I
Изобретение относится к автоматическим линиям для жидкостной обработки изделий в ваннах, может быть использовано, например, при очистке, травлении, гальванической и химической обработке изделий и, в частности предназначено для химподготовки основы магнитных дисков для внешних запоминающих устройств ЭВМ.
Цель изобретения - повьппение производительности и надежности линии путем сокращения коммутационных свя- зей а также упрощение сборки и демонтажа.
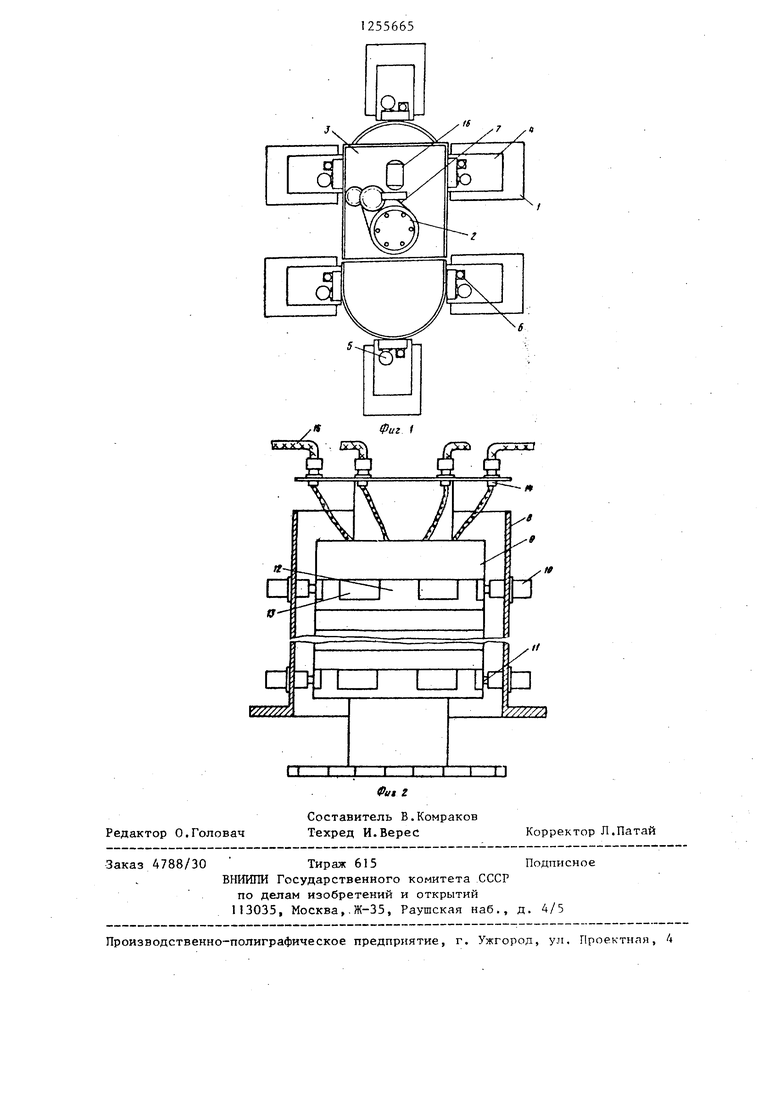
На фиг.1 изображена автоматичес™ кая линия для химобработки изделий, общий вид; на фиг.2 - токораздатчик, общий вид.
Автоматическая линия содержит ванны 1, токораздатчик 2, механизм 3 горизонтального перемещения операторов 4. Последние имеют автономньй механизм подъема и опускания подвесок с приводом от электродвигателя 5 и механизм вращения подвесок с приводом от электродвигателя 6. То- коразДатчик 2 кинематически связан цепной передачей 7 с механизмом 3 горизонтального перемещения и поворачивается синхронно с операторами 4.
Конструктивно токораздатчик 2 выполнен в виде неподвижного статора 8 и подвижного ротора 9. Статор 8 представляет собой полый цилиндр из металлической трубы, на котором установлены щеткодержатели 10 из изоляционного материала и токосъемные щетки 11.
Ротор 9 представляет собой полую трубу, на KOTopyto насаживаются кольца с пазами 12 из изоляционного материала. В. эти пазы устанавливаются контактные сектора ГЗ. Количество колец определяется количеством электрических цепей, необходимых для работы оператора 4, а число контактных секторов 13 в кольце 2 - числом операторов 4 автоматической линии.
Кольца 12 и сектора 13 электрически соединяются с разъемами 14, уста- новленньпчи на верхней части токораз- датчика 2. Через разъемы 14 с помощью гибких кабелей 15 осуществляется связь токораздатчика 2 с операторами 4.
Конструкция токораздатчика 2 позволяет автономно питать кажд1зш из
556652
операторов 4 по не связанным друг с другом электрическим цепям, что позволяет контролировать работу операторов 4 и устанавливать для них незави- 5 симые друг от друга режимы работы.
Линия работает следующим образом. При включении линии включается электродвигатель 16 привода механизма 3 горизонтального перемещения опе- 10 раторов 4 и п-роводится перемещение - операторов с позиции на позицию. Одновременно через дополнительную цепную передачу 7, связывающую механизм
3перемещения операторов 4 с токораз- 15 датчиком 2, происходит синхронный поворот ротора 9 токораздатчика 2. При перемещении операторов 4 с позиции
на позицию pofop 9 токораздатчика 2
„ 360° поворачивается 1на угол, равный
(где п - число операторов 4 линии или число рабочих позиций).
После остановки операторов 4 на рабочей позиции к ним благодаря тому,
25 что к контактным секторам 13.токораздатчика 2 при повороте подключаются другие электрощетки 11, к секторам 13, в свою очередь, подсоединяются элементы схемы, дающие команды на вы3Q полнение очередной технологической операции, по выполнении которой цикл повторяется.
При остановке на позиции щетки 11 статора 8 токораздатчика 2 совмещаются с подошедшими секторами 13 ротора 9, подается питание на электродвигатели приводов 5 и 6 операторов
4и элементов схем автоматики, размещенных на операторе 4. Благодаря
автономным электрически не связанным
40
друг с другом цепям питания и управления обеспечивается независимая работа каждого из операторов 4 и контроль за ней.
, Так как поворот операторов 4 происходит синхронно с токораздатчиком 2, одновременно с поворотом операторов 4 поворачиваются и разъемы 14, связывающие через гибкие кабели 15 токораздатчик 2 с операторами 4, что обеспечивает неограниченный угол поворота механизма 3 перемещения операторов 4.
Предлагаемая автоматическая линия позволяет повысить надежность работы за счет изолированности всех электроподводок, расширяет технологические возможности линии.и сокращает время обработки деталей.
35
50
55
Редактор О,Головач
Фи г
Составитель В.Комраков Техред И.Верес
Заказ 4788/30 Тираж 615Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва,,Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектиля, 4
Корректор Л.Патай
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный редуктор | 2019 |
|
RU2717820C1 |
| Устройство для автоматического управления механизмами машин-орудий | 1937 |
|
SU55814A1 |
| Токосъемное устройство | 1979 |
|
SU790052A1 |
| КОММУТАЦИОННАЯ СИСТЕМА ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА | 2008 |
|
RU2467451C2 |
| Движительный комплекс с кольцевым электродвигателем для подводных аппаратов большой автономности | 2019 |
|
RU2722873C1 |
| ЭЛЕКТРОПРИВОД МЕХАНИЗМА ПОВОРОТА ГРУЗОПОДЪЕМНОГО КРАНА | 2005 |
|
RU2298519C2 |
| Электрический вал | 1945 |
|
SU67552A1 |
| ВЫСОКОВОЛЬТНЫЙ ПЕРЕКЛЮЧАТЕЛЬ | 1973 |
|
SU368666A1 |
| ПРИВОДНОЕ ВРАЩАЮЩЕЕСЯ КОНТАКТНОЕ УСТРОЙСТВО | 2004 |
|
RU2267841C2 |
| СПОСОБ СЛАБОВИБРАЦИОННОГО СЛУЧАЙНОГО СМЕЩЕНИЯ ГРУЗОВ | 2013 |
|
RU2541579C2 |