После сушки количество импрегнатора в порах абразивного инструмента твердостью М2-СМ2 составляет 1,5-2,5% от массы шлифовальных кругов и является оптимальным, так как обеспечивает
(Л
9) Ч
ел
беспрепятственное размещение стружки в порах инструмента.
Использование в составе в качестве химически активных элементов би- фторида калия .и тиомочевины одновременно интенсифицирует процесс образования комплексных соединений железа, сульфидов и фторидов. Таким образом, химическое модифицирование обрабатываемого материала способствует повышнию производительности шлифования. Термическая обработка пропитанного инструмента в диапазоне ЗО-ЮО С по- лимеризует полиакриламид, упрочняет тем самым керамическую связку круга и повышает его кромкостойкость.
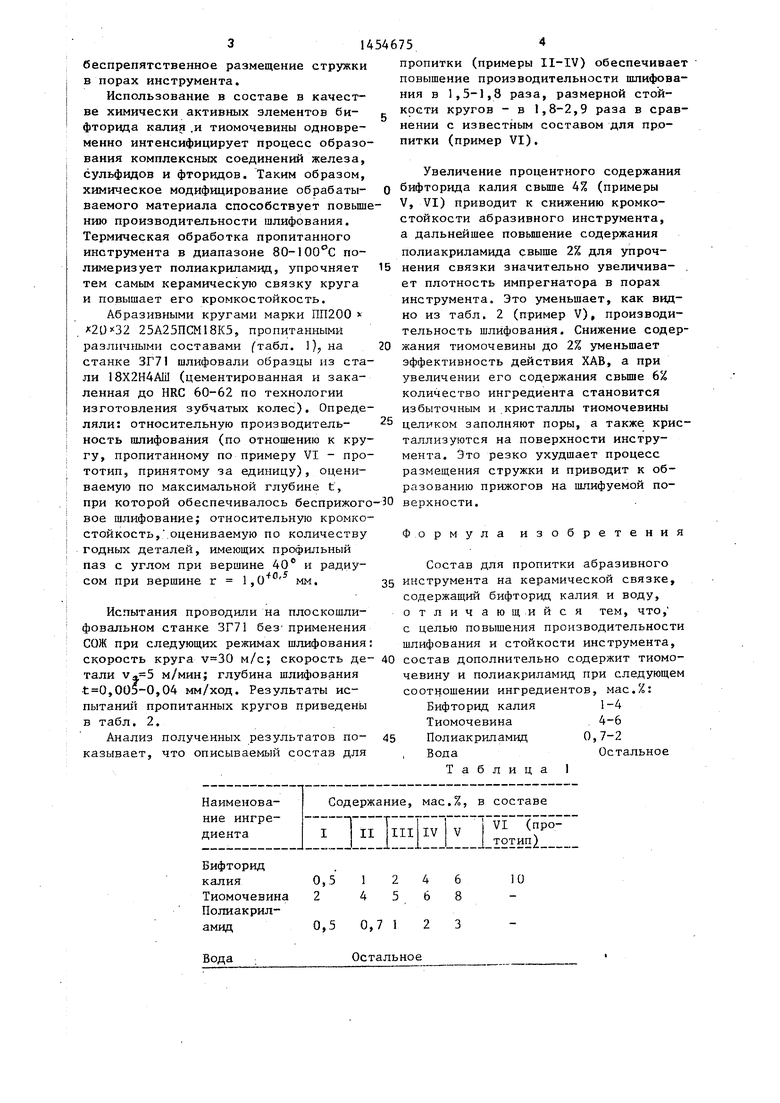
Абразивными кругами марки ПП200 . А:20в2 25А25ПСМ18К5, пропитанными различными составами табл. 1), на станке ЗГ71 шлифовали образцы из стали 18Х2Н4АШ (цементированная и закаленная до HRC 60-62 по технологии изготовления зубчатых колес). Определяли: относительную производительность шлифования (по отношению к кругу, пропитанному по примеру VI - прототип, принятому за единицу), оцениваемую по максимальной глубине t, при которой обеспечивалось бесприжог вое шлифование; относительную кромкостойкость, оцениваемую по количеству годных деталей, имеющих профильный
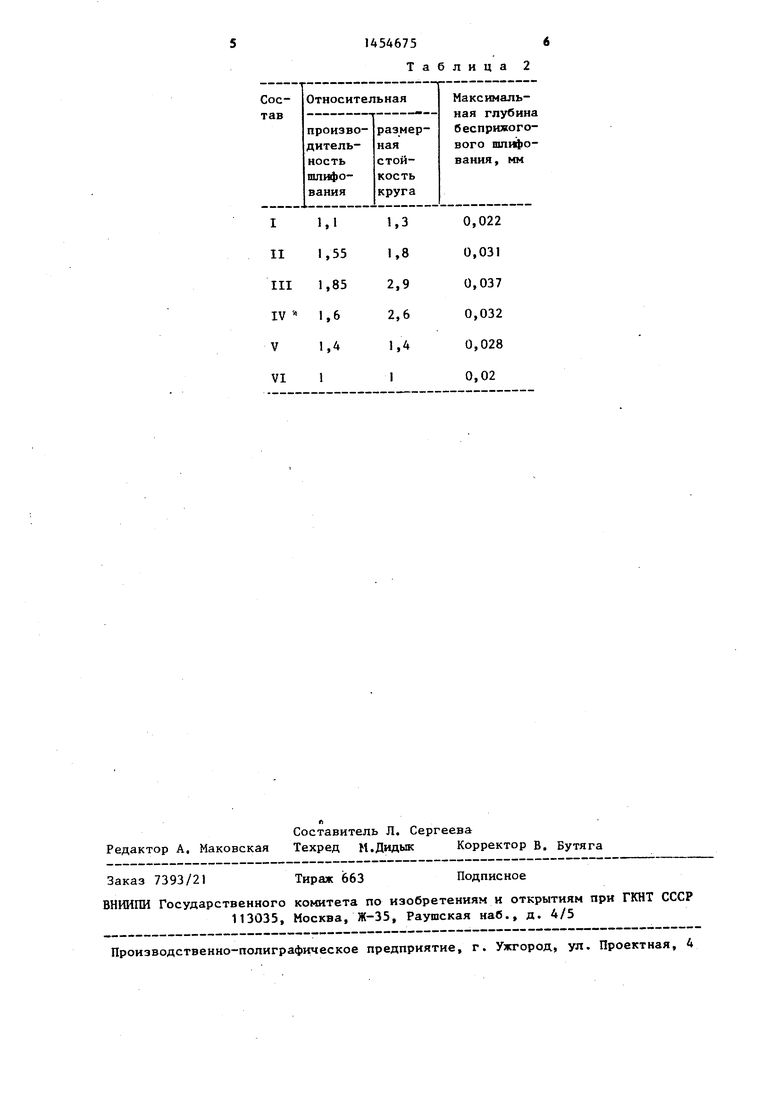
пропитки (примеры II-IV) обеспечивает повышение производительности шлифования в 1,51,8 раза, размерной стойкости кругов - в 1,8-2,9 раза в сравнении с известным составом для пропитки (пример VI).
5
, 30 верхности.
0
Увеличение процентного содержания О бифторида калия свыше 4% (примеры V, VI) приводит к снижению кромко- стойкости абразивного инструмента, а дальнейшее повьппение содержания полиакриламида свыше 2% для упрочнения связки значительно увеличива- . ет плотность импрегнатора в порах инструмента. Это уменьшает, как видно из табл. 2 (пример V), производительность шлифования. Снижение содержания тиомочевины до 2% уменьшает эффективность действия ХАВ, а при увеличении его содержания свьш1е 6% количество ингредиента становится избыточным и кристаллы тиомочевины целиком заполняют поры, а также кристаллизуются на поверхности инструмента. Это резко ухудшает процесс размещения стружки и приводит к образованию прижогов на шлифуемой по5
верхности.
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1472234A1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1985 |
|
SU1255412A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1989 |
|
SU1701503A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1321566A1 |
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
Изобретение относится к абразивной обработке материалов, например склонных к прижогам при шлифовании, и касается составов импрегнатора абразивного инструмента. Целью изобретения является повьшение производительности шлифования и стойкости абразивного инструмента. Состав содержит ингредиенты при следующем их соотношении, мас.%: бифторид калия 1-4; тиомочевина 4-6; полиакриламид 0,7- 2; вода - остальное. 2 табл.
паз с углом при вершине 40 и радиу сом при вершине г 1, мм.
Состав для пропитки абразивного 35 инструмента на керамической связке, содержащий бифторид калия и воду, отличающийся тем, что, с целью повышения производительности шлифования и стойкости инструмента, скорость круга м/с; скорость де- 40 состав дополнительно содержит тиомочевину и полиакриламид при следующем
Испытания проводили на плоскощли- фовальном станке ЗГ71 без применения СОЖ при следующих режимах шлифования:
тали м/мин; глубина шлифования ,005-0,04 мм/ход. Результаты ис- пытанш пропитанных кругов приведены в табл. 2.
Анализ полученных результатов показывает, что описываемый состав для
соотношении ингредиентов, мас.%:
Бифторид калия Тиомочевина 45 Полиакриламид Вода
1-4
4-6
0,7-2
Остальное
Вода
соотношении ингредиентов, мас.%:
Бифторид калия Тиомочевина Полиакриламид Вода
Таблица
1-4
4-6
0,7-2
Остальное
Остальное
Состав
Относительная
производительностьшлифования
1,1
1,55
1,85
1,6
1,4
1
Составитель Л. Сергеева Редактор А. Маковская Техред М.ДидыкКорректор В. Бутяга
Заказ 7393/21
Тираж 663
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
U546756
Таблица 2
Максимальная глубина бесприжого- вого шлифования , мм
0,022 0,031 0,037 0,032 0,028 0,02
Подписное
| Состав для пропитки абразивного инструмента на керамической связке | 1985 |
|
SU1255412A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
