-LJ
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при производстве . калибрования древесных плит-, применяемых в мебельной промышленности.
Известно устройство для двусторон него калибрования древесностружечных плит по толщине, включающее станину, подающее устройство с подпружиненными валками, нижние и верхние режущие инструменты, приемное устройство и привод 1.
Недостатком данного станка является сложность точного базирования .обрабатываемой плиты для снятия раз номерного припуска с обоих ее стором одновременно.
Известен также станок для двустороннего кашибрования древесных плит, включающий станину, подпружиненные вальцы с базирующими элементами, узел калибрования в виде верхней и нижней калибрующих головок с .перекрывающими друг друга по .ширине обработки концевыми фрезами с размещенными по их периферии резцами, приемное устройство и привод L2il,
Недостатком этого устройства - низкое качество калибрования плит.
Цель изобретения - повышение качества калибрования плит.
Поставленная цель достигается тем, что в устройстве концевые фрезы снабжены дисками, которые жестко закреплены на торцах фрез и выполнены с равномерно распределенными по их периферии вырезами, число которых вдвое превышает число резцов, причем вырезы каждого диска поочередно охватывают резцы фрезы, базирующие элементь выполнены в виде уголков, горизонтальные полки которых концентрично охватывают фрезы в плоскости калибрования плиты, а вертикальные жестко связаны с осью подпружиненного вальца.
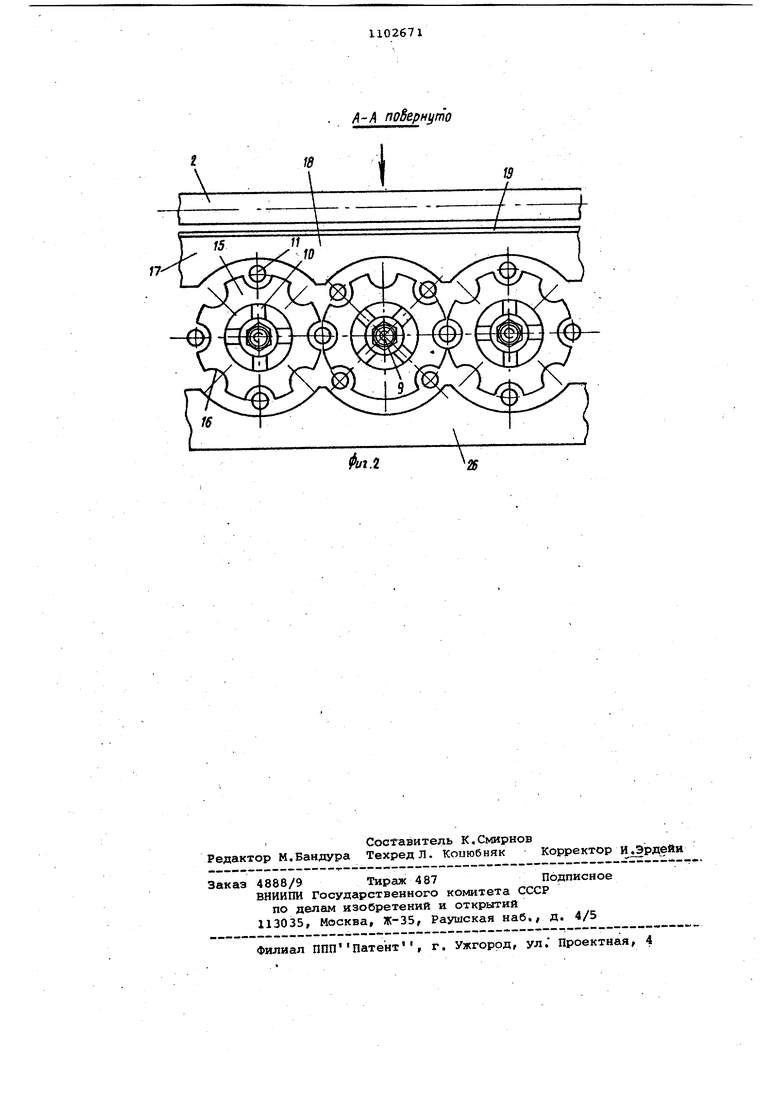
На фиг. 1 изображена кинематическая схема станка; на фиг, 2 - вид А на фиг. 1 (сверху на фрезерные головки) ,
Станок включает станину 1, подпружиненные вальцы 2 с базирующими элементами 3, узел калибрования, состоящий, из верхней 4 и нижней 5 калибрующих Головок, приемное устройство 6 и устройство 7 для осмотра калибрующих головок, выполненное с силовым цилиндром 8.
Верхняя 4 и нижняя 5 калибрующие головки состоят из установленных в РЯЯ шпинделей 9 с перекрывающими по ширине обработки плиты концевыми фрезами 10, на которых размещены по их периферии резцы 11, Привод шпинделей 9 осуществляется через находящиеся в зацеплении шестерни 12 и муфты 13 от электродвигателей 14,
На концевых фрезах 10 жестко закреплены диски 15, выполненные с равномерно распределенными по их периферии вырезами 16, которые пооч редно, через один, охватывают резцы 11, так что при пересечении траектории вращения фрез 10 соседних шпинделей 9 один из вырезов 16 охватывает резец 11 фрезы соседнего шпинделя
Нижний и верхний базирующие элементы 3 выполнены в виде уголков, горизонтальные полки 17 которых концентрично охватывают фрезы 10 и образуют в промежутках между ними выступы 18, а вертикальные полки 19 посреством рычагов 20 жёстко связаны соответственно с одним из вальцов 2, Вальцы 2 подвешены на шарнирных механизмах 21 и 22, связанных между собой посредством находящихся в зацеплении зубчатых секторов 23 и 24, и замкнуты пружиной 25,
На выходе из калибрующих головок 4 и 5 смонтировано приемное устройство 6, которое содержит установленный на одном уровне с плоскостью калибрования нижней головкой .5 нижний стол 26, выполненный с выступами ангшогично горизонтальной полке 17 базирующего элемента 3, Сверху над столом 26 установлен подпружиненный ролик 27
Станок работает следующим образом Обрабатываемую плиту подают в ме ханизм подачи станка. При этом вальцы
2и базирующие элементы 3 с уголками раздвигаются за счет их взаимодей.ствия посредством зубчатых секторов
23, 24, шарнирных механизмов 21, 22, пружины 25 и рычагов 20, оринетируя обрабатываемую плиту строго в пространство между торцовыми фрезами Ю. В момент Начала обработки край плиты зажат между базирующими элементами
3и дисками 15 и благодаря охвату части фрезы горизонтальной полкой
17 с выступами 18, последние перекрываются наружной частью дисков 15 и создают непрерывный двухсторонний контакт обрабатываемой плиты с опорными поверхностями, обеспечивая надежное базирование в зоне резания.
Так как резцы 11 Фрез 10 выступают над дисками 15, то между поверхностями калибруемой плиты и дисками 15 создается воздушная подушка снижающая вибрацию плиты.
Обработанный участок плиты на выходе из узла калибрования опирается на нижний стол 26 и прижимается к нему роликом 27, образуя также двухсторонний контакт плиты с опорными Поверхностями за счет перекрытия выступов 18 нижнего стола 26 и дисками 15 торцовых фрез 10, что позволяет повысить качество калибрования плит.
А-АпоВернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| Устройство для калибрования древесностружечных плит | 1976 |
|
SU601159A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ГОРБЫЛЯ И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2313446C2 |
| Станок для двухстороннего колибрования древесностружечных плит по толщине | 1977 |
|
SU701797A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| СТАНОК ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ | 1995 |
|
RU2083357C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |
| РУЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ И ФРЕЗЕРОВАНИЯ С ТОРЦОВ | 1999 |
|
RU2173612C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТРОГАЛЬНЫЙ ЧЕТЫРЕХСТОРОННИЙ СТАНОК | 2001 |
|
RU2201336C2 |
СТАНОК ДЛЯ ДВУСТОРОННЕГО КАЛИБРОВАНИЯ давВЕСНЫХ ПЛИТ, включающий станину, подпружиненные вальцы с базирующими элементами, узел калибрования в виде верхней и нижней калибрующих головок с перекрывающими друг друга по ширине обработки концевыми фрезами с размещенными по их периферии резцами, приемное устройство и привод, отличающийся тем, что, с целью повыше- , НИН качества калибрования плит, концевые фрезы снабжены дискам, которые жестко закреплены на торцах фр)ез .и выполнены с равномерно распределенными по их периферии вырезами, которых вдвое превышает число резцов, причем вырезы каждого диска поочередно охватываиот резцы фрезы, ба зирующие элементы выполнены в виде . уголков, горизонтальные полки кото- щ рых концентрично охватывают фрезы в плоскости калибрования плиты, а вер- ffj тикальные жестко связаны с осью под- .ш пружиненного вальца.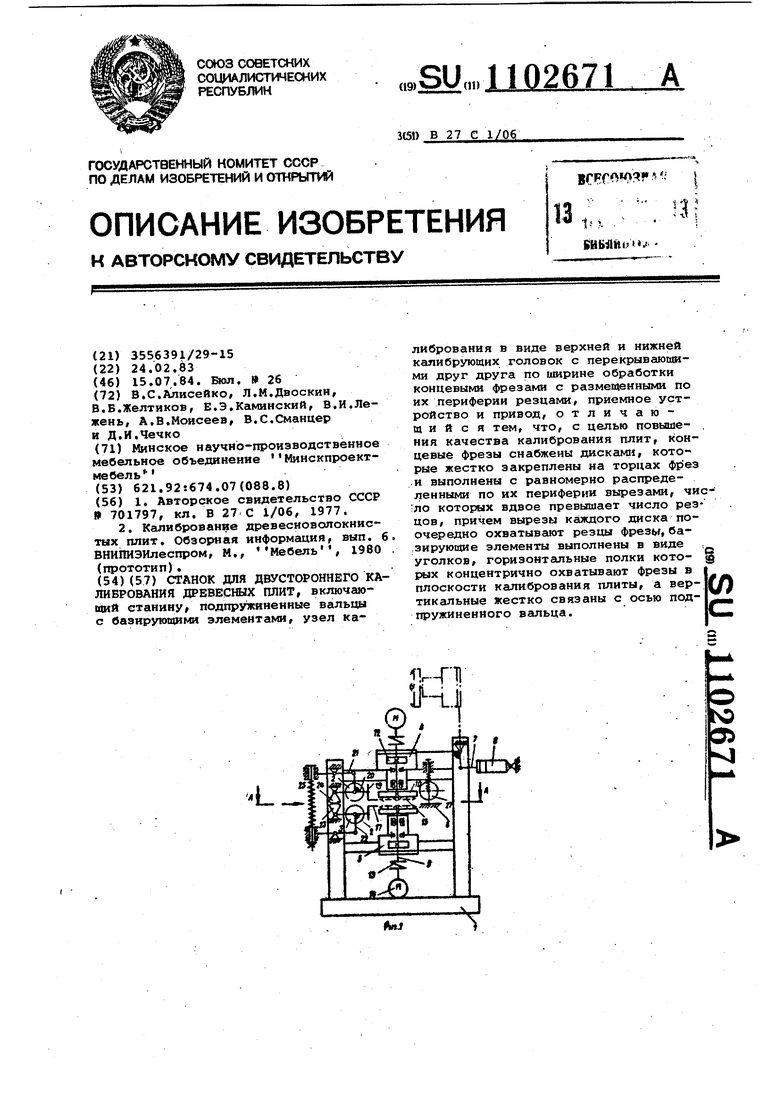
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для двухстороннего колибрования древесностружечных плит по толщине | 1977 |
|
SU701797A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Калибрование древесноволокнистых плит | |||
| Обзорная информгщия, вып | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ВНИПИЭИлеспром, М., Мебель, 1980 (прототип). | |||
