Изобр :тение относится к прокатному производству и может быть использовано при холодной прокатке тонких и особо тонких полос, жести и фольги из черных и цветных металлов .
Целью изобретения является повышение производительности процесса прокатки и качества прокатки за счет снижения обрывов в рулоне и уменьшения продольной разнотолщинности полос.
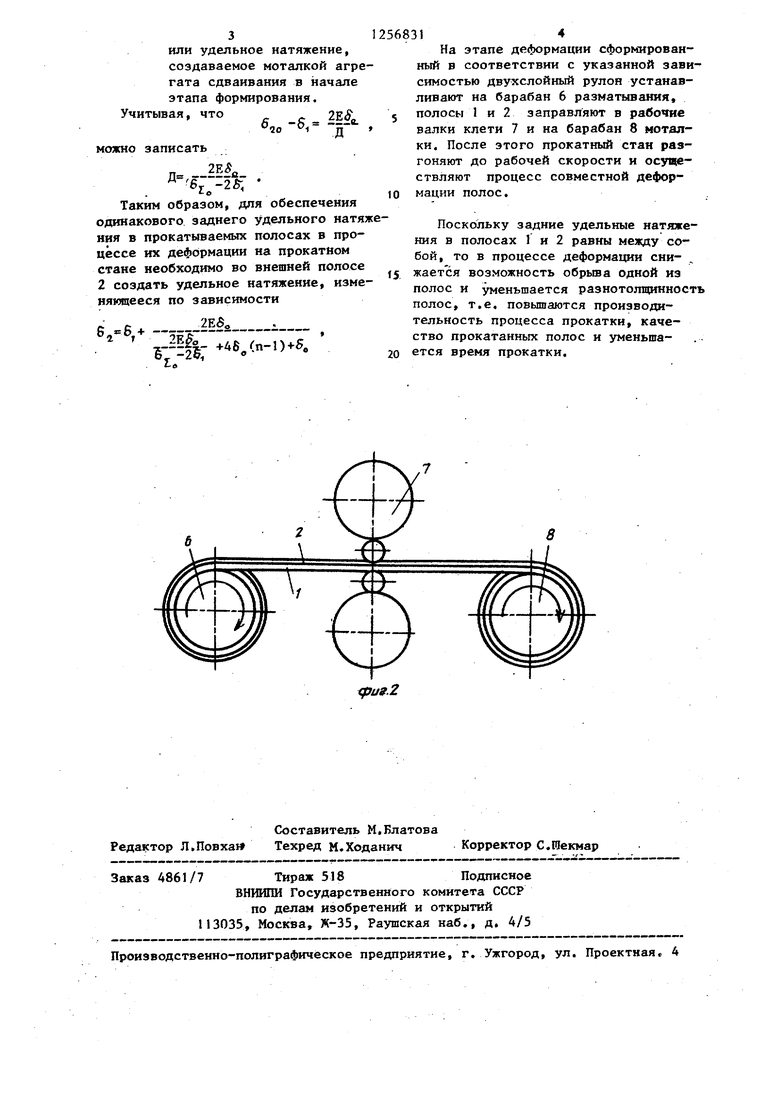
На фиг. 1 приведена схема формирования двухслойного рулона на агрегате сдваивания; на фиг. 2 - схема деформации двухслойного рулона на прокатном стане.
Схема (фиг. 1 и 2) включает внут- реннюю полосу 1, внешнюю полосу 2, барабаны 3 и 4 разматывания агрегата сдваивания, барабан 5 моталки агрегата сдваивания, барабан 6 разматывания прокатного стана, рабочую клеть 7 прокатного стана, барабан 8 моталки прокатного стана..
Прокатку сдвоенной полосы по предлагаемому способу осуществляют в два этапа (этап дублирования и этап деформации). На первом этапе формируют двухслойный рулон на агрегате сдваивания. Формирование двухслойного рулона осуществляют в следующей последовательности: сдваиваемые рулоны полос 5 и 2 устанавливают на барабаны 3 и 4 разматывания агрегата сдваивания, заправляют совместно на барабан 5 моталки, после чего устанавливают требуемое удельное натяжение 6, внутренней полосы 1. На- тяжение внешней полосы 2 определяют по зависимости
62 1+
Агрегат сдваивания разгоняют до рабочей скорости и осуществляют процесс формирования двухслойного ру- лона.
Для того, чтобы в процессе деформации (на втором этапе) за один оборот барабана разматывателя с него сходили одинаковые по длине отрезки совместно намотанных полос, необходимо при формировании двухслойного рулона дополнительно растянуть внешнюю полосу 2 с относительной упру- . гой деформацией
,
Д+46 (п-1) + 5„
56831
где
10
15
20
25
h
толщина полосы; число двойных витков, наматывающих на барабан моталки агрегата сдваивания; Д - диаметр барабана разматьшателя агрегата сдваивания. Такая относительная деформация может быть достигнута за счет создания во внешней полосе 2 дополнительного удельного натяжения
ддсЬтн :.
где Е - модель упругости материала
полос.
Таким образом, полное удельное натяжение во внешней полосе 2 определяют по зависимости
б 5+2Е6„
Д+44(п-1У+5„
В начальный момент формирования двухслойного рулона число намотанных на барабан моталки 5 двойных витков h 0,
0
0
5
т.е,
8
где йб„ 2Е
д-з,
дополнительное удельное натяжение в начале процесса формирования двухслойного рулона.
При тонколистовой прокатке и при прокатке фольги толщина полосы пренебрежимо мала по сравнению с диаметром барабана разматывателя Д. Поэтому можно записать, что
К 2Ебв. д&„ -Д-. ;
Тогда удельное натяжение во внешней полосе 2 в начале формирования рулона
6 6 .
20 °1 Д
с другой стороны
б.+б 6
0
где
L5
2 Л
суммарное удельное натяжение в формируемых полосах,создаваемое моталкой агрегата сдваивания. Аналогично можно записать, что
5, -t-S, &
1 20 -о
гдeбJ- - суммарное удельное натяжение в формируемых полосах
или удельное натяжение, создаваемое моталкой агрегата сдваивания в начале этапа формирования. Учитывая, что2ES
10 i Д
можно записать
Д
2ES
.а В, -2,
Таким образом, для обеспечения одинакового заднего удельного натяжения в прокатываемых полосах в процессе их деформации на прокатном стане необходимо во внешней полосе 2 создать удельное натяжение, изменяющееся по зависимости
6,.
s,- )«
Т-а
На этапе деформации сформированный в соответствии с указанной зависимостью двухслойный рулон устанавливают на барабан 6 разматывания,
полосы 1 и 2 заправляют в рабочие валки клети 7 и на барабан 8 моталки. После этого прокатный стан разгоняют до рабочей скорости и осувда- ствляют процесс совместной деформации полос.
Поскольку задние удельные натяжения в полосах Г и 2 равны мезвду собой, то в процессе деформации снижается возможность обрьгаа одной из полос и уменьшается разнотолщинность полос, т.е. повышаются производительность процесса прокатки, качество прокатанных полос и уменьша
ется время прокатки.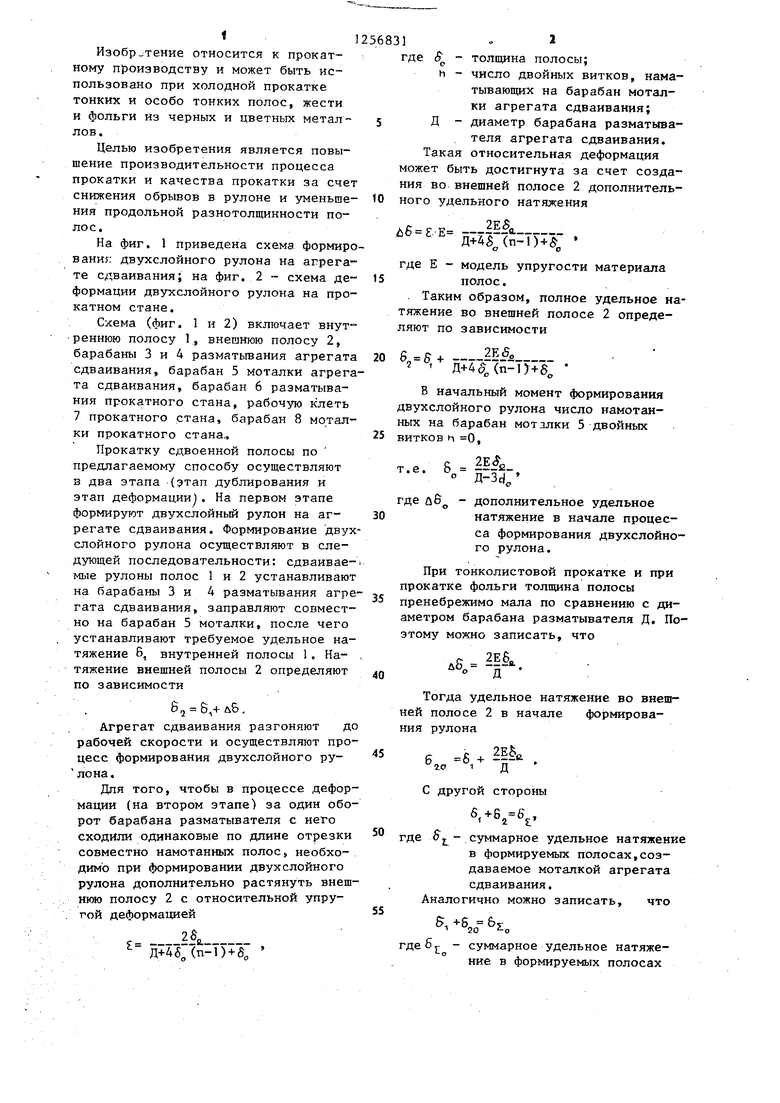
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
| Натяжное устройство стана холодной прокатки сдвоенной полосы | 1978 |
|
SU880537A1 |
| Способ прокатки полосы на дрессировочном стане | 1988 |
|
SU1565552A1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2499641C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2492946C1 |
| Разматыватель рулонов полосы консольного типа | 1990 |
|
SU1764735A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2013 |
|
RU2534696C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499639C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2723025C1 |
Составитель М.Блатова Редактор Л.Повхал Техред М.Ходанич Корректор С.Шекмар
4861/7
Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная 4
ffu9.2
| Способ непрерывной прокатки полосы | 1973 |
|
SU455762A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Черняк С.Н | |||
| и др | |||
| Производство фольги | |||
| М.: Металлургия, 1968, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
