«1
Изобретение относится к обработке металлов давлением, а именно к конструкциям uiTaMnoB для закрытой объемной штамповки в изометрических условиях, например компрессорных ло- паток.
Целью изобретения является расширение .технологических возможностей штампа и повьш1ение его стойкости.
На чертеже представлен штамп, об- щий вид.
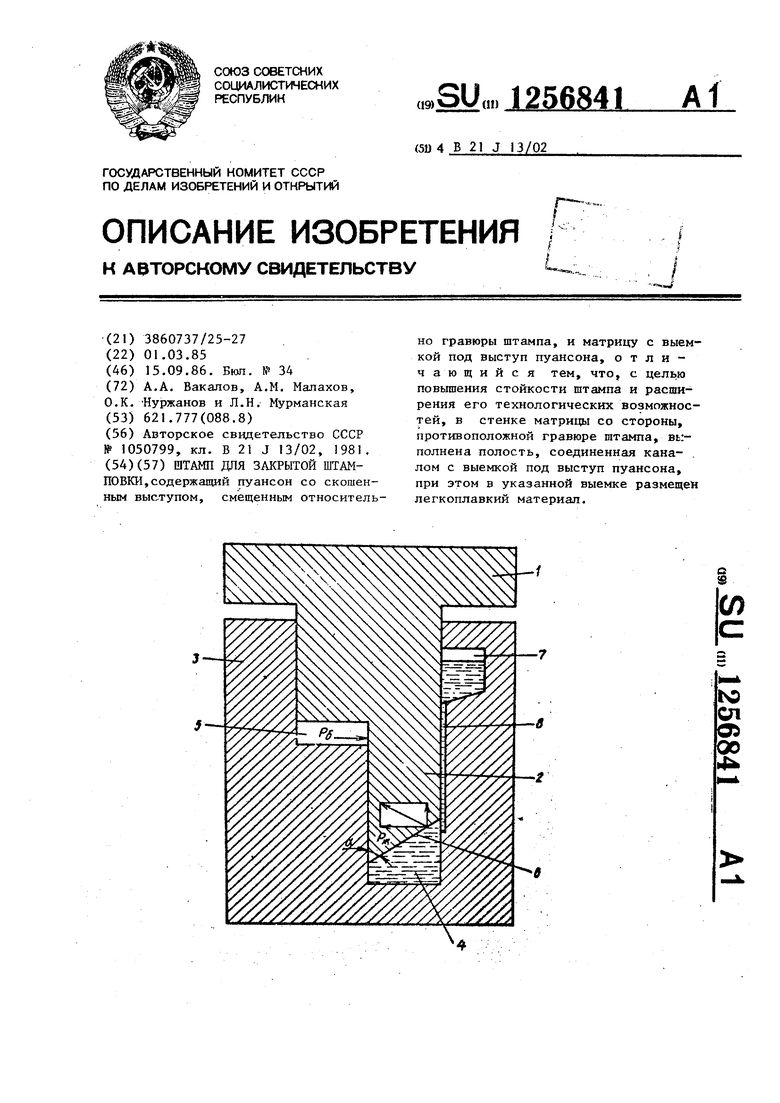
Штамп для закрытой изотермической штамповки состоит из пуансона 1 с выступом 2, смещенным относительно гравюры, и матрицы 3 с выемкой 4 под вы ступ 2. Пуансон и матрица образуют ручей 5. На выступе 2 вьтолнен скос 6 а в матрице (ее боковой стенке) выполнена дополнительная выемка 7, соединенная с основной выемкой 4 кана- лами 8. Выемка 4 заполнена материалом, температура плавления которого ниже температуры нагрева штампа.
Штамп для закрытой изотермической штамповки работает следующим образом
При опускании пуансона 1 выступ 2 входит в выемку 4, образует закрытую полость и скосом 6 воздействует на расплавленный материал. По мере перемещения выступа закрытая полость полностью заполняется расплавленным материалом, а затем происходи т его вьщавливание через каналы 8 в дополнительную выемку 7. Перетекание осуществляется при определенном давлении в закрытой полости выемки 4. Давление передается на скос 6 выступа 2 и прижимает пуансон к боковым стенкам матрйцн.
Усилие прижима (Р. должно уравно вешивать силу (Р(у) бокового Давления от воздействия деформируемого металла на боковые стенки закрытого ручья 5, т. е .
Р Р ApS COSoi,
где ftp - перепад давления расплавленного материала в основной и дополнительной выемках (поскольку давление в дополнительной выемке равно 1 атм, то принимают, что ДР равно давлению расплавленного материала в основной выемке);
ВНИИПИ Заказ 4861/7
45
50
55
После создания давления той полости выемки 4 произв формирование заготовки в ру торое сопровождается перете расплавленного материала из ,в дополнительную выемку. Эт чивает плотный прижим боков матрицы и пуансона на прот всего цикла штамповки.
После окончания штамповк пуансона прекращается, давл крытой полости выемки пониж ансон возвращается в исходн нее положение, расплавленны ал перетекает из дополнител емки в основную, деформиров готовка удаляется из ручья цикл повторяется.
.Тираж 655 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
S - площадь контакта скоса выступа с расплавленным материалом;
сА - угол наклона скоса к выступу пуансона.
По известной зависимости для определенной скорости движения пуансона находят величину поперечного сечения каналов, обеспечивающих необходимое давление (др) в закрытой полости основной выемки 2&2
Q f.
fll - ( Q v-S| sino - масса перетекаeMorq материала из основной выемки в дополнительную;
V - скорость движения выступа пуансона;
f - площадь сечения каналов, соединяющих выемку;
f4 - коэффициент расхода жидкости, определяемый эксперименталь- но; др - давление в закрытой полости
основной выемки;
р - плотность расплавленного ма- териала;
л 1
d J -- - приведенньм диаметр каналов, соединяющих вы- емки;
D
IT
приведенньм диаметр торца вы-, ступа.
После создания давления в закрытой полости выемки 4 производят деформирование заготовки в ручье 5, которое сопровождается перетеканием расплавленного материала из основной ,в дополнительную выемку. Это обеспечивает плотный прижим боковых стенок матрицы и пуансона на протяжении всего цикла штамповки.
После окончания штамповки движение пуансона прекращается, давление в закрытой полости выемки понижается, пуансон возвращается в исходное верхнее положение, расплавленный материал перетекает из дополнительной выемки в основную, деформированная заготовка удаляется из ручья штампа и цикл повторяется.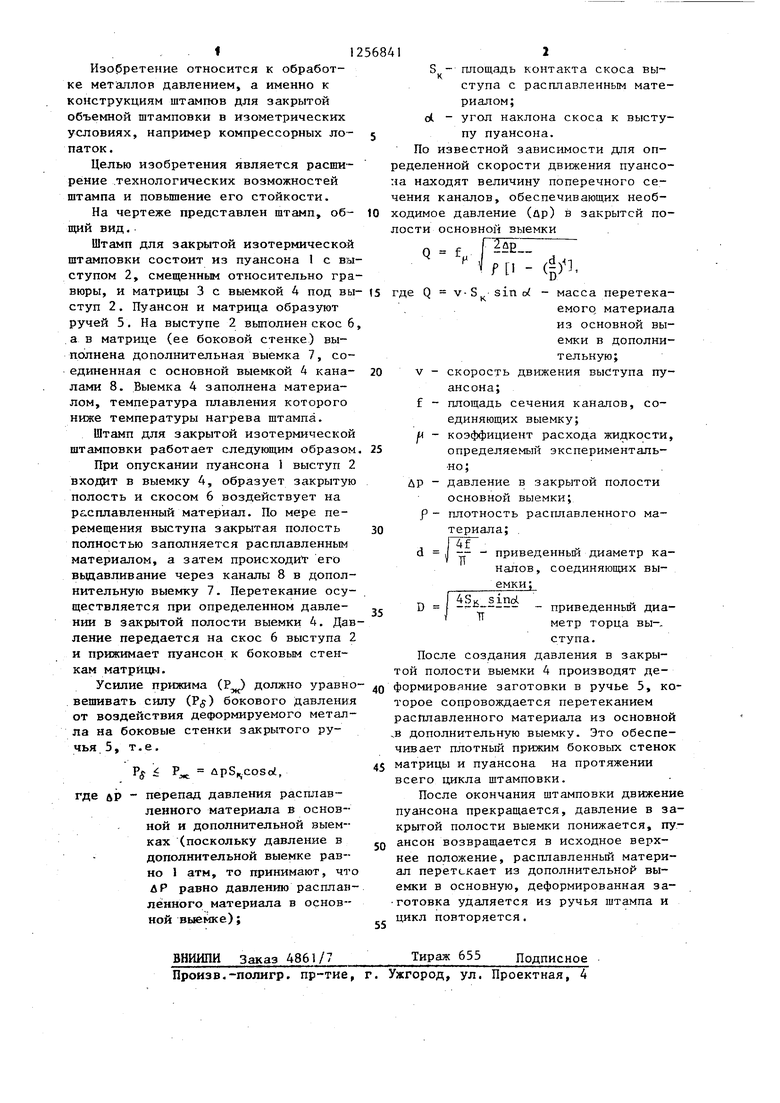
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки | 1984 |
|
SU1256825A1 |
| Штамп для закрытой объемной штамповки | 1985 |
|
SU1268272A1 |
| Закрытый штамп для объемной штамповки | 1981 |
|
SU942856A1 |
| Штамп для объемной штамповки | 1973 |
|
SU719778A1 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Закрытый штамп | 1979 |
|
SU871983A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1338951A2 |
| Штамп для объемной штамповки | 1988 |
|
SU1625578A1 |
| Штамп для закрытой объемной штамповки | 1982 |
|
SU1050799A1 |
