Изобретения относится к производству абразивного инстр гмента на органическом связующем, в частности к производству кругов для обдирочного шлифования и кругов абразивных, предназначенных.для использования в различных отраслях машиностроения для обработки деталей из стали, цветных сплавов, а также неметаллов Цель изобретения - снижение себестоимости при сохранении эксплуатационных характеристик инструмента. В предложенной массе в качестве наполнителя вместо криолита взята шамотно-карбидокремниевая смесь (ШККС).
Шамотно-карбидокремниевая смесь представляет собой циклонную пыль отходов при шлифовании шамотно-кар- бидокремниевьпс изделий следующих составов, нас.%:
а) Глина ДН-1, ДН-2 17 Дистенселимонито- вый концентрат 10 Глинозем Г-00, ГК 13 Выгорающие добавки Остальное б) Глина ЛТ-2, ЛТ-3 22 Электрокорунд нормальный 24А, 25А 40 Выгорающие добавки Остальное в) Глина ДН-1., ДН-2 40 Шамот ШГР-4, ШГР-5 7 Карбокорунд 54С 53 Замена криолита на шамотно-карби докремниевую смесь позволяет улучшить условия труда, поскольку технический криолит токсичен и при концентрации пыли в воздухе выше допустимой нормы вызывает нарушение функций центральной нервной системыу заболевание костной ткани, кожных п кровов. Таким образом, при использо . вании в качестве наполнителя криолита ухудшаются условия труда как при изготовлении, так и при эксплуатации инструмента.
Массу для изготовления абразивного инструмента готовят следующим образом.
2554132
Приготовление формовочной массы производится на смесительных машинах СМ200. Шамотно-карбидокремние- вую смесь вводят в смеситель после загрузки абразивного зерна, жидкого бакелита и перемешивают 150-200 с, затем вводят пульвербакелит СФП и перемешивают 60-90 с. Приготовленную абразивную массу протирают через механизм россева с сеткой, № 6-2.Приготовленную массу отправляют на участок формования.
Формование кругов производится на гидравлических прессах усилием из расчета 40 МПа (400 кгс/см) с вьщержкой под прессом 20-30 с на 1 мм высоты заготовки круга. Термообработку кругов производят в баке10
15
лизаторах при ступенчатом нагреве от 90 до 185 С в течение 30 ч.
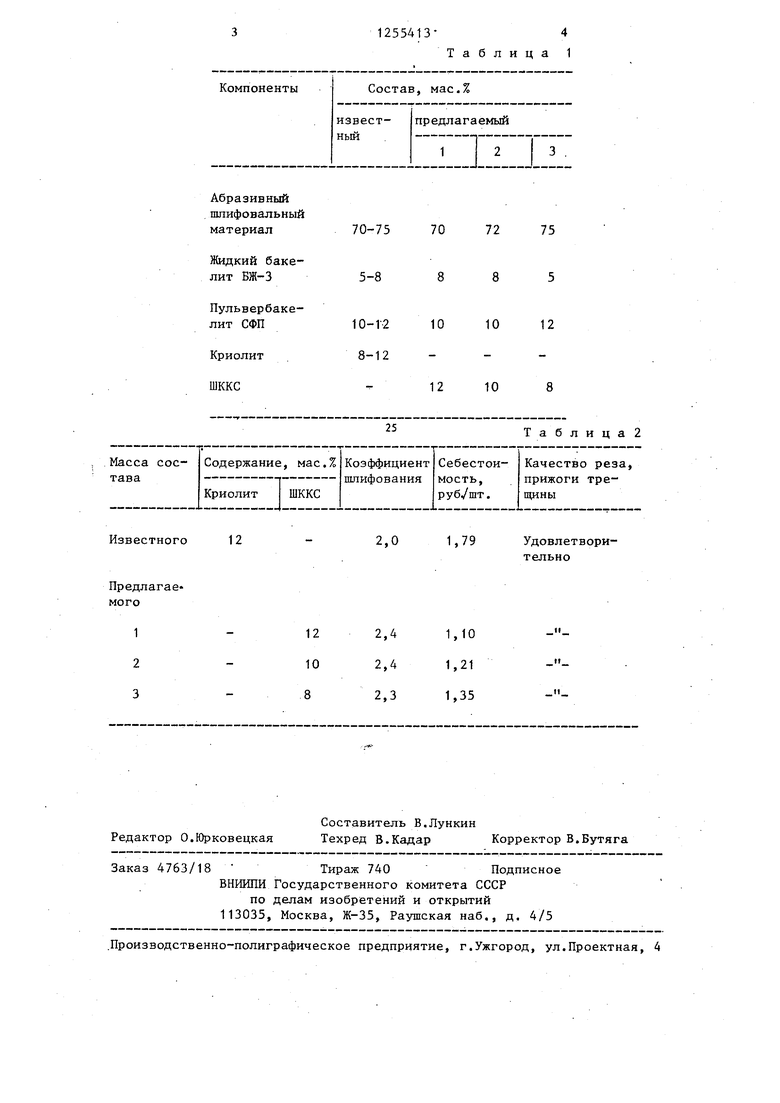
С целью определения эксплуатационных показателей изготовлены отрезные круги 400x4x32 (91А 50Н Т1 БУ) по предлагаемой рецептуре абразивной массы.
Составы кругов приведены в табл. 1
Испытания проводят без изменения технологии на участке резки: отрез- ной станок мод 8252; мощность двигателя 30 кВт; частота вращения двигателя 3000 мин .
Обрабатываемый материал: сталь У10 пруток 50.
Результаты испытаний приведены в табл. 2.
Из табл. 2 видно, что круги, изготовленные из предложенной массы с различными составами шамотно-кар- бидокремниевой смеси, обладают более низкой себестоимостью по сравнению с кругами, изготовленными из известного состава, и не уступают им до эксплуатационным характеристикам, Круги из предложенной массы вследствие более низкой токсичности карби- докремниевой смеси позволяют также улучшить условия труда при их изготовлении и эксплуатации.
Абразивный
шлифовальный
материал
Жидкий бакелит БЖ-3
Пульвербаке- лит СФП
Криолит ШККС
Известного
12
Редактор О.Юрковецкая
Составитель В.Лункин
Техред В.Кадар Корректор В.Бутяга
Заказ 4763/18 Тираж 740 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
70-757072
75
5-8
8
8
10-Г2101012
8-12 -
12108
25
Таблица2
2,0 1,79 Удовлетворительно
| название | год | авторы | номер документа |
|---|---|---|---|
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2136481C1 |
| Способ изготовления карбидокремниевых изделий | 1988 |
|
SU1621423A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU1013245A1 |
| Масса для изготовления абразивного инструмента | 1989 |
|
SU1685697A1 |
| Абразивная масса | 1981 |
|
SU933427A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2136480C1 |
| АБРАЗИВНАЯ МАССА | 2000 |
|
RU2211136C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2433032C1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1380924A1 |
| Масса для изготовления абразивного инструмента | 1979 |
|
SU872237A1 |
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1000256A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Технологический процесс 1900029,01201.000.11 | |||
| Московский завод шлифовального инструмента | |||
