Способ включает задание в клети стана полосы с разматывателя, обжатие полосы в одной или двух клетях, заправку полосой барабана моталки, разгон стана до постоянной скорости, измерение диаметров рулона, определение частоты вращения разматывателя и моталки.
В процессе прокатки дополнительно вычисляют собственные частоты приводных линий разматывателя и моталки с учетом диаметра их рулонов и ширины полосы. Вычисляют коэффициенты влияния С и С., исходя из соотношений
CM ° 5-JVDM;
Ср 0,5- .D,, H/h, вычисляют граничные значения скорос
VM
Р
по выражениям
а-С
м
тки в последней клети
с учетом зависимостей
. -3
де
Р ft
vc v
Рм
Dj,, D
H, h b ъ м
..
соответственно собственная частота линии привода разматывателя и моталки с учетом текущей величины диаметра их рулонов и ширины полосы;
текущие значения диаметров рулонов разматывателя и моталки; толщина полосы на входе и выходе ,из стана; постоянные коэффициенты, характеризующие степень удаления от резонанса, а 0,75-0,.90, ,10-1,25;
коэффициенты влияния для разматывателя и моталки ,
граничные значения скорости прокатки в последней клети, за пределами которой существенно снижаются колебания в стане и полосе.
Зависимости применительно к 2-кле- тевому дрессировочному стану получают следующим образом.
Условием появления резонансного режима является совпадение частоты вращения рулона разматывателя (J (моталки (Ом) с частотой собственных колебаний линии привода разматывателя }р (моталки м ) : Wp }р }
WM Рм
между скоростью прокатки v во второй клети, по которой ведут регулирование скоростного режима, и скоростью полосы v на входе в первую клеть имеется соотношение
v v.
H/h,
где Н и h - толщина полосы на входе
в стан и выходе из стана. Частота вращения разматывателя Qp и моталки СОМ зависит от диаметра их рулонов D о и Dw и скорости про- катки v:
0)р 2 v,/Dp 2v/Dp-H/h;
30
35
40
45
50
55
СОМ 2 v/DM.
Параметры разматывателя и моталки (мощность двигателей, диаметры валов и др.) зависят от технологических параметров процесса прокатки: обжатия, скорости и усилия прокатки, натяжения, переменного диаметра рулона на барабане разматывателя и моталки, поэтому частота собственных колебаний линии привода разматывателя и моталки является величиной переменной, зависящей от жесткости ва- лопровода, расположенного между двигателем и барабаном (рулоном) разматывателя (моталки), и изменяющегося диаметра рулона и ширины прокатываемой полосы.
В начале прокатки, когда масса всей полосы сосредоточена в рулоне на барабане разматывателя, а на барабане моталки находится лишь несколько витков, собственные частоты приводных линий разматывателя |3, и моталки А принимают крайние значения, при
этом р -р;« , .
В процессе прокатки диаметр рулона на барабане разматывателя уменьшается, а на барабане моталки увеличивается, соответственно этому изменяются собственные частоты их приведенных линий. В конце прокатки практически вся масса полосы находится на барабане моталки, и собственные частоты приводных линий разма тывателя и моталки принимают другие крайние значения: Ар ft 1Јакс, А
МИН
ft M . В общем случае функции /}p(D. и А„ (Ди) нелинейные. Момент инерции
J U W
рулона, зависящий от ширины полосы и текущей величины его диаметра, вычисляется по известным зависимостям.
В тех случаях, когда приводные линии разматывателя и моталки имеют одинаковое конструктивное исполнение, зависимости |}p(Dp) и А, (Dw) представляются одним графиком. При этом в начале процесса прокатки макс Р
РР -Р
вв-вГ№ /
Р
макс м
,Р
(
где D - диаметр барабана
Установлено, что имеют место достаточно протяженные режимы прокатки, когда частота биений рулона разматывтеля (моталки) совпадает с собственной частотой линии привода. Для того, чтобы избежать такого режима, необходимо, чтобы частота вращения вала разматывателя (моталки) отличалась на 10-25% в меньшую или большую сторону от частоты собственных колебаний. С учетом этого получают два неравенства
vju v vp;
-v,v;,
где VD а. С
P
v
Ь-С0
i,«
а С b-C,
M
M M
Требуемую скорость прокатки устанавливают с учетом полученного диапазона скоростей.
При выборе величины коэффициентов а и b наряду с известными рекомендациями учитываются результаты экспериментальных исследований на действующих станах, а также особенности технологического процесса. При а 0,75 и b 1,25 колебания момента сил упругости в приводе разматывате- ля и моталки практически не возникают. Дальнейшее уменьшение q и увеличение b приводит к дополнительным
5
0
ограничениям диапазона рабочих скоростей. При а 0,90 и b 1,10 ампЛи- туда колебаний момента снижается на 40-70%, что является достаточно хорошим результатом и в то же время на скорость прокатки накладываются существенно меньшие ограничения, чем при а 0,75 и b 1,25. Устад новлено, что наиболее целесообразно применять величины а 0,8-0,85 и b 1,15-1,20.
Фактически предлагаемый способ прокатки предусматривает определение двух диапазонов скорости прокатки, в которых имеют место резонансные режимы в приводных линиях разматывателя и моталки, и последующий выбор скорости прокатки, лежащей вне этих диапазонов, т.е. способ предусматривает исключение из всего диапазона возможных скоростей более узкого диапазона, при котором в стане появляются колебательные процессы.
5 Благодаря этому достигаются стабилизация процесса прокатки и улучшение качества полосы за счет отсутствия крутильных колебаний натяжения в полосе.
0 Предлагаемый способ применяют с учетом известного способа прокатки на 2-клетевом прокатно-дрессировоч- ном стане 1400. Максимальная скорость прокатки 40 м/с. Параметры прокатки и полосы: ширина полосы В 1250 мм, исходная толщина ,2 мм, конечная ,18 мм, наружный диаметр рулона на разматывателе мм., внутренний диаметр рулона (диаметр
0 барабана) мм, рабочая скорость прокатки данной полосы 30 м/с.
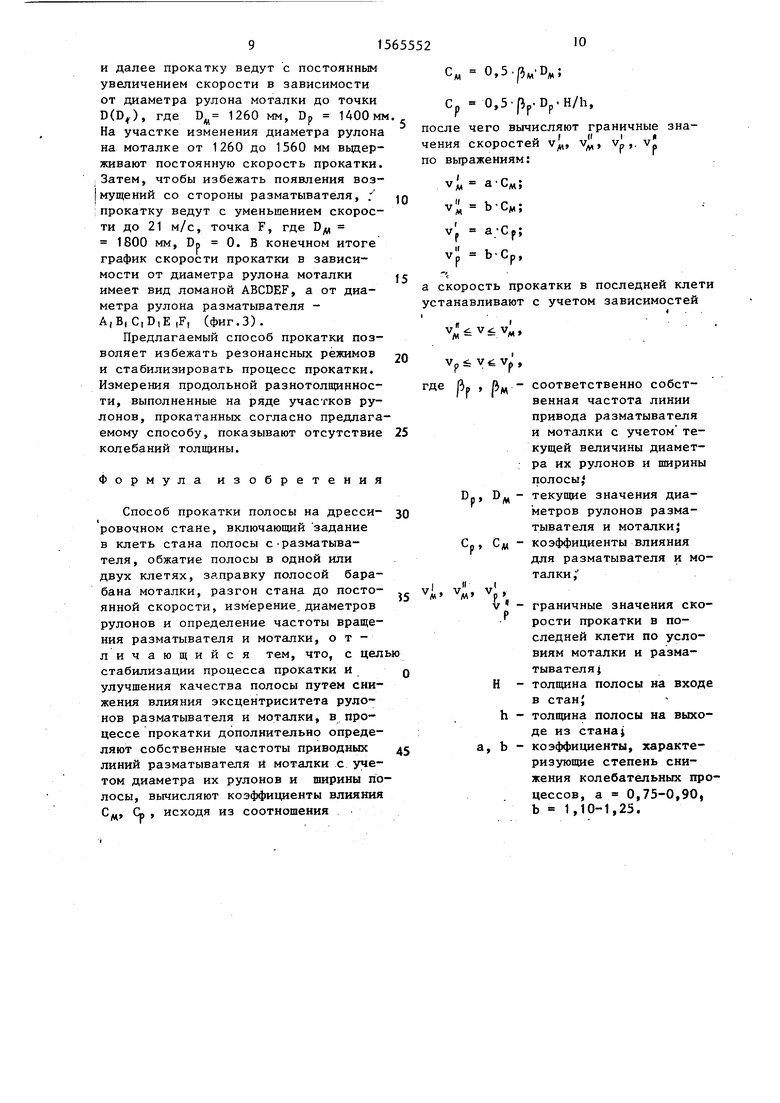
Согласно известному способу передний участок полосы с разматывателя задают в стан и производят об5 жатие в двух клетях на заправочной скорости 0,5 м/с. Затем заправляют полосой барабан моталки и осуществляют разгон стана до рабочей ско-. рости 30 м/с. При достижении диа0 метра на барабане моталки 600 мм (фиг.1, точка А на кривых 1 и 2), наступает совпадение частоты вращения барабана моталки с частотой собственных колебаний линии привода
5 моталки. При данной скорости резонансный режим от точки А до точки В длится в течение 40 с (от точки С до точки D, фиг.1). В дальнейшем процессе прокатки диаметр рулона
5
разматывателя уменьшается и становится равным 700-600 мм. При скорости 30 м/с частота вращения рулона разматывателя также в течение 40 с совпадает с частотой собственных колебаний линии привода разматывателя. В результате этого существенные колебания появляются теперь в линии привода разматывателя. Как следствие, появляются колебания натяжения в полосе между разма- тывателем и первой клетью. При известном способе прокатки наиболее опасный режим наступает, когда имеет место одновременное возмущающее действие со стороны разматывателя и моталки. Такой режим (фиг. 2) проявляется при прокатке рулонов с начальным наружным диаметром 1100- 1200 мм при скорости 25-35 м/с. Для рассматриваемого примера в известном способе при прокатке со скоростью 30 м/с и при изменении диаметра рулона на моталке в пределах 600-900 мм согласно измерениям колебания натяжения в полосе между второй клетью и моталкой достигали 3-10 кН при номинальном натяжении 25 кН„ Измеренные колебания толщины полосы на этом участке составили 0,003-0,005 мм. Выдержать длительный режим прокатки со скоростью 30 м/с при изменении диаметра рулона моталки от 600 до 900 мм по известному способу не удается, поскольку начинается существенная вибрация оборудования стана.
Таким образом, при известном способе прокатки и оборудовании стана появляются существенные колебания от возмущений, действующих со стороны моталки и разматывателя. При этом частоты колебаний составляют 10 - 15 Гц и существующими системами регулирования указанные врзмущения не отрабатываются.
Согласно предлагаемому способу дополнительно в процессе прокатки вычисляют собственные частоты (фактически определяют зависимость Л(D), т.е. кривую 1 на фиг.1) линии привода разматывателя и моталки с учетом диаметра их рулонов и ширины полосы.
На данном стане линии привода разматывателя и моталки выполнены одинаковыми. Поэтому кривая 1 изменения собственных частот (фиг.1) является для них общей. Разница состоит в том
5
0
5
0
5
0
5
что для разматывателя собственная частота начинает изменяться от точки R (диаметр рулона максимальный) к точке М (отсутствие рулона на барабане, т.е. конец прокатки), а для моталки - в противоположную сторону - от точки М к точке R.
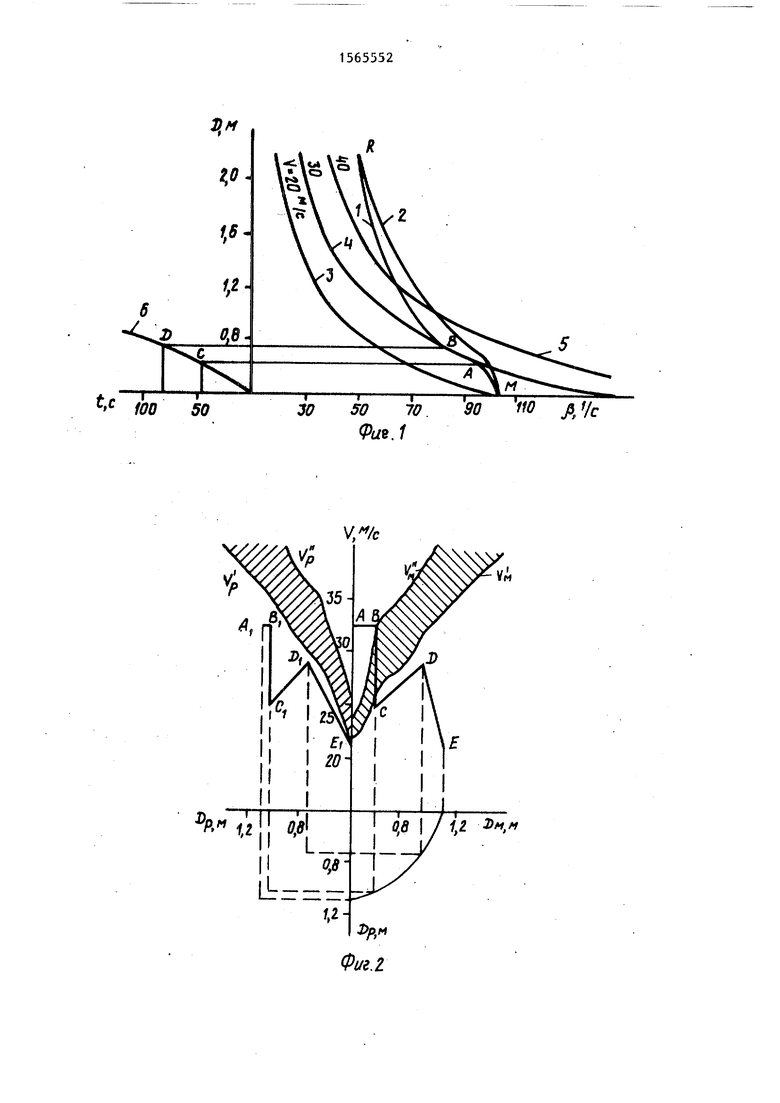
С учетом зависимости A (D) (кривая 1 на фиг.1) вычисляют значения скоростей vЈ, vj и v, vj. Графические зависимости для граничных скоростей для рассматриваемого примера приведены на фиг.2 и 3. Скорость прокатки выбирают исходя из указанных значений скоростей. Графическая интерпретация предлагаемого способа состоит в выборе скорости прокатки, лежащей вне заштрихованных областей на фиг.2 и 3, с учетом диаметров рулона на моталке DM и на разматывателе Dp. Расчеты выполняют для значений а 0,90, Ъ 1,10.
I
В данном примере на основании графиков фиг.2 и 3 выбор скорости прокатки производят следующим образом с учетом начального диаметра рулона.
Диаметр рулона наименьший Dc 1100 мм. После заправки полосой моталки стан разгоняют до скорости 32 м/с и ведут прокатку до тех пор, пока диаметр рулона моталки не становится равным D 600 мм (от точки А до точки В на фиг.2). Затем скорость понижают до 25 м/с (точка С, D 600 мм, Dp 1020 мм) и ведут прокатку с увеличением скорости до 29 м/с и до значения DM 940.мм, D. 7AO мм (точка D). После этого прокатку ведут с понижением скорости до 21 м/с (участок DE). Из данного примера видно, что продолжение прокатки на скорости 32 м/с (т.е., переход за точки В и В, на фиг. 2) привело бы к указанному случаю одновременного появления возмущений со стороны моталки и разматывателя. Характер изменения диаметра рулона разматывателя Dр от скорости отражает ломаная А,В| C(D,E.
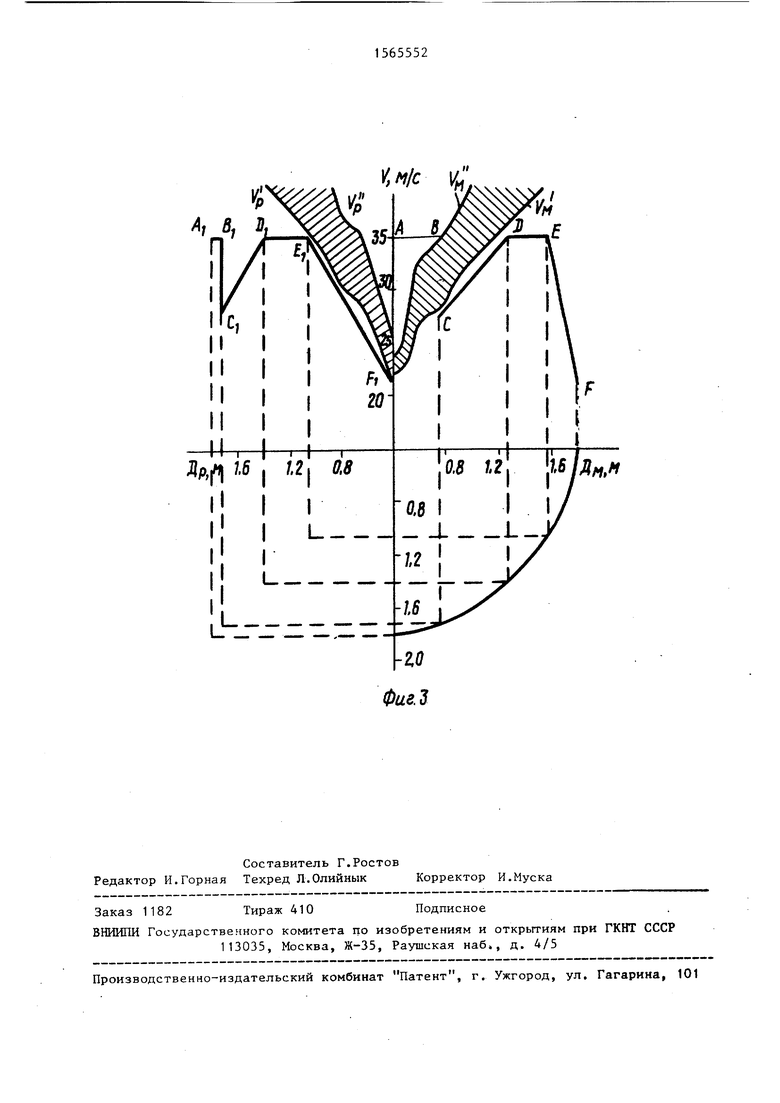
Диаметр рулона D0 1800 мм. В данном случае после разгона стана (точка А на фиг.З) до 35 м/с прокатку ведут аналогично предыдущему примеру на постоянной скорости до точки В (DM 750 мм, Dp 1700 мм). Затем производят торможение стана до скорости 27 м/с (точка С или С),
и далее прокатку ведут с постоянным увеличением скорости в зависимости от диаметра рулона моталки до точки D(D,), где Dw 1260 мм, Dp 1400мм На участке изменения диаметра рулона на моталке от 1260 до 1560 мм вьщер- живают постоянную скорость прокатки. Затем, чтобы избежать появления воз- мущений со стороны разматывателя, / прокатку ведут с уменьшением скорости до 21 м/с, точка F, где D 1800 мм, Dp 0. В конечном итоге график скорости прокатки в зависимости от диаметра рулона моталки имеет вид ломаной ABCDEF, а от диаметра рулона разматывателя - А,В, C,D,E ,F, (фиг.З) .
Предлагаемый способ прокатки позволяет избежать резонансных режимов и стабилизировать процесс прокатки. Измерения продольной разнотолщиннос- ти, выполненные на ряде участков рулонов, прокатанных согласно предлагаемому способу, показывают отсутствие колебаний толщины.
Формула изобретения
Способ прокатки полосы на дресси- ровочном стане, включающий задание в клеть стана полосы с-разматывателя, обжатие полосы в одной или двух клетях, заправку полосой барабана моталки, разгон стана до посто- янной скорости, измерение, диаметров рулонов и определение частоты вращения разматывателя и моталки, отличающийся тем, что, с цел стабилизации процесса прокатки и улучшения качества полосы путем снижения влияния эксцентриситета рулонов разматывателя и моталки, в процессе прокатки дополнительно определяют собственные частоты приводных линий разматывателя и моталки с учетом диаметра их рулонов и ширины полосы, вычисляют коэффициенты влияния См, С, , исходя из соотношения
См - 0,5.pM-DM;
Ср 0,.H/h,
после чего вычисляют граничные чения скоростей vj,, v, Vp,. v
по выражениям: vi, - a-CM; vi b-CM;
г
м
vf а;Ср; v p b-Cp,
а скорость прокатки в последней клети устанавливают с учетом зависимостей
,
Vp V t Vp ,
де В, , АМ - соответственно собственная частота линии привода разматывателя и моталки с учетом текущей величины диаметра их рулонов и ширины полосы
D-, DM - текущие значения диаметров рулонов раэма- тывателя и моталки;
Ср CM коэффициенты влияния
для разматывателя и моталки ;
i vl VJ .
v - граничные значения скорости прокатки в последней клети по условиям моталки и разматывателя { Н - толщина полосы на входе
в стан{
h - толщина полосы на выходе из стана)
а, Ъ - коэффициенты, характеризующие степень снижения колебательных процессов, а 0,75-0,90, Ъ 1,10-1,25.
с fOO 50
30 50 7ff. 90 1W j3//f Фие.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Дрессировочный стан | 1989 |
|
SU1616727A1 |
| Стан холодной прокатки | 1986 |
|
SU1398936A1 |
| Способ автоматического замедленияпРОКАТНыХ CTAHOB | 1977 |
|
SU795596A1 |
| Прокатная клеть | 1986 |
|
SU1404127A1 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| Способ настройки системы автоматического регулирования толщины прокатываемой полосы | 1991 |
|
SU1787610A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Способ намотки полосы выходящей из прокатного стана на барабан моталки | 1977 |
|
SU732046A1 |
Изобретение относится к прокатному производству и может быть использовано при холодной прокатке полос на непрерывных листовых станах, преимущественно прокатно-дрессировочных. Цель изобретения - стабилизация процесса прокатки и улучшение качества полосы путем снижения влияния эксцентриситета рулонов разматывателя и моталки. Предлагаемый способ предусматривает определение двух диапазонов скоростей прокатки. В этих диапазонах имеют место резонансные режимы в приводах разматывателя и моталки. Определив эти диапазоны, выбирают скорость прокатки вне этих диапазонов. Таким образом, при предлагаемом способе предусматривается исключение из всех возможных скоростей прокатки узкого диапазона скоростей, при котором в стане появляются колебательные процессы. Этим достигается стабилизация процесса прокатки и улучшение качества полосы из-за отсутствия крутильных колебаний и колебаний натяжения в полосе. 3 ил.
V,/c
M Ц jj
1,2 $,
-2,0
Фие.З
| Бычков В.П | |||
| Электропривод и автоматизация металлургического производства | |||
| - М.: Высшая школа, 1977, с | |||
| Ситценабивная машина | 1922 |
|
SU391A1 |
| Филатов А.С | |||
| Электропривод .и автоматизация реверсивных станов холодной прокатки | |||
| - М.: Металлургия, 1973, с | |||
| Газогенератор для дров, торфа и кизяка | 1921 |
|
SU376A1 |
