а о: ел
со
Изобретение относится к станкостроению и может быть использовано для автоматических станков, предназначенных для обработки пазов на наружных поверхностях, например, зтулок.
Известен станок, включающий ста вину с размещенными на ней делитель.ной бабкой со шпинделем, в отверсти которого установлен полый центрирую:щий элемент для заготовки с возможностью осевого перемещения от гидроцилиндра, расположенного на шпинделе делительной бабки со с- ороны, . противоположной креплению заготовки задней бабкой с вращающимся центроМ установленным с возможностью осевого перемещения, и гидроцилиндр зажима заготовки LI Иэ-вестный станок характеризуется невысокой точностью из-за замыкания на подшипниках шпинделя усилия зажима заготовки.
Цель изобретения - повышение точности работы станка за счет -разгрузки подт шпников шпинделя .делительной бабки от 5силия зажима заготовки .
Указанная цель достигается тем, что станок, включающий станину с размещенньми на ней делительной бабкой со шпиндегем, в отверстии которого установлен полый центрирующий элемент для- заготовки с возможность осевого перемещения от гидроцилиндра, расположенного ва шпинделе делительной бабки со стороны, противоположной креплению заготовки, задней бабкой с вращаюгцямся центром, установленнык- с возможностью осевого перемещения, и гидроцилиндр зажима заготовки, снабжен тягой и зажимными сухарями, размещенными в отверстии цептрирукгпего элемента с возможностью взаимодействия между собой, а 1идроцилиндр заготовки установлен на штоке гидроцилиндра привода центрирующего элемента, причем вращаюаи-1й.ся центр. задней бабки расположен с возможностью взаимодействия с зажимными сухарями а тяга установлена на штоке гидроциликдра зажима заготовки с возможностью поворота и жестко связана с последним в осевом направлении
Такое выполнение станка позволяе исключить влияние осевого усилия зажима заготовки на подшипники шпинделя делительной бабки, что значительно повышает точность.
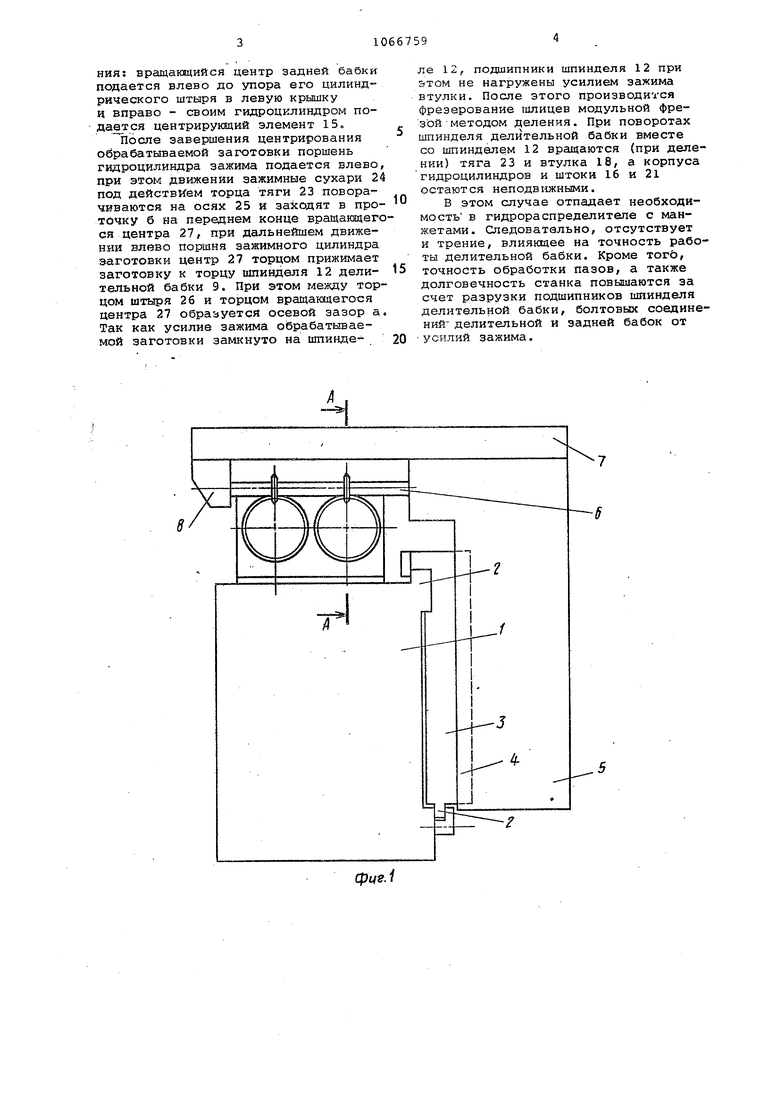
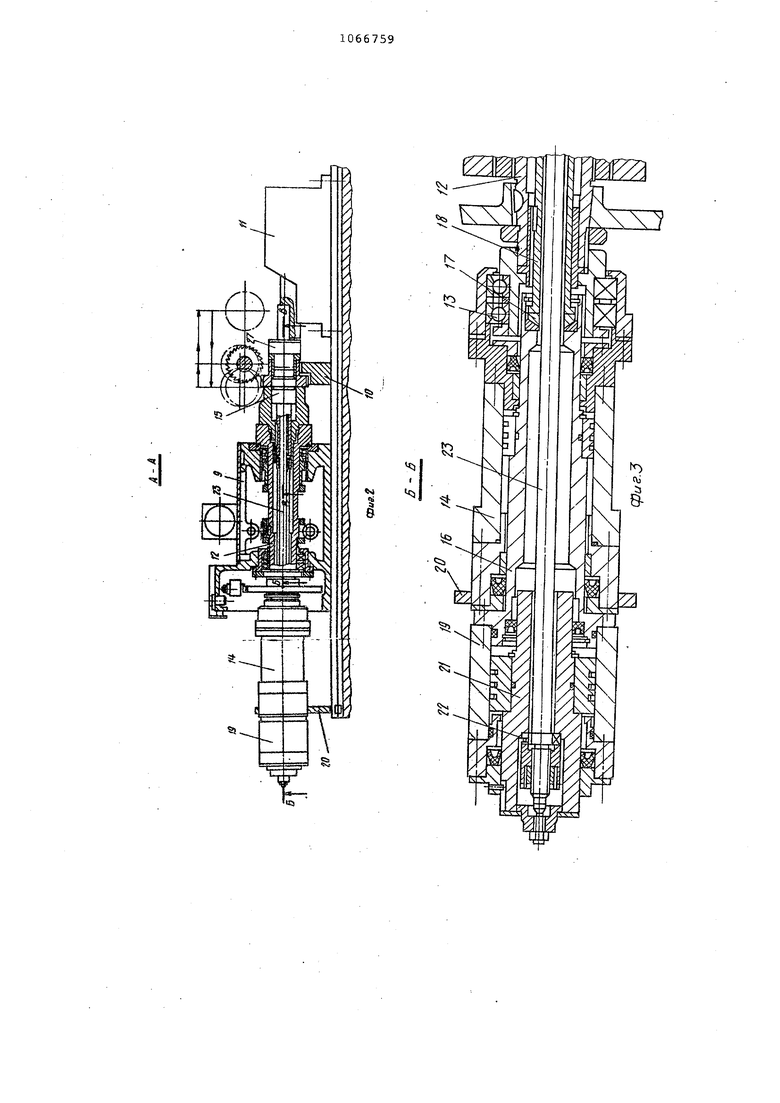
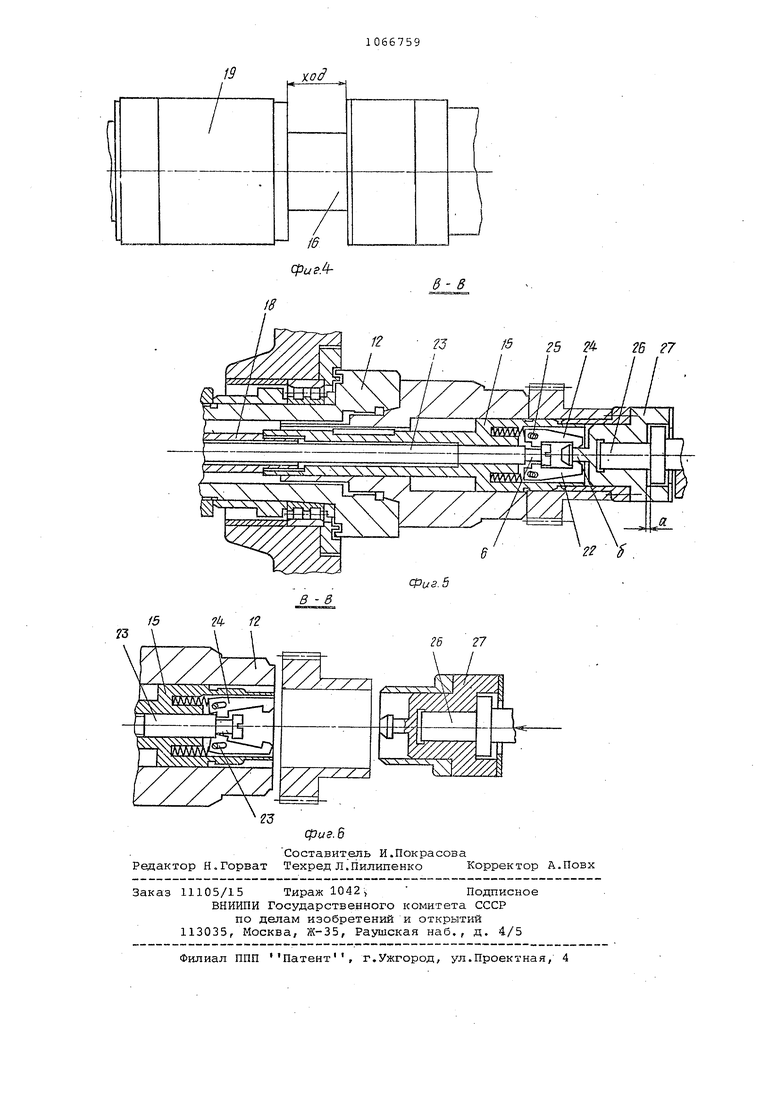
На фиг, 1 показан станок для обработки пазов, общий вид; на фнг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез на фиг, 2; на фиг. 4 - положение штока rs-одроцилиндра центриру сщего штыря перед установкой новой заготовки на фиг.. 5 разрез В-В на фиг. 2, в момент зажима заготорки; на фиг б - то же, в момент установки или смены заготовки.
Станок содержит станину 1, направляющие 2 которой слу:-Е:ат для продольных перемещений крестовых салазок 3. Вертикальные направляюдие 4 крестовых салазок служа для вертикальных перемещений шпиндельных салазок 5« В шпиндельных салазках смотирована оправка 6 с инструментами, например фрезами На шпиндельных салазках установлен также хобот 7 с контр-опорой 8 для оправки 6. На верхней плоскости станины 1 sCTaHOBлена делительная бабка 9, приемная призма 10 и задняя бабка 11. На заднем конце шпинделя 12 делительной бабки устг1новлен на подшипниках 13 корпус 14 гидроцилиндра привода цен рирующего элемента 15. Шток 16 этог гидроцилиндра через упорный подшипник 17 и втулку 18 соединен с центрируввдим элементом 15. На штоке 16 закреплен корпус 19 гидроцилиндра зажиь а заготовки.
Второй опорой (кроме подшипников 13) гидроцилиндров центрирующего штыря и заготовки является стойка 20, закрепленная на станине 1, в которой по скользящей пос.здке установлен корпус 14 гидроцилиндра привода центрирукщего элемента 15. В штоке 21 п-шроцилиндра зажима заготовки на подшипнике 22 установлена тяга 23.
Зажимные сухари 24 установлены своими продолbHbUviH пазами на осях 25 в отверстии центрирующего элемента 15.
На задней бабке 11 установлен цилиндриче ский штырь 26 на котором с HeKOTopbiivi зазором а в осевом направлении установлен вращающийся .центр 27.
Зажимные сухари 24 своими переднми уступами находятся в проточке б вращающегося центра 27 задней бабки а задними уступами находятся в проточке в тяги 23
Станок работает следующи-з образом.
В иcxoднo s положении (перед за- . грузкой заготовки) вращан; дийСЯ . центр 27 отведан вправо, в крайнее левое положение отведены ш-ток 16 гидроцилиндра привода центриругадего элемента 15, а шток 21 гидроцилиндра зажима заготовки при этом отведiэн в крайнее правое пгпожение, а зажимные сухари 24 торцов тяги 23 . разведены.
После установки портальным манипулятором (не показано) заготовки на призму чуть ниже линии цештров происходит одноврег-зенно два движения; вращающийся центр задней бабки подается влево до упора его цилиндрического штыря в левую крынку И вправо - своим гидроцилиндром подается центрируквдий элемент 15. После завершения центрирования обрабатываемой заготовки поршень гидроцилиндра зажима подается влево при этом движении зажимные сухари 24 под действием торца тяги 23 поворачиваются на осях 25 и заходят в проточку б на переднем конце вращакхцего ся центра 27, при дальнейшем движении влево поршня зажимного цилиндра заготовки центр 27 торцом прижимает заготовку к торцу шпинделя 12 делительной бабки 9. При этом между тор цом штыря 26 и торцом вращакадегося центра 27 образуется осевой зазор а Так как усилие зажима обрабатываемой заготовки замкнуто на шпинделе 12, подшипники шпинделя 12 при этом не нагружены усилием зажима втулки. После этого производится фрезерование шлицев модульной фрезОй методом деления. При поворотах шпинделя делительной бабки вместе со шпинделем 12 вращаются (при делении) тяга 23 и втулка 18, а корпуса гидродилиндров и штоки 16 и 21 остаются неподвижными. В этом случае отпадает необходимость в гидрораспределителе с манжетами. Следовательно, отсутствует и трение, влияющее на точность работы делительной бабки. Кроме того, точность обработки пазов, а также долговечность станка повышаются за счет разрузки подшипников шпинделя делительной бабки, болтовых соединений- делительной и задней бабок от усилий зажима.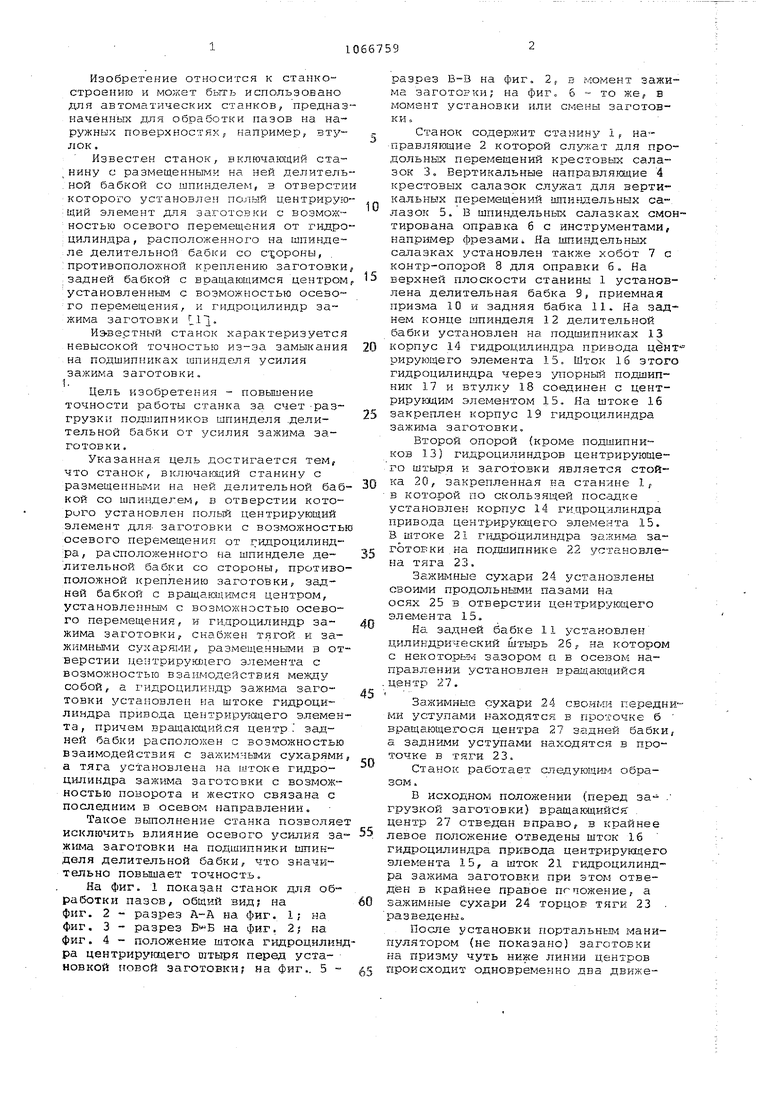
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки нежестких деталей | 1983 |
|
SU1110546A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Токарный многошпиндельный станок | 1986 |
|
SU1351715A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Многооперационный станок | 1983 |
|
SU1117181A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ, включающий станину с размещенными на ней делительной бабкой со шпинделем, в отверстии которого установлен полый центрирующий элемент для заготовки с возможностью осевого перемещения от гидроцилиндра, расположенного на шпинделе делительной бабки со стороны, противоположной креплению заготовки, задней бабкой , с вращающимся центром, установленным с возможностью осевого перемещения, и гидроцилиндр зажима заготовки, отличающийся тем, что, с целью повышения точности обработки за счет разгрузки подшипников шпинделя делительной бабки от усилия зажима заготовки, станок снабжен тягой и зажимными сухарями, размещенными в отверстии центрирующего элемента с возможностью вэаимодействия между собой, а гидроцилиндр зажима заготовки установлен на што- . ке гидроцилиндра привода центрирующего элемента, причем вращающийся д центр задней бабки расположен с воз-5Э можностью взаимодействия с зажимными (Л сухарями, а тяга установлена на штоке гидроцилиндра зажима заготовки с возможностью поворота и жестко свя- . зана с последним в осевом направлении ,
ШрТ-т-ч
SX5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог фирмы Cart Hurth, ФР-Г, на станок модели KF32, 1979 (прототип). | |||
