Изобретение относится к производству строительных изделий, а именно к оборудованию для изготовления предварительно напряженных изделий типа свай.
Цель изобретения - упрощение распалубки и улучшение условий выемки изделий. На фиг. 1 схематично изображен стенд, общий вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. б-переставной формующий вкладыщ; на фиг. 7 разрез Д-Д на фиг. 6.
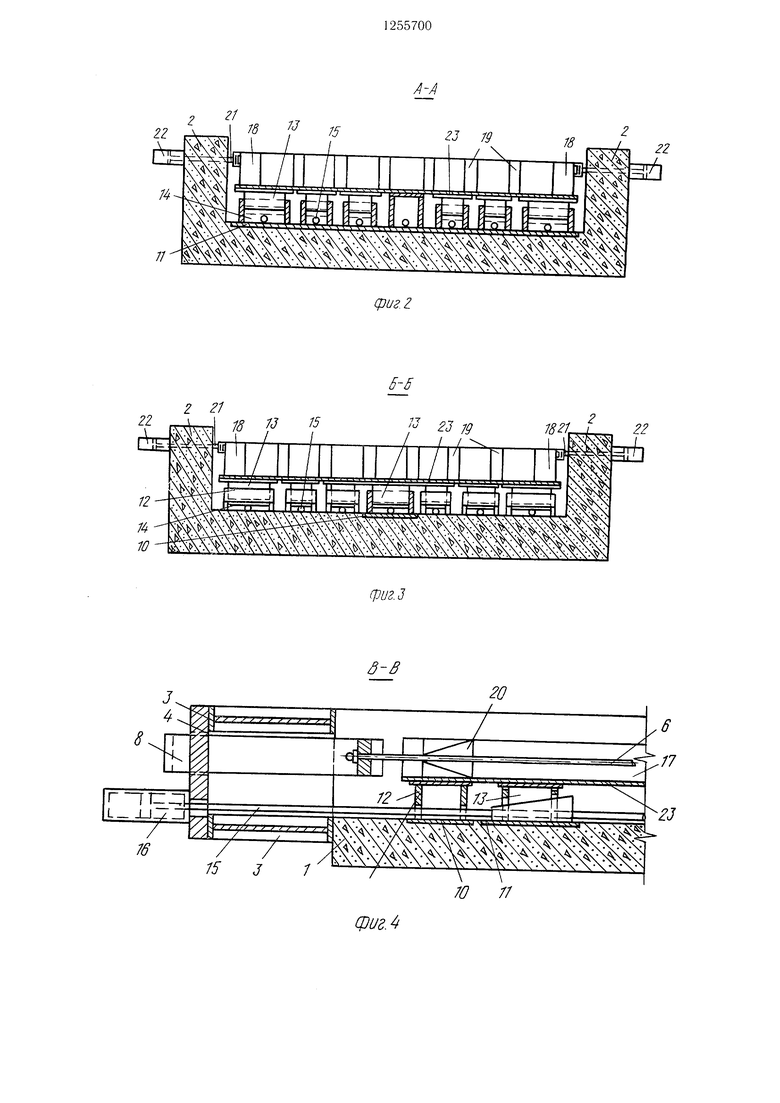
Стенд содержит железобетонное основание 1 с боковыми стенами 2 и торцо- выми металлическими силовыми балками 3, на которые опираются опорные пластины 4. На одном торце основания 1 установлены подвижные захваты 5 для арматуры 6 с опорными плитами 7, а на другом торце - не- подвижные захваты 8. Между опорными пластинами 4 и опорными плитами 7 установлены домкраты 9.
На основании 1 уложены металлические пластины 10 и 11, на которых установлены подставки 12 и секционные опоры 13. Подставки 12 приварены к пластинам 10, а секционные опоры 13 установлены на колодках 14, подвижных по пластинам 11 и соединенных тягами 15 с приводами 16. Взаимодействующие между собой основания опор и верхние плоскости колодок 14 вы- полнены наклонными.
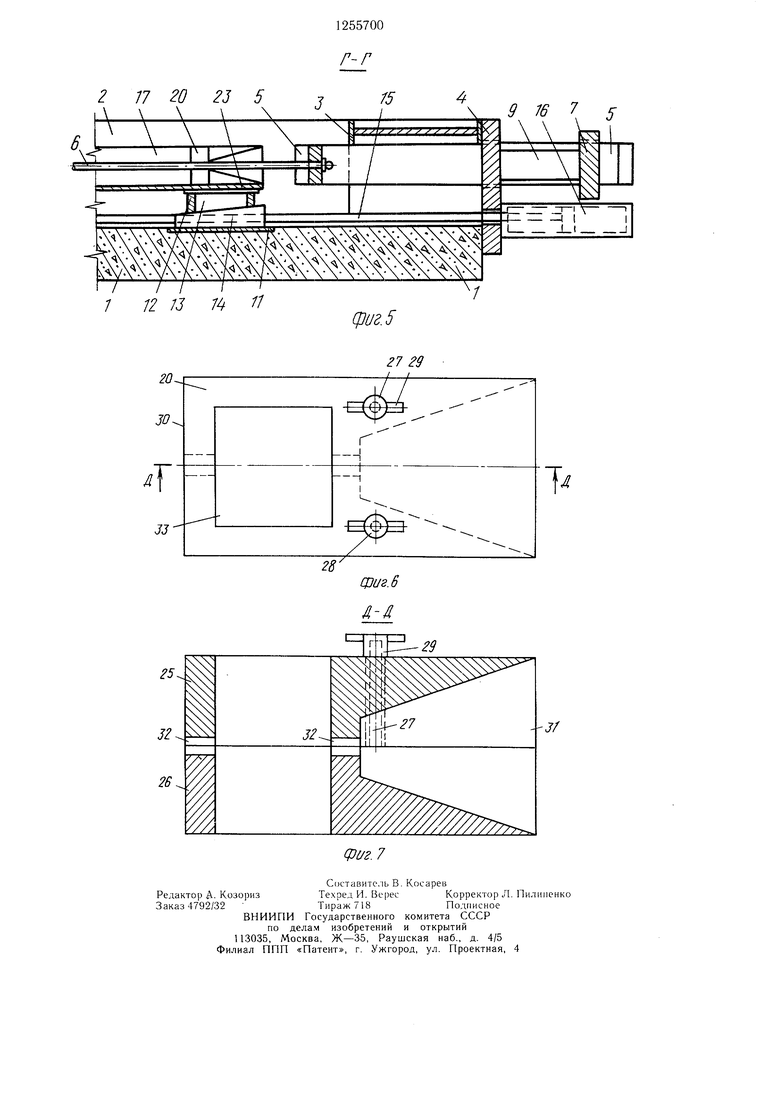
В полости основания 1 на подставках 12 и секционных опорах 13 установлена многоместная форма 17 между продольными бортами 18, в которой установлены перегородки 19, которые делят ее на отсеки, в которых в свою очередь установлены переставляемые формующие вкладыши 20. С бортами 18 шарнирно соединены штоки 21 домкратов 22, установленных на стенках 2 основания 1. Форма имеет гибкое днище 23, под которым установлены выравнивающие балки 24.
Формующие вкладыши 20 состоят из двух частей 25 и 26, соединенных между собой резьбовыми шпильками 27 с фиксирующими гайками 28, имеющими рукоятки 29. Вкла- дыш 20 имеет плоский торец 30, в другом торце выполнена многогранная сужающаяся полость 31. Торцы вкладыша 20 обеспечивают формование торцов железобетонных изделий, например сваи, соответственно одного - плоским, а другого - за- остренным. Вкладыш 20 имеет отверстие 32 для прохода арматуры 6 и окно 33 для ее разрезания после изготовления железобетонных изделий.
Q
5 0
5
, 0
0
Стенд работает следующим образом.
В зависимости от длины изготавливаемых железобетонных изделий, например свай, устанавливают нижние части 26 формующих вкладышей 20 в соответствующие положения по длине отсеков формы 17. Смазывают днище 23, продольные борта 18 и перегородки 19 формы 17. Устанавливают арматуру 6, которую по концам закрепляют в захватах 5 и 8, и включают домкраты 9, которые перемещают подвижные захваты 5 и осуществляют натяжение арматур 6. Требуемое удлинение арматуры 6 фиксируется путем установки между плитами 7 пластинами 4 фиксирующих упоров (не показаны). На нижние части 26 формующих вкладышей 20 устанавливают их верхние части 25 и фиксируют гайками 28, при этом арматура 6 проходит через отверстия 32 Ежладышей 20, Затем в отсеки формы 17 устанавливают ненапрягаемые арматурные каркасы. Включают домкраты 22, которые воздействуют на продольные борта 18 формы 17 и передают обжатие на вкладыши 20 и перегородки 19, что обеспечивает окончательную фиксацию вкладышей 20 в отсеках формы.
Отсеки формы 17 заполняют бетонной смесью и производят необходимые операции по ее уплотнению и термообработке. После достижения бетоном требуемой прочности производят плавный отпуск натяжения арматуры 6 на бетон путем снятия фиксирую- ших упоров между плитами 7 и пластинами 4 и включения домкратов 9 на обратный ход, после чего арматуру 6 обрезают у захватов 5 и 8 и в окнах 33 формующих вкладышей 20.
Производят распалубку формы 17 путем включения на обратный ход домкратов 22, которые оттягивают продольные борта 18. Одновременно включают приводы 16, которые посредством тяг 15 перемещают колодки 14 относительно секционных опор 13, перемещающихся за счет наклонных оснований, при этом днище 23 изгибается и перегородки 19 отходят от изготовленных железобетонных изделий, обеспечивая тем самым благоприятные условия выемки изделий из разных отсеков формы 17. Колодки 14 можно перемещать поэтапно и с разным ходом под ра.зличными секциями опор 13, используя при этом изменение веса формы по мере выемки изделий из ее отсеков, изменяющее конфигурацию изгиба днища 23 формы 17.
После выемки изделий из всех отсеков формы поворачивают балки 24, которые выравнивают днище 23 формы 17, с помощью приводов 16 и домкратов 22 устанавливают колодки 14 и продольные борта 18 в исходное положение и готовят форму 17 для изготовления новых железобетонных изделий.
7/
22
16
15 3 1
фиг А
2 77 W 2:5 5
J
I Г/ 7 7 /J 7 11
/5
/
9 76 7 5
(риг. 5
20
30
зг
26
--J/
фиг. 7
Составитель В. Косарев
Редактор Д. КозоризТехред И. ВересКорректор Л. Пилииенко
Заказ 4792/32 Тираж 718Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| СТЕНД ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU363797A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1084141A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
