Изобретение относится к станкам для фрезерования деревянных деталей с криволинейным контуром (например, ручек ножей)
Цель изобретения - повышение производительности и точности обработки за счет точной ориентации заготовок при установке в механизм зажима и жесткого базирования заготовок при обработке.
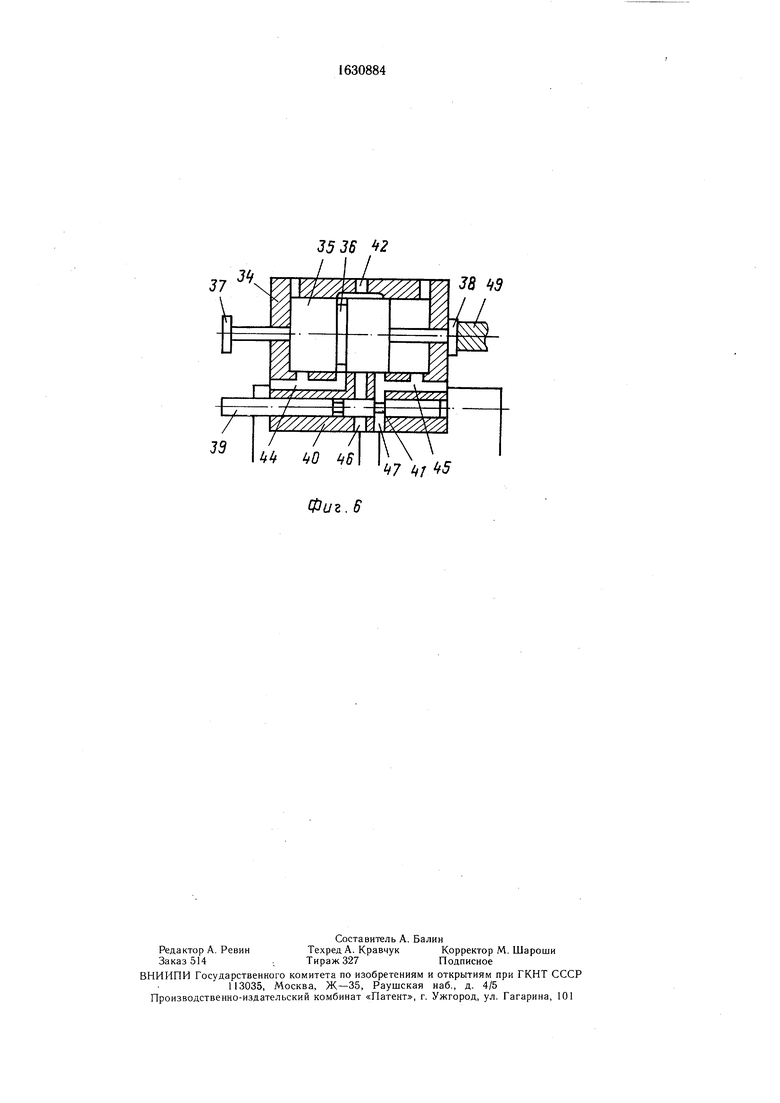
На фиг. 1 изображен предлагаемый фрезерный станок, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - загрузочное устройство; на фиг. 5 - пневмораспределитель в исходном положении; на фиг. 6 - то же, в конечном положении.
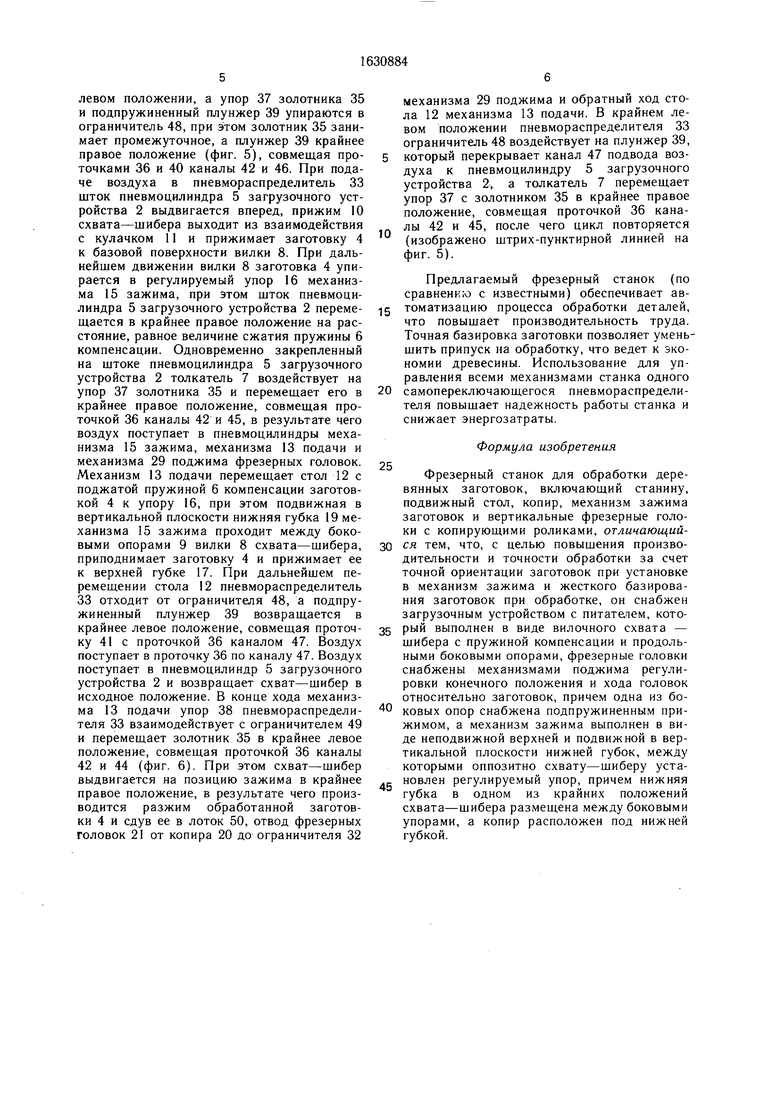
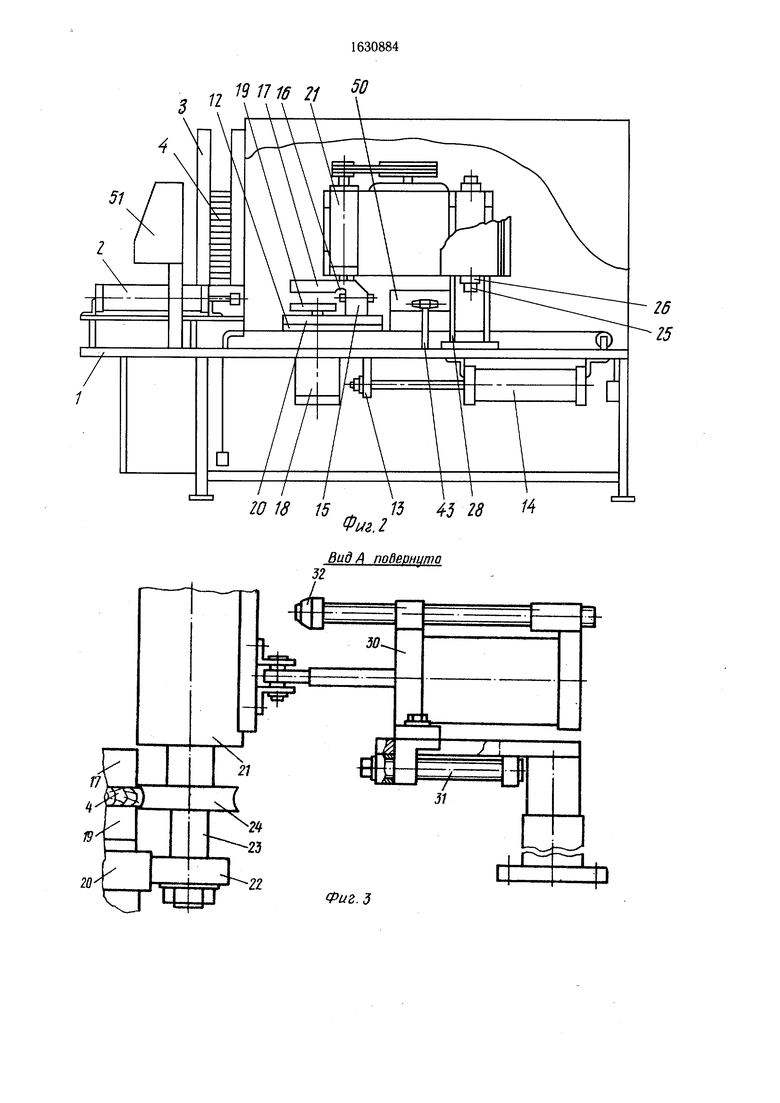
Фрезерный станок содержит станину 1 с установленным на ней загрузочным устройством (питателем) 2, состоящим из магази- ла 3 с заготовками 4 и пневмоцилиндра 5, на конце штока которого установлены пружина 6 компенсации хода, толкатель 7 и схват-шибер, включающий вилку 8 с продольными боковыми опорами 9 и подпружиненным прижимом 10, взаимодействующим с кулачком 11. На подвижном столе 12 механизма 13 подачи, связанным с пневмоци- линдром 14, расположен механизм 15 зажима с регулируемым упором 16, расположенным между верхней неподвижной губкой 17 и нижней, закрепленной на конце штока пневмоцилиндра 18, подвижной в вертикальной плоскости губкой 19 под которыми установлен сменный копир 20. Регулируемый упор 16 расположен оппозитно схвату-шиберу. Вертикальные фрезерные головки 21 взаимодействуют с копиром 20 копирующими роликами 22, установленными на шпинделе 23 под фасонными фрезами 24, и снабжены устройством вертикального регулирования, включающим винты 25 и контргайки 26. Винты 25 расположены с возможностью вращения в отверстиях кронштейна 27, закрепленного на стойке 28, смонтированной на станине 1. При этом фрезерные головки 21 снабжены механизмами 29 поджима, которые включают пневмоцилиндры 30 и устройства регулировки конечного положения и хода фрез 24 относительно обрабатываемой
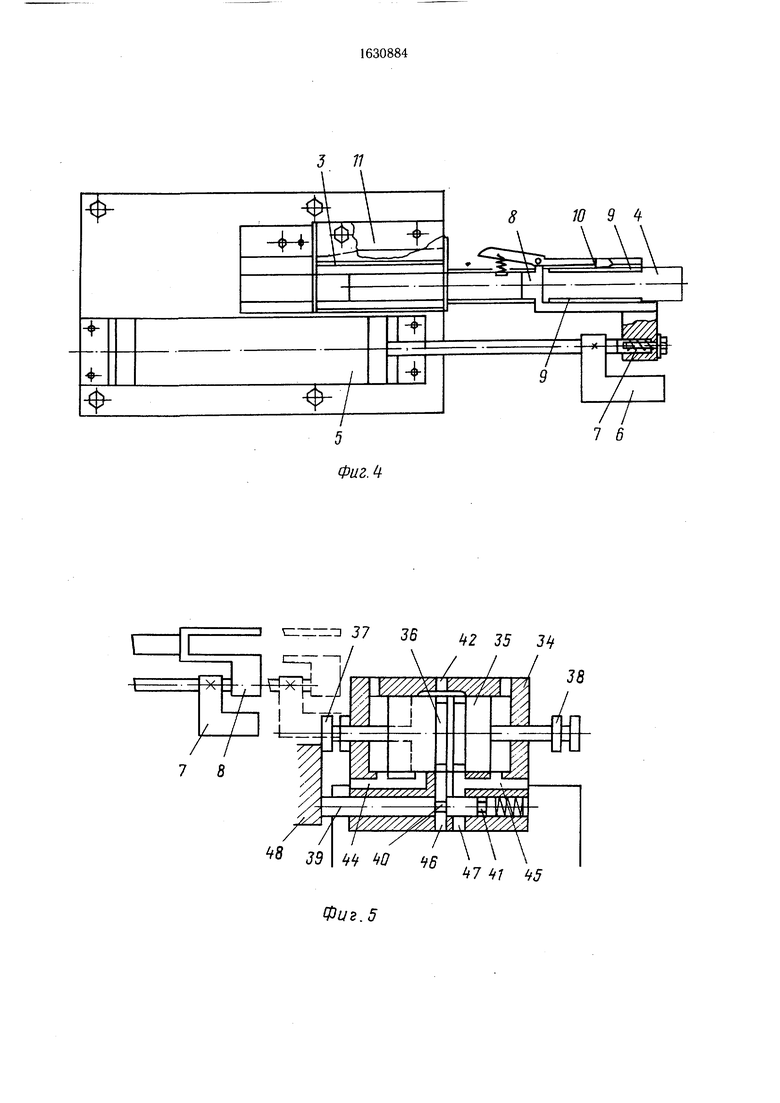
заготовки 4, выполненные в виде винтовой передачи 31 и ограничителя 32. Кроме того, на подвижном столе 12 механизма 13 подаQ чи установлен пневмораспределитель 33, состоящий из корпуса 34 с расположенным в нем золотником 35, имеющим проточку 36, упоры 37 и 38 и подпружиненным плунжером 39, выполненным с проточками 40 и 41. В корпусе 34 имеются каналы для
5 подвода воздуха; в пневмораспределитель - канал 42, в пневмоцилиндры механизма 13 подачи, механизма 15 зажима, механизма 29 поджима фрез и в устройство 43 сдува - каналы 44 и 45, в пневмоцилиндр загрузочного устройства - каналы 46 и 47. Управ0 ление работой пневмораспределителя 33 производится регулируемыми ограничителями 48 и 49 соответственно в исходном и конечном положениях стола 12. Разгрузка обработанной заготовки 4 в лоток 50 производится устройством 43 сдува. Наладка
5 механизмов станка и установка их в исходное положение производится пневмосистемой (не показана) с пульта 51 управления.
Фрезерный станок работает следующим образом.
0 С помощью винтов 25 и контргаек 26 производят настройку фрезерных головок 21 в соответствии с заданной толщиной заготовки 4. Затем винтовой передачей 31 механизма 29 поджима производят настройку положения фрезерных головок 21 в конце об5 работки заготовки 4 в момент их выхода из контакта с копиром 20, а ограничителем 32 регулируют ход фрезерных головок 21, достаточный для прохода копира 20 без взаимодействия с копирующими роликами 22 при движении стола 12 в исходное положе0 ние. Потом регулируемым упором механизма 15 зажима устанавливают положение обрабатываемой заготовки относительно копира 20. В исходном положении заготовка 4 находится в магазине 3 и лежит на продольных боковых опорах 9 вилки 8 схвата-
5 шибера, а прижим 10, взаимодействуя с кулачком 11, отведен в сторону. Подвижный стол 12 с механизмом 15 зажима и пневмо- распределителем 33 находятся в крайнем
левом положении, а упор 37 золотника 35 и подпружиненный плунжер 39 упираются в ограничитель 48, при этом золотник 35 занимает промежуточное, а плунжер 39 крайнее правое положение (фиг. 5), совмещая проточками 36 и 40 каналы 42 и 46. При подаче воздуха в пневмораспределитель 33 шток пневмоцилиндра 5 загрузочного устройства 2 выдвигается вперед, прижим 10 схвата-шибера выходит из взаимодействия с кулачком 11 и прижимает заготовку 4 к базовой поверхности вилки 8. При дальнейшем движении вилки 8 заготовка 4 упирается в регулируемый упор 16 механизма 15 зажима, при этом шток пневмоцилиндра 5 загрузочного устройства 2 перемещается в крайнее правое положение на расстояние, равное величине сжатия пружины 6 компенсации. Одновременно закрепленный на штоке пневмоцилиндра 5 загрузочного устройства 2 толкатель 7 воздействует на упор 37 золотника 35 и перемещает его в крайнее правое положение, совмещая проточкой 36 каналы 42 и 45, в результате чего воздух поступает в пневмоцилиндры механизма 15 зажима, механизма 13 подачи и механизма 29 поджима фрезерных головок. Механизм 13 подачи перемещает стол 12 с поджатой пружиной 6 компенсации заготовкой 4 к упору 16, при этом подвижная в вертикальной плоскости нижняя губка 19 механизма 15 зажима проходит между боковыми опорами 9 вилки 8 схвата-шибера, приподнимает заготовку 4 и прижимает ее к верхней губке 17. При дальнейшем перемещении стола 12 пневмораспределитель 33 отходит от ограничителя 48, а подпружиненный плунжер 39 возвращается в крайнее левое положение, совмещая проточку 41 с проточкой 36 каналом 47. Воздух поступает в проточку 36 по каналу 47. Воздух поступает в пневмоцилиндр 5 загрузочного устройства 2 и возвращает схват-шибер в исходное положение. В конце хода механизма 13 подачи упор 38 пневмораспредели- теля 33 взаимодействует с ограничителем 49 и перемещает золотник 35 в крайнее левое положение, совмещая проточкой 36 каналы 42 и 44 (фиг. 6). При этом схват-шибер выдвигается на позицию зажима в крайнее правое положение, в результате чего производится разжим обработанной заготовки 4 и сдув ее в лоток 50, отвод фрезерных головок 21 от копира 20 до ограничителя 32
механизма 29 поджима и обратный ход стола 12 механизма 13 подачи. В крайнем левом положении пневмораспределителя 33 ограничитель 48 воздействует на плунжер 39, который перекрывает канал 47 подвода воздуха к пневмоцилиндру 5 загрузочного устройства 2, а толкатель 7 перемещает упор 37 с золотником 35 в крайнее правое положение, совмещая проточкой 36 каналы 42 и 45, после чего цикл повторяется (изображено штрих-пунктирной линией на фиг. 5).
Предлагаемый фрезерный станок (по сравнению с известными) обеспечивает автоматизацию процесса обработки деталей, что повышает производительность труда. Точная базировка заготовки позволяет уменьшить припуск на обработку, что ведет к экономии древесины. Использование для управления всеми механизмами станка одного
0 самопереключающегося пневмораспределителя повышает надежность работы станка и снижает энергозатраты.
Формула изобретения
Фрезерный станок для обработки деревянных заготовок, включающий станину, подвижный стол, копир, механизм зажима заготовок и вертикальные фрезерные голо- ки с копирующими роликами, отличающийся тем, что, с целью повышения производительности и точности обработки за счет точной ориентации заготовок при установке в механизм зажима и жесткого базирования заготовок при обработке, он снабжен загрузочным устройством с питателем, который выполнен в виде вилочного схвата - шибера с пружиной компенсации и продольными боковыми опорами, фрезерные головки снабжены механизмами поджима регулировки конечного положения и хода головок относительно заготовок, причем одна из боковых опор снабжена подпружиненным прижимом, а механизм зажима выполнен в виде неподвижной верхней и подвижной в вертикальной плоскости нижней губок, между которыми оппозитно схвату-шиберу установлен регулируемый упор, причем нижняя губка в одном из крайних положений схвата-шибера размещена между боковыми упорами, а копир расположен под нижней губкой.
п 19 17 16 21
U
4
51
2018 15 15 Фиг. 2
50
45 28
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ЗАГОТОВОК | 1973 |
|
SU375178A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Фрезерно-карусельный станок | 1982 |
|
SU1105309A1 |
| Обкатный станок для обработки заготовок | 1973 |
|
SU556878A1 |
| Устройство для накопления и поштучной выдачи заготовок | 1983 |
|
SU1184590A1 |
| Копировально-фрезерный полуавтомат | 1980 |
|
SU847619A1 |
| Копировально-фрезерный вертикальный многошпиндельный станок для обработки фасонных поверхностей пера лопаток ТРД | 1955 |
|
SU108750A1 |
Изобретение относится к станкам для фрезерования деревянных деталей с криволинейным контуром, например ручек ножей Цель изобретения - повышение производительности и точности обработки за счет точной ориентации заготовок при их установке в механизм зажима и жесткого базирования заготовок при обработке Фрезерный станок содержит станину 1, загрузочное устройство 2, которое выполнено в виде ви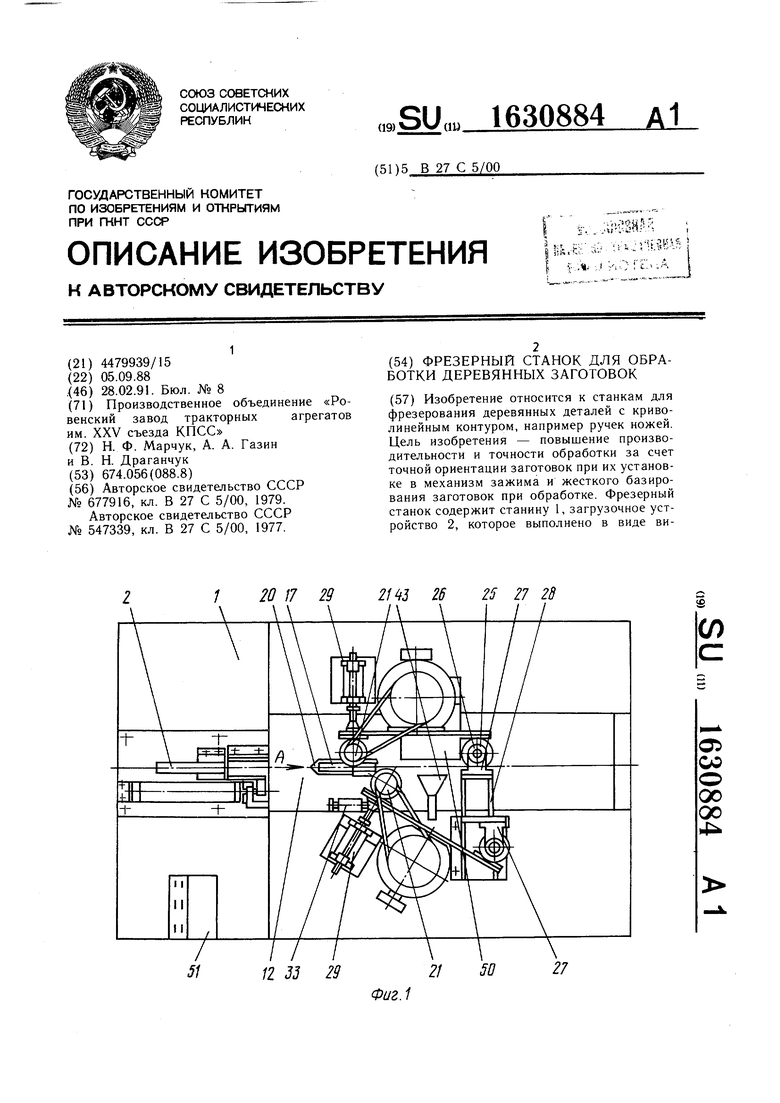
Вид А подернито
J
21
Ч
2 23
tnzj
22
Фиг, з
в
с: t
i
-t- ч
i
л
o
CO
о oo 00
4
3536 Ь2
Фиг. В
| Фрезерный станок для фасонной обработки деревянных брусчатых заготовок | 1978 |
|
SU677916A1 |
