Изобретение относится к станкостроению и может быть использовано в станках для поджима обрабатываемых деталей задним центром.
Целью изобретения является повышение надежности при упрощении конструкции бабки за счет обеспечения постоянной силы подж1вда.
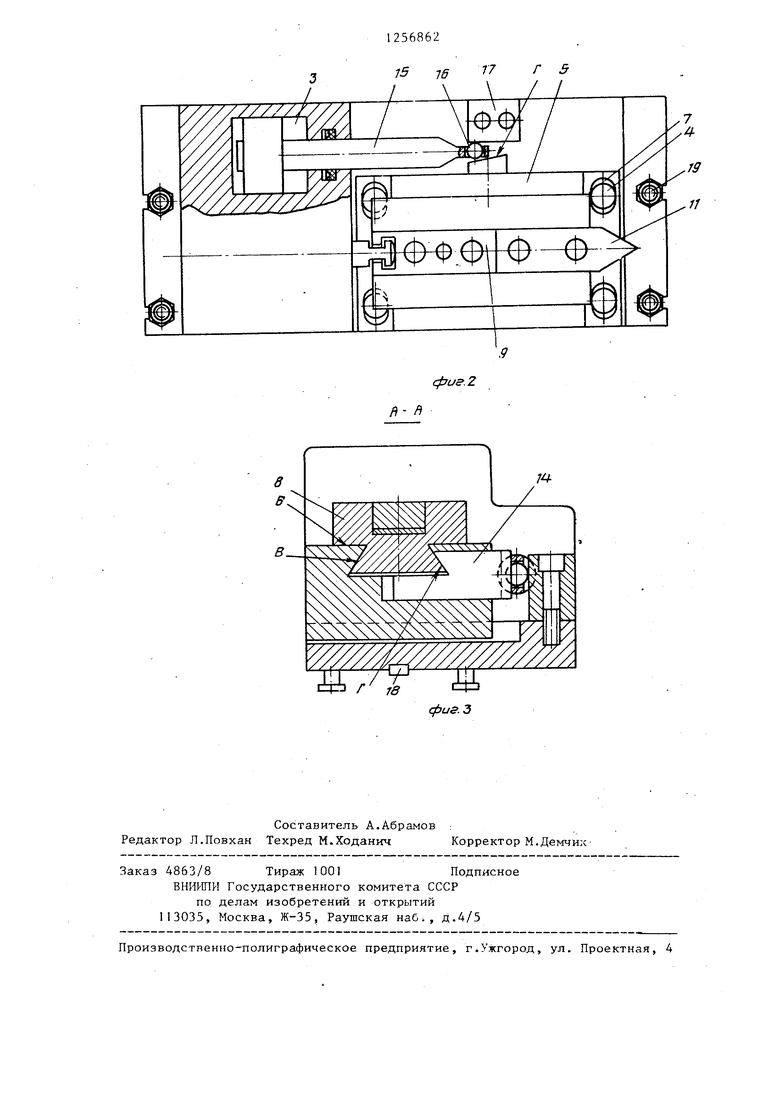
На фиг.1 представлена задняя бабка, разрез; на фиг,2 - то же, вид в плане; на фиг.З - сечение А-А на фиг..
Задняя бабка металлорежущего станка содержит корпус 1, в котором смонтированы цилиндр 2 поджима и ци- линдр 3 зажима. К корпусу 1 винтами 4 закреплено основание 5, которо шипом 6 плотно -входит в паз корпуса 1 и может перемещаться в горизонтальной плоскости в направлении оси гаипа 6 за счет пазов 7 в основании 5. Основание 5 имеет направляящие типа ласточкин хвост, по которым перемещается ползушка 8, связанная планкой 9 со, штоком 10 цилиндра 2 поджима. Центр 11 прямоугольного сечения с компенсатором 12 закреплен в пазу ползушки 8 винтами 13.
В отверстии основания 5 распо- ложен сухарь 14, имеющий возможность осевого перемещения. В отверстии штока 15 цилиндра 3 зажима вставлен шарик 16, который входит в клиновый паз, образованный сухарем 14 и упором 17, установленным на корпусе t. Корпус 1 задней бабки установлен на шпонках 18 в среднем пазу стола станка и прикреплен к нему винтами 19.
Задняя бабка металлорежущего стака работает следующим образом.
10
5
2568622
При подаче масла в порщневую полость цилиндра 2 поджима шток 10, перемещаясь вЛраьо, толкает ползуш- ку 8 с центром 11 к заготовке. При достижении заданного давления в иллиндре 2 поджима масло поступает в поршневую полость цилиндра 3 зажима. 1Чток 15, перемещаясь вправо, толкает шарик 16, который упираясь в клиновой торец Г сухаря 14 и упор 17, перемещает сухарь 14 влево. Сухарь 14 скосом упирается в пол- зущку 8.
Благодаря направляющим типа ласточкин хвост ползушка поджимается к плоскостям В и Б, чем обеспечивается надежность и стабильность зажима ползушки 8 с центром 11. Усилие поджима центра 1 к заготовке зависит только от давления в цилиндре 2 поджима, которое настраивается предварительно .
При отжиме заготовки задняя бабка металлорежущего станка работает в обратной последовательности: шток 15 цилиндра 3 зажима отходит влево, затем отходит влево и шток 10 цилиндра 2 поджима, отводя центр 11 от заготовки.
Регулировку центра 11 производят следующим образом.
Для установки центра. 11 в горизонтальной плоскости ослабляют винты 4, крепящие основание 5 к корпусу 1. Основание 5 смещается на требуемую величину в ту или другую сторону, и винты 4 затягиваются.
Для установки центра в вертикальной плоскости служит компенсатор 12. Шпонками 18 задняя бабка устанавливается в средний паз стола станка и прижимается к нему винтами 19.
Г 5
фие.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Бабка изделия | 1989 |
|
SU1646689A1 |
| ПЕРЕНОСНЫЙ ГОРИЗОНТАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК | 1970 |
|
SU268853A1 |
| Станок для обработки пазов | 1982 |
|
SU1066759A1 |
| У^'ОЗНДЯ | 1973 |
|
SU369984A1 |
| ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2494840C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ | 1992 |
|
RU2021879C1 |
| Самоцентрирующая планшайба токарно-карусельного станка | 1987 |
|
SU1565599A1 |

фиг.З
| Проспект станка мод,КР-32 фирм ХУРТ, ФРГ, 1984. |
