держит стационарную клеть 1 с валками 2, привод 3 вращения валков, каретку 4 оправочного стержня 5, установленный стационарно механизм 6 ее возвратно-поступательного перемещения, патрон 7 заготовки, механизм 8 его возвратно-поступательного перемещения с подвижно установленным редуктором 9,- кинематически связанное с валом редуктора неравномерно вращающееся промежуточное звено 10 и винтовой механизм подачи с гайкой 11, вмонтированной в подвижный корпус редуктора, и со стационарно установленным винтом 12, имеющим механизм прерывистого поворота. Механизм прерывистого поворота винта выполнен в виде рейки 13, закрепленной на каретке стержня, и взаимодействующего
I
Изобретение относится к трубопрокатному производству и может быть использовано при прокатке труб переменного поперечного и продольного сечений.
Целью изобретения является расширение технологических возможностей стана за счет использования увеличенного рабочего угла валков и уменьшения подвижных и маховых масс, повышение надежности работы.
На фиг. Г приведена схема стана в плане; на фиг. 2 - схема соединения гайки пары подачи с редуктором в случае расположения винта по оси прокатки.
Стан .пилигримовой прокатки содержит стационарную клеть 1 с валками 2, привод 3 вращения валков, каретку 4 оправочного стержня 5 и установленный стационарно механизм 6 ее возвратно-поступательного перемещения, патрон 7 заготовки, механизм 8 его возвратно-поступательного перемещения .с подвижно установленным редуктором 9, кинематически связанное с валом редуктора неравномерно-вращающееся промежуточное звено IО и винтовой механизм подачи с гайкой 11, вмонтированной в подвижный корпус редуктора, и со стационарно установс ней зубчатым венцом обода 14 механизма 15 свободного хода, установленного стационарно, вариатора 16, кулачковой муфты 17 сцепления и шестерен 18, 19 и 20. На противоположной стороне каретки установлен второй механизм 21 свободного хода 21, кинематически связанный с оправоч- ным стержнем и взаимодействующий зубчатым венцом обода 22 с второй рейкой 23, установленной стационарно. Для перезарядки стана он снабжен приводом 24 ускоренного отвода редуктора с патроном заготовки и механизмом его перемещения, клиноремен- ной передачей 25 и управляемой пнев- моцилиндром фрикционной муфтой 26 сцепления, смонтированной на валу кулачковой муфты, 1 з.п. ф-лы, 2 kit.
ленным винтом 12, имеющим механизм прерывистого поворота, выполненный в виде рейки 13, закрепленной на каретке стержня и взаимодействующего
с ней зубчатым венцом обода 14 механизма 15 свободного хода, установленного стационарно, вариатора 16, ку- лачковой муфты 17 сцепления и шестерен 18, 19 и 20.
На противоположной стороне каретки установлен второй механизм 21 свободного хода, кинематически связанный с оправочным стержнем и взаимодействующий зубчатым венцом обода 22 с второй рейкой 23, установленной стационарно.
Для перезарядки стана новой заготовкой он снабжен приводом 24 ускоренного отвода редуктора с патро
ном заготовки и механизмом его перемещения, клиноременной передачей 25 и управляемой пневмоцилиндром фрикционной муфтой 26 сцепления, смонти-. рованной на валу кулачковой муфты.
Каждая ветвь сдвоенного механизма возвратно-поступательного перемещения каретки вьшолнена в виде соединенньк общим кривошипом двухкривошипного ,- и кривошипно-ползунного механизмов.
Механизм возвратно-поступательного перемещения патрона заготовки выполсоюз СОВЕТСНИХ
СОЦИАЛИСТИЧЕСНИХ
РЕСПУБЛИК
(19)
SU.,., 1256841 Af
(5D4 В 21 J 13/02
ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АЭТОРСКОМУ СВИДЕТЕЛЬСТВУ
(21)3860737/25-27
(22)01.03.85
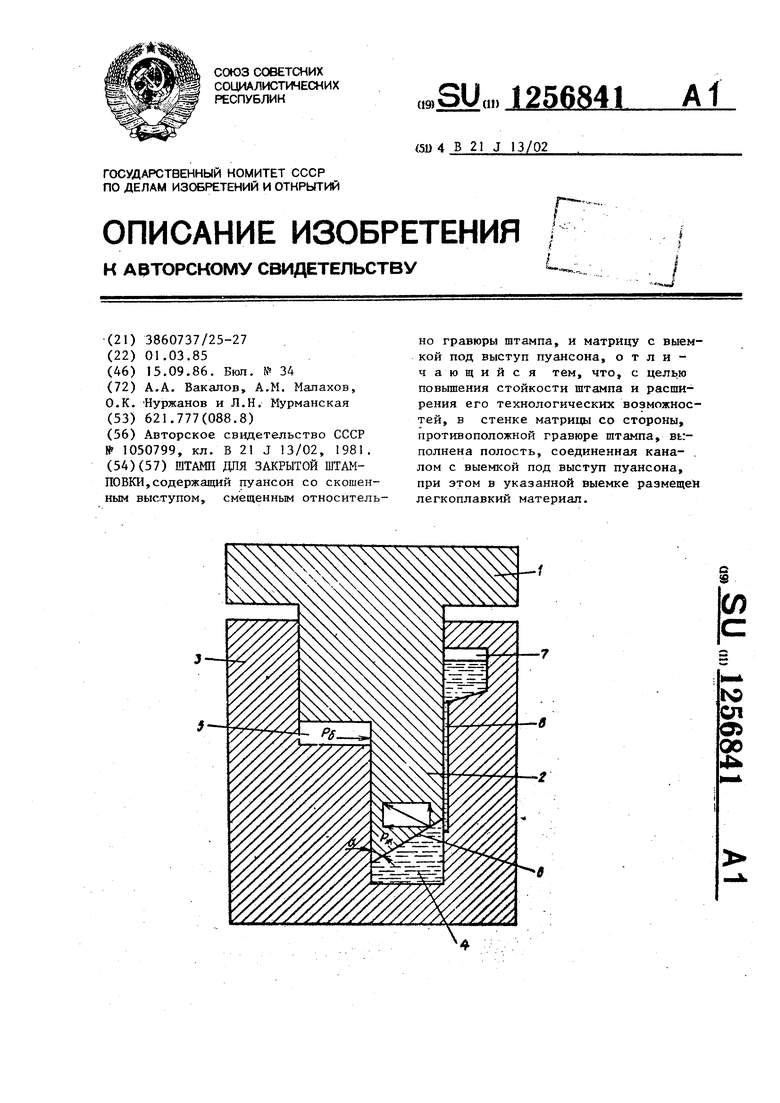
(46) 15.09.86. Бюл. № 34 (72) А.А. Вакалов, A.M. Малахов, O.K. Нуржанов и Л.Н. Мурманская (53) 621.777(088.8) (56) Авторское свидетельство СССР № 1050799, кл. В 21 J 13/02, 1981. (54)(57) ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ, содержащий пуансон со скошенным выступом, смещенным относитель-™
но гравюры штампа, и матрицу с выемкой под выступ пуансона, отличающийся тем, что, с целью повьшения стойкости штампа и расширения его технологических возможностей, в стенке матрицы со стороны, противоположной гравюре штампа, вь:- полнена полость, соединенная каналом с выемкой под выступ пуансона, при этом в указанной выемке размещен легкоплавкий материал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой штамповки | 1985 |
|
SU1256841A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Стан пилигримовой прокатки | 1980 |
|
SU969341A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан холодной пилигримовой прокатки труб | 1988 |
|
SU1547893A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для закрытой объемной штамповки | 1981 |
|
SU967652A1 |
Изобретение относится к трубопрокатному производству и может быть использовано при прокатке труб переменных поперечного и продольного сечений. Целью изобретения является расширение технологических возможностей стана за счет использования увеличенного рабочего угла и уменьшения подвижных и маховых масс, а также повышение надежности его работы. Стан пилигримовой прокатки со(Л
(Л
к
СП
а
00 4ib
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для закрытой объемной штамповки в изометрических условиях, например компрессорных ло- патOK.
Целью изобретения является расширение .технологических возможностей штампа и повьш1ение его стойкости.
На чертеже представлен штамп, об- щий вид..
Штамп для закрытой изотермической штамповки состоит из пуансона 1 с выступом 2, смещенным относительно гравюры, и матрицы 3 с выемкой 4 под вы ступ 2. Пуансон и матрица образуют ручей 5. На выступе 2 вьтолнен скос 6 а в матрице (ее боковой стенке) вы- пЬлнена дополнительная выемка 7, соединенная с основной выемкой 4 кана- лами 8. Выемка 4 заполнена материалом, температура гшавления которого ниже температуры нагрева штампа,
Штамп для закрытой изотермической штамповки работает следующим образом
При опускании пуансона 1 выступ 2 входит в выемку 4, образует закрытую полость и скосом 6 воздействует на расплавленный материал. По мере перемещения выступа закрытая полость полностью заполняется расплавленным материалом, а затем происходи г его вьщавливание через каналы 8 в дополнительную выемку 7. Перетекание осуществляется при определенном давле- НИИ в закрытой полости выемки 4. Давление передается на скос 6 выступа 2 и прижимает пуансон к боковым стенкам матрицы.
Усилие прижима (Р должно уравно вещивать силу (Р) бокового Давления от воздействия деформируемого металла на боковые стенки закрытого ручья 5, т. е.
PS Р ApS cosoi,
где ар - перепад давления расплавленного материала в основной и дополнительной выемках (поскольку давление в дополнительной выемке равно 1 атм, то принимают, что ЛР равно давлению расплавленного материала в основной выемке);
ВНИИПИ Заказ 4861/7
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
S - площадь контакта скоса выступа с расплавленным материалом;
Ы - угол наклона скоса к выступу пуансона.
По известной зависимости для определенной скорости движения пуансона находят величину поперечного сечения каналов, обеспечивающих необходимое давление (flp) в закрытой полости основной выемки
Q f.
2д2
Ml (|Я.
где Q v-S| sino - масса перетекаемого, материала из основной выемки в дополнительную;
V - скорость движения выступа пуансона;
f - площадь сечения каналов, соединяющих выемку;
- коэффициент расхода жидкости, определяемьй экспериментально ; др - давление в закрытой полости
основной выемки;
р - плотность расплавленного материала; W
d j -- - приведеиньй диаметр каналов, соединяющих вы- емки;
I 45к sinol.
D I - приведенньи диаметр торца вы-, ступа.
После создания давления в закрытой полости выемки 4 производят де- формировяние заготовки в ручье 5, которое сопровождается перетеканием расплавленного материала из основной ,в дополнительную выемку. Это обеспечивает плотный прижим боковых стенок матрицы и пуансона на протяжении всего цикла штамповки.
После окончания штамповки движение пуансона прекращается, давление в закрытой полости выемки понижается, пуансон возвращается в исходное верхнее положение, расплавленный материал перетекает из дополнительной выемки в основную, деформированная за- готовка удаляется из ручья штампа и цикл повторяется.
Тираж 655
Подписное
| Стан пилигримовой прокатки | 1980 |
|
SU969341A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
