1
Изобретение относится к производству абразивных инструментов, в частности к имп- регнирующим составам для пропитки абразивных кругов.
Цель изобретения - повьппение стойкости абразивного инструмента и производительности процесса шлифования.
Предлагаемый состав в качестве водорастворимого полимера содержит полиакрил- амид, а в качестве хи п-1ческих peareirroB - бифторид калия и железосинеродистый калий при следую1це.м соотноп ении ингредиентов, мас.%:
Полиакриламид2,5--6
Бифторид калия2-4
Железосинеродистый калий 3-- 5 Вода Остальное
Полиакриламид в процессе термической обработки круга, проводимой при 70- 80°( в течение 1,5-3 ч полимеризуется, образ я
прочпую связку Д.1Я удержания химреагентов в структуре круга. В свою очередь Полиакриламид, обладая антифрикционными свойствами, выполняет роль твердой смазки и снижает коэффициент трения между поверхностью абразивного инструмента и обрабатываемым материалом.
Применение в составе для пропитки химреагентов бифторида калия и железо- синеродистого калия приводит к химическому взаимодействию с обрабатываемым металлом, сопровождаюн1емуся образованием .комплексных соединений железа на поверхности детали.
Химизм взаимодействия реагентов с об- рабатываемо| 1 иоверхпос тью сводится к c.ie- дующему:
бифторид Kii. iHii К1 -НГ инициирует процесс образования |1, псгых фторидных сое- дииеи11Й же.е:-.ь ISM.;; f-el и комп.1 ексных сое uiiitMniii. ик. i o4;in)iiin попы i/ч F ,
ГчЭ
ю
00 4
полнота протекания процесса возрастает за счет содержания в химреагенте HF;
образовавшиеся фторидные соединения железа частично переводятся в стойкие
J-1 1гЧЦ г г-, H-Ut- у
комплексные соединения типа ге„ ге X (СУУ) за счет взаимодействия с железо- синеродистым калием (CN}6 ,
одновременное присутствие в составе для пропитки КН f 2 и Ksf е(СЛ/)б приводит к увеличению степени химического взаимодействия химреагентов с обрабатываемой поверхностью (так кад процесс образования соединений типа Fe n Fe (СЛ) наиболее вероятен после протекания процесса образования фторидных соединений железа), что приводит, в свою очередь, к интенсификации съема поверхностного слоя с обрабатываемой поверхностью, то есть к увеличению производительности шлифования.
Приготовление состава для пропитки осушествляют в следуюшей последовательности. В нагретой до 60°G воде растворяют полиакриламид и готовят 4%-ный водный раствор, который остужают до 20°С. В полученный раствор последовательно вводят железосинеродистый калий (2,5%) и бифто- рид калия (2,5%). Пропитку абразивного инструмента ПП 200X32X20 (мм) вляют следующим образом. Инструмент погружают в приготовленный водный раствор при 20-25°С и выдерживают в нём 5-10 мин до заполнения пор, после чего инструмент поднимают, дают стечь излишкам имнрегнатора и помещают в сушильный шкаф, где выдерживают при 80°С в течение 2 ч.
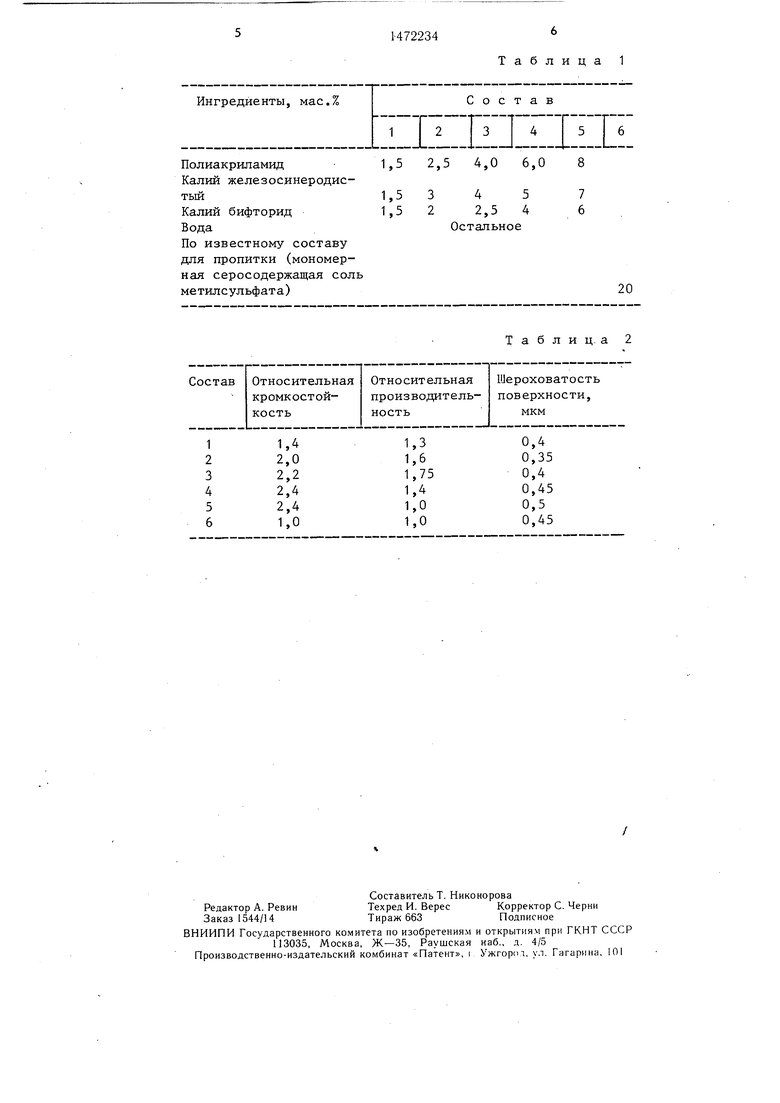
Для сравнительных испытаний приготавливают и вводят в абразивные круги 24А 25ПСМ16К8 составы с соотношением ингредиентов, приведенным в табл. 1.
В ходе испытаний пропитанных кругов измерялись шероховатость (мкм) шлифованной .поверхности, производительность Q шлифования, оцениваемая по величине максимальной глубины t (мм) шлифования, при которой на шлифуемой поверхности визуально обнаруживаются прижоги и кромко- стойкость К кругов.
Испытание на кромкостойкость шлифованных кругов проводилось путем шлифо
вания паза с углом при вершине а 20° и радиусом при вершине 1+°- мм и оценивалось по количеству деталей, величина радиуса паза которых находилась в
пределах указанного допуска.
Шлифовались образцы из закаленной цементированной стали 12Х2Н4АШ, устанавливаемые в специальные приспособления, обеспечивающие моделирование процесса шлифования зубчатой рейки с дглом при
вершине . Правка кругов осуществлялась с помощью специального приспособления, формирующего профиль круга с углом при вершине и радиусом R мм. Испытания проводились на плоскошлифовальном станке ЗГ71 без применения СОЖ при следуюших режимах резания: скорость резания 1//гр 30 м/с; скорость детали Vo 0,05 м/с; глубина шлифования ,0 - 0,08 мм.
Результаты испытаний пропитанных
абразивных кругов приведены в табл. 2. Из результатов испытаний, приведенных в табл. 2, видно, что кромкостойкость кругов, пропитанных предлагаемым составом, в 2-2,5 раза выше, шероховатость
поверхности уменьшилась в 1,5 раза, в то же время производительность возросла в 1,6- 1,8 раза в сравнении с кругом, пропитанным известным составом.
Оптимальное содержание полиакрилами- да 2,5-6%, что соответствует показателям
составов 2 и 3.
Формула изобретения
Состав для пропитки абразивного инструмента на основе воды, содержащий водоростворимый пол-имер, отличающийся тем, что, с целью повышения стойкости инструмента, и производительности процесса шлифования, он дополнительно содержит железосинеродистый калий и бифторид калия, а в качестве водорастворимого полиме- ра - полиакриламид при следующем соотношении ингредиентов, мас.%;
Полиакриламид2,6-6,0
Железосинеродистый калий 3-5 Бифторид калия2-4
ВодаОстальное
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1454675A1 |
| Способ повышения эксплуатационных свойств абразивного инструмента | 1986 |
|
SU1313679A2 |
| Способ пропитки абразивного инструмента | 1987 |
|
SU1407780A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Способ импрегнирования абразивного инструмента | 1986 |
|
SU1313676A1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1985 |
|
SU1255412A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| Абразивный материал | 1987 |
|
SU1463459A1 |
Изобретение относится к производству абразивных инструментов ,в частности, к их пропитке, и позволяет повысить стойкость инструмента и производительность процесса шлифования. Для этого в состав на основе полиакриламида введены химические реагенты - бифторид калия и железосинеродистый калий при следующем соотношении ингредиентов, мас.%: полиакриламид 2,5-6
бифторид калия 2-4
железосинеродистый калий 3-5
вода - остальное. Применение в составе для пропитки указанных реагентов - бифторида калия и железосинеродистого калия приводит к химическому взаимодействию, сопровождающемуся образованием комплексных соединений железа на обрабатываемой поверхности детали, что обеспечивает увеличение съема металла. Использование полиакриламида приводит к упрочнению инструмента. 2 табл.
Полиакриламид Калий железосинеродис- тый
Калий бифторид Вода
По известному составу для пропитки (мономерная серосодержащая соль метилсульфата)
1,4 2,0 2,2 2,4 2,4 1,0
2,5 4,0 6,0
345
22,5 4
Остальное
7 6
20
Таблиц, а 2
0,4
0,35
0,4
0,45
0,5
0,45
| Импрегнатор абразивного инструмента | 1982 |
|
SU1068454A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
