11
Изобретение относится к области дрокатного производства и может быть ислользовано при изготовлении полос и листов в рулонах.
Цель изобретения - расширение i области использования, обеспечение условий для регулирования толщины проката, расширение функциональных возможностей и обеспечение регулируемого натяжения-на входе ,и выходе полосы из клети при обжатии наложенных друг ид друга участков одной полосы
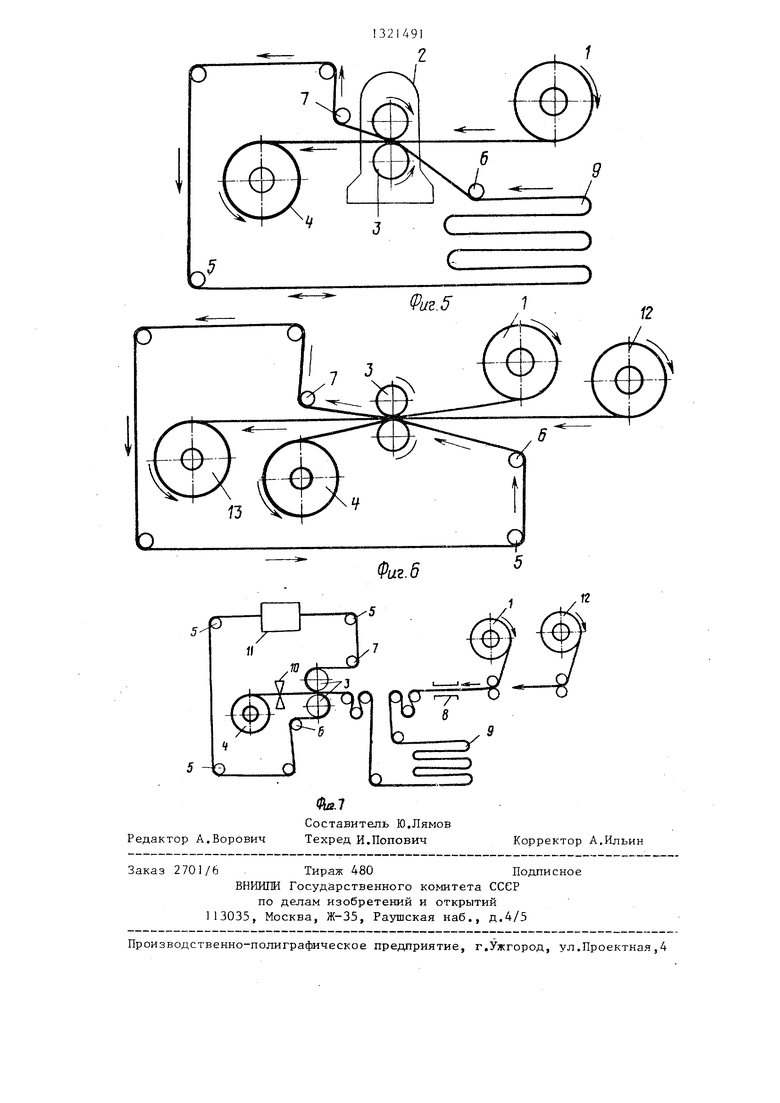
На фиг,1 представлена схема образования петли при обжатии Н 1ложенных друг на друга участков одной полосы с охватом моталки и нижнего рабочего валка и стан для осуществления предлагаемого способаj на фиг„2 схема образования двойной петли вокруг моталки и стан для прокатки ПОЛОС} на фиГоЗ - схема предлагаемого способа для осуществления метода прокатки-волочения организагщей петли с охватом верхнего комплекта валков и разматывателя; на фиг.4 --стан с двумя рабочими клетями, варианту на фиг.5 - стан с накопителем полосы на входе в рабочую клеть, вариант на фиго6 - стан, имеюлдай дополнительные смоточно-размоточные барабаны, вариант; на фиг„7 - стан для бесконечной прокатки с агрегатом дополнительной обработки полосы (АДОП), вариант,
Предлагаемый способ является дальнейшим развитием,способа одновременной прокатки двух разных участков одной полосы, когда о,од1Н участок полсы может обжиматься только первый ра а другой участок уже подвергался об
жатию, при этом в ходе прокатки орга }шзуют петлю с охватом одного из рабочих валков.
Принципиальной особенностью способа является создание в указанной петле регулируемого натяжения на входе и выходе из очага деформации при обеспечении смотки прокатанных участков на барабане моталки путем орга- низаиди петли посредством охвата мотсшки и нижнего рабочего валка и (или) верхнего рабочего валка и раз- матывателя.
Это позволяет повысить производительность и точность проката, осуществить прокатку в реверсивном режиме, а кроме того можно использовать
5
0
5
0
всю разновидностей несимме7 рич- ных процессов прокатки - с разными скоростями вращения верхнего и нижнего рабочих валков, различными диаметрами, профилировками бочек валков, отделкой поверхности, твердостью и др«свойствами верхнего и нижнего валков - процессов обладающих скоростной, геометрической, физико-механической, температурной и другими видами асимметрии.
Способ включает в себя возможность осуществлен ля процесса прокатки-волочения (ПВ) сдвоенных участков одной полосы: прокатка может производиться в трехвалковых клетях, кварто и многовалковых.
Используя способ ПВ в четырехвалко-, вой клети, в первом очаге деформации устраняется разнотолщинность и неплоскостность исходной полосы, а затем уже осуществляется прокатка наложенных полос вначале втором очаге деформации клети кварто, а затем в клети дуо. В третьем очаге деформации клети кварто осуществляется процесс ПВ перед окончательным обжатием полосы.
Из условия постоянства секундных объемов следует
5
0
5
0
пр где h
h
вк
Уй.е
V.
или
пр
к
Vn,,
толш.ина исходной полосы (заготовки на входе в очаг деформации; промежуточная толщина поло сы;
толпщна готовой полосы; скорость валков;, скорости полосы начальной и конечной толпщн, т.е. предлагаемззШ способ обеспечивает саморегулирование процесса, поскольку толщина hg готовой полосы зависит только от соотношения скоростей размотки исходной полосы и смотки в рулон полосы конечной толщины.
ВХ
пр
/6 V V
n.SX П,ВЪ1Х
в связи с тем, что верхняя и нижняя поверхности прокатываемой полосы зaIiимaют в очаге деформации поочеред- но межслойное положение, т,е, одна из указанных Поверхностей может не взаимодействовать с поверхностью валков, достигаете; повьшегше качества поверхности готового проката.
Стан для прокатки полос для осу- ществлеш1я предлагаемого способа состоит из разматывателя 1 рулонов, не менее одной рабочей клети 2 с комплектом рабочих валков 3, моталки 4 и группы направляющих роликов 5. Часть роликов 5 охватывает с внешней стороны моталку 4, при этом эти ролики смонтированы так, что они не препятствуют смотке полосы на бара- бане моталки до полновесного рулона,
Один из крайних роликов 6 указанной группы установлен на входе в клеть 2, а другой 7 - на выходе из нее. В линии стана установлены сты- косварочная машина 8, накопитель 9 полосы, ножницы 10 для поперечной порезки полосы после смотки полновесного рулона для случая бесконечной прокатки ,
Кроме того, стан может быть обо- рудован агрегатом 11 дополнительной обработки полосы, например, для термической обработки деформированных участков полосы, либо для травления и нанесения покрытия; дополнительными смоточно-намоточными устройствами 12 и 13, а также еще одной группой роликов 14, охватывающих моталку со сво- ими роликами 15 и 16, установленными на входе и выходе из клети для образования второй ветви петли полосы.
Использование предлагаемых способа и стана в сравнении с известными позволяет осуществить контроль за толщи- ной полосы посредством регулирования натяжения в петле и расширить область использования путем реализации деформации в режиме прокатки-волочения в линии непрерывных и многовалковых станов.
Формула изобретения
1. Способ прокатки полос, включа- ющий роспуск рулонов на разматывате
O
5 О
5
5
ле, пропуск переднего конца через верхний и нижний рабочие валки, образование петли на выходе из рабочих валков с охватом одного из рабочих валков, повторный пропуск переднего конца через рабочие валки, наложенные перед входом в валки текущих участков полосы, поступающих от раз- матывателя и из петли, для совместного их обжатия, последующее разделе- кие полосы на моталке, отличающийся тем, что, с целью расширения области использования и обеспечения условий для. регулирования толщины Лроката, петлю образуют с охватом моталки и нижнего рабочего валка и (или) с охватом верхнего рабочего валка и разматывателя, при этом в петле создают регулируемое натяжение на входе и на выходе из валков.
2. Способ ПОП.1, отличающийся тем, что петлю образуют из двух ветвей: охватывающей и охватываемой .
3/ Стан для прокатки полос, содержащий разматыватель, не менее одной рабочей клети с комплектом рабочих валков, моталку и направляющие ролики, установленные на входе и выходе из клети, отличающийся тем, что, с целью расширения функциональных возможностей и обеспечения регулируемого натяжения на входе и выходе полосы из клети при обжатии наложенных друг на друга участков одной полосы, стан снабжен дополнительной группой направляющих роликов, охватывающих намоточно-раз- моточный механизм, при зтом один из крайних роликов установлен на выходе из клети, а другой на входе в клеть.
4. Стан поп.З, отличающийся тем, что он снабжен накопителем полосы, вьшолненным со стороны входа в клеть.
/« 5
/
321491
Фиг. 6
ФигЛ
Составитель Ю.Лямов Редактор А.Ворович Техред И.Попович
Заказ 2701/6 . Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор А.ИЛЬИН
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2499641C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС НА РЕВЕРСИВНОМ СТАНЕ | 2014 |
|
RU2587010C2 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| Натяжное устройство стана холодной прокатки сдвоенных полос | 1982 |
|
SU1044367A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499639C1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ОТОЖЖЕННЫХ ПОЛОС | 2012 |
|
RU2492947C1 |
| Натяжное устройство стана холодной прокатки сдвоенной полосы | 1978 |
|
SU880537A1 |

Изобретение относится к области прокатного производства и может быть использовано при изготовлении полос и листйв с наложением друг на друга участков одной и той же полосы для совместного обжатия. Цель изобретения - расширение области использования и обеспечение условий для регулирования толщины проката. В способе прокатки полос с охватом пропущенной части полосы одного из рабочих валков 3 петлю образуют с охватом моталки 4 и нижнего рабочего валка и (или) с охватом верхнего ра- бочего валка и разматывателя 1. Посредством роликов 5, охватывающих моталку 4 и (кли) разматыватель 1, а также роликов 6 и 7 при соответствующем скоростном режиме прокатки, смотки и размотки можно создавать регулируемое натяжение в петле, а следовательно, согласно закону сохранения постоянства секундных объемов металла осуществлять воздействие на толщину прокатываемой полосы. Стан для осуществления способа помимо разматывателя I, клети 2, моталки 4, направляющих роликов 5 может быть оборудован агрегатом 1I дополнительной обработки участков полосы после деформации, например термическая обработка, нанесение смазки или покрытия. Стан может иметь стыкосва- рочную мащину и накопитель полосы и, кроме того, дополнительные средства смотки, размотки, установленные симметрично по обеим сторонам клети 2,2 з. и 2 с.п. ф-лы, 7 ил. 1 ( (Л с: 00 ьо ;о Фиг,1
| Способ прокатки полосовой стали | 1982 |
|
SU1058648A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления тонких металлических плоских и фасонных профилей | 1977 |
|
SU638389A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
