Изобретение относится к металлообработке и может быть использовано при протягивании круглых отверстий.
Цель изобретения - расширение технологических возможностей за сче обработки отверстий, длина которых соизмерима с шагом кольценых зубьев или превышает последний менее, чем в 2-3 раза, и повышение технологичности протяжки за счет исключения индивидуальной настройки круга на каждый кольцевой зуб при заточке передних поверхностей.
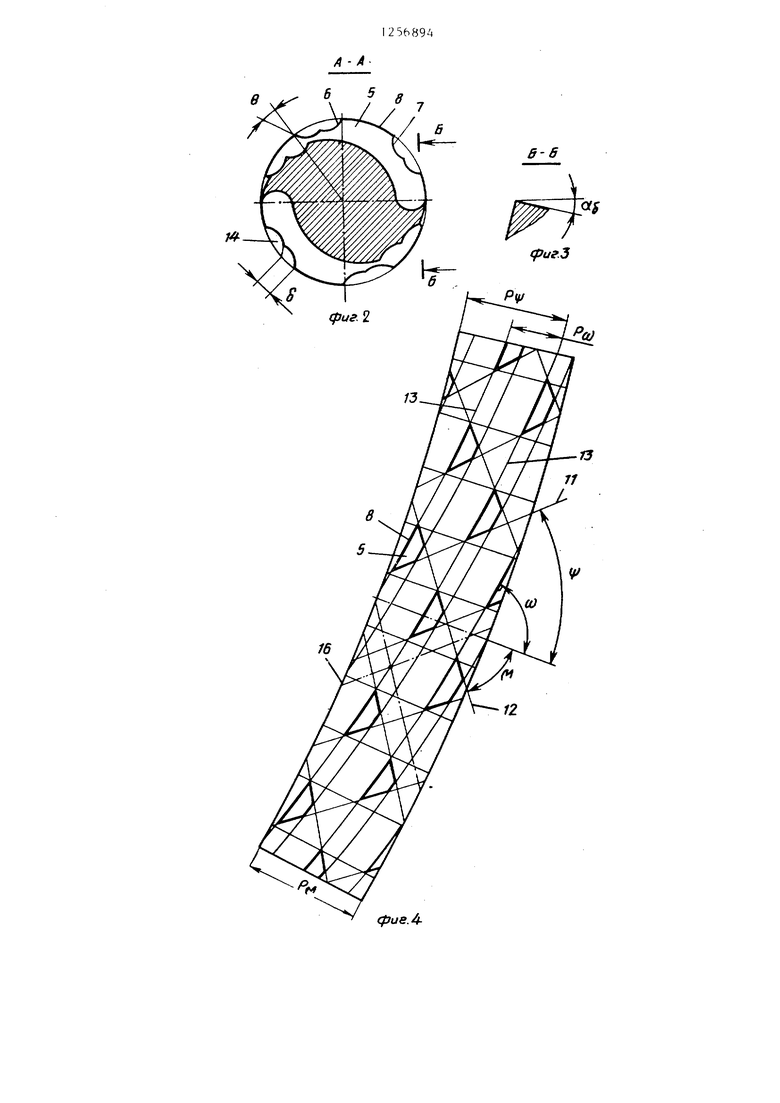
На фиг, 1 показана протяжка, общий вид; на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - сечение Б-Б на фиг, 2; на фиг. 4 - развертка конической поверхности протяжки; на фиг, 5 - развертка винтового сечени по дну канавки; на фиг. 6 - схема резания зубьями протяжки.
Протяжка состоит из черновых зубьев 1 (на длине 1 ), переходных 2 (на длине 1 ) и чистовых 3 (на длине 1) зубьев, а также калибрующих зубьев 4. Зубья 1 и 2 протяжки выполнены в виде расширенных к ее оси выступов 5, которые расположены на конических поверхностях протяжки (разной конусности - большей для черновых и меньшей для переходных зубев в шахматном порядке. Выступы 5 вспомогательные 6 и 7, а также
ные 8 режушие кромки. Кромки 6 и
имеют глав7,
а также задние вспомогательные поверхности 9 и 10, их образующие, ле- ж;ат на разнонаправленных винтовых линиях 11 и 12. Главные режущие кромки 8 расположены на однонаправленных винтовых линиях 13, наклоненных под углом W к оси протяжки. Совпадающая по направлению с винтовой линией 13 винтовая линия 1 1 выполнена с наклоном к оси протяжки под углом, равным Ч, а несовпадающая - под углом р
Разнонаправленные винтовые линии П и 12 образуют на зубьях двойные канавкч 14 постоянной по отношению к конической поверхности на черновых зубьях 1 г лубины h, которая уменьшается на переходных зубьях 2 и превращается в ноль на первых чистовых зубьях 3, Каждая из частей двойной канавки 14 смешена п сторону образуемых боковых Г1оверх}юстей выс- тупоп на величину 8 (равнурт 0,1-2 мм одна по С тношентно к лру) ой. Между
зубьями выполнены стружечные канавки 1 5 с глубинойН .
Число заходов винтовых линий 1 1 , 12 и 13 находятся в следующей математической зависимости:
,
где Z - число заходов однонаправленных линий;
N - число заходов тех разнонаправленных линий, которые совпадают по направлению с од- направленными;
п - число заходов линий, не совпадающих по направлению с однонаправленными. Величина шага винтовых линий с главными режущими кромками на них определяется
20
Р.
2 2
где РШ и
ч
РМ шаг совпадающих и не5
0
5
0
5
0
совпадающих по направлению с однонаправленными винтовывых линий.
Заходы (не показано) К, К, К многозаходных винтовых линий определяются соответственно
)-Z;
К,РК-П.
Соответствие указанным зависимостям позволит получить точки пересечения средних линий 16 двойных канавок 14 только от винтовой линии 13 и образовать при этом выступы 5 с шахматным расположением.
Применение протяжек с увеличенным числом заходов однонаправленных винтовых линий наиболее целесообразно для обработки отверстий малой длины. Одно- заходные протяжки могут использоваться только при обработке длинных отверстий при наличии компенсирующих элементов для неуравновешенной радиальной силы на входе и выходе инс трумента.
Применение протяжки с большим числом заходов разнонаправленных винтовых линий целесообразно при обработке отверстий больших диаметров.
Протяжка работает следующим образом.
Вследствие шахматного расположения выступов 5 с главными режущими кромками 8, расположенными на кони- 5 ческих поверхностях, каждый выступ 5 срезает последовательно слои г; г+1: г+2 с толщиной, равной двойному подъему на зуб.
(pus. А(fLie.5
(fJUS.6
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка | 1983 |
|
SU1119794A1 |
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
| Протяжка | 1980 |
|
SU1220891A1 |
| Протяжка | 1991 |
|
SU1804972A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| Круглая протяжка с винтовыми зубьями | 1977 |
|
SU738788A1 |
| Протяжка для обработки поверхностей | 1983 |
|
SU1152794A1 |
| Торцевая фреза для обработки армированных волокном материалов, таких как углепластик | 2013 |
|
RU2669963C2 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1801734A1 |


| Протяжка | 1983 |
|
SU1119794A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
