Изобретение относится к металлообработке и может быть использовано при протягивании шлицевых отверстий. Цель изобретения - повышение качества обработки поверхностей детале из пластинчатых метариалов за счет улучшения условий формирования стружки На фиг.1 показана шлицевая протяжка, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - развертка коническойповерхности протяжки; на фиг.4 - сечение Б-Б на фиг.2; на фиг.З -схема резания предлагаемой протяжкой при ширине фаски, большей половины ширины шлица; на фиг.6 схема резания при ширине фаски, мень шей или равной половине ширины шлица Шлицевая протяжка состоит из черновых 1, переходных 2, чистовых 3 зубьев и калибрующих зубьев 4. Шлицевые зубья 5 и 6 выполнены с взаимно противоположным наклоном и содержат главные режущие кромки 7 и 8, расположенные на конической поверхности и образованные на пересечении левых и правых винтовых передних 9 и 10 и задних 11 и 12 поверхностей, имеющих осевой шаг Р. Наклон режущих кромок 7 и 8 равен углу у1 . Число заходов винтовых поверхностей выбрано кратным числу шлицев. Величина хода винтовых поверхностей определяется из математического соотношения , где Н - ход винтовых поверхностей, Z -- число заходо винтовых поверхностей, Р - шаг винтовых поверхностей. Тупые углы шлицевых зубьев 5 и 6 имеющих шчрину В, срезаны наклонными фасками 13 и 14 шириной Ь . Для обес печения возможности одновременной з точки всех фасок последние расположены на винтовых линиях 15 и 16 с наклоном, противоположным наклону зубьев, на которых выполнены фаски, и с шагом PJ , равным- шагу винтовых поверхностей (Р. Р) , При пересечени фасок 13 и 14 с передними поверхнос тями 9 и 10 образуются вспомогатель ные режущие кромки 17 и 18, лглоненные под углом 0 к оси шпица. Величина образуемого на фасках 13 и 14 заднего угла определяется tgcig.ctg. COS0 p-.sinG, где - угол наклона главных режущи кромок; угол наклона вспомогательных режущих кромок; подъем на зуб протяжки; шаг винтовых линий (или зубьев) протяжки. Ширина фасок 13 и 14 на черновых убьях 1 определяется на основании остаточности их ширины для исклюения из работы части главной режущей ромки, образующей отклоняющуюся и пирающуюся в стенку паза стружки, еравенства sin ; +arctg(| tgyi)J ih --t-a tgji cos arctg( ) де h - глубина стружечной канавки. Ширина фасок 13 и 14 на переходных убьях 2 должна соответствовать усовию Ь, где В - ширина шлица прояжки . Ширина фасок на чистовых зубьях 3 принимается равной нулю. Протяжка Сработает следующим оьазом. За счет наклонного расположения зубьев 5 и 6 со срезанными фасками 13 и 14 тупыми углами, имеющими разнонаклоненные режущие кромки 7 и 8 ограниченной длины, расположенные на конической поверхности, резание птицевой протяжкой характеризуется переменной схемой резания с подъемом на каждый зуб с толщиной среза, равной двум подъемам на зуб. Схема резания черновыми зубьями 1 при ши. - ,.-.,.,.-рине фаски Ь представлена на фиг. 5, а переходными зубьями 2 при Ь - на фиг.6. Уменьшение ширины фасок 13 и 14 на переходных зубьях 2 и полное их исчезновение на части чистовых зубьев 3 происходит за счет уменьшения ксГнусности поверхностей, на которых расположены главные режущие кромки 7 и 8 указанных зубьев. Свободное срезание отклоняющейся стружки (не показана), ограниченной шириной фаски, ее перемещение вдоль стружечной канавки и вращение в последней имеет место вследствие расширения канавки в сторону смещения стружки. Формула изобретения Шлицевая протяжка, имеющая зубья со взаимно противоположным наклоном
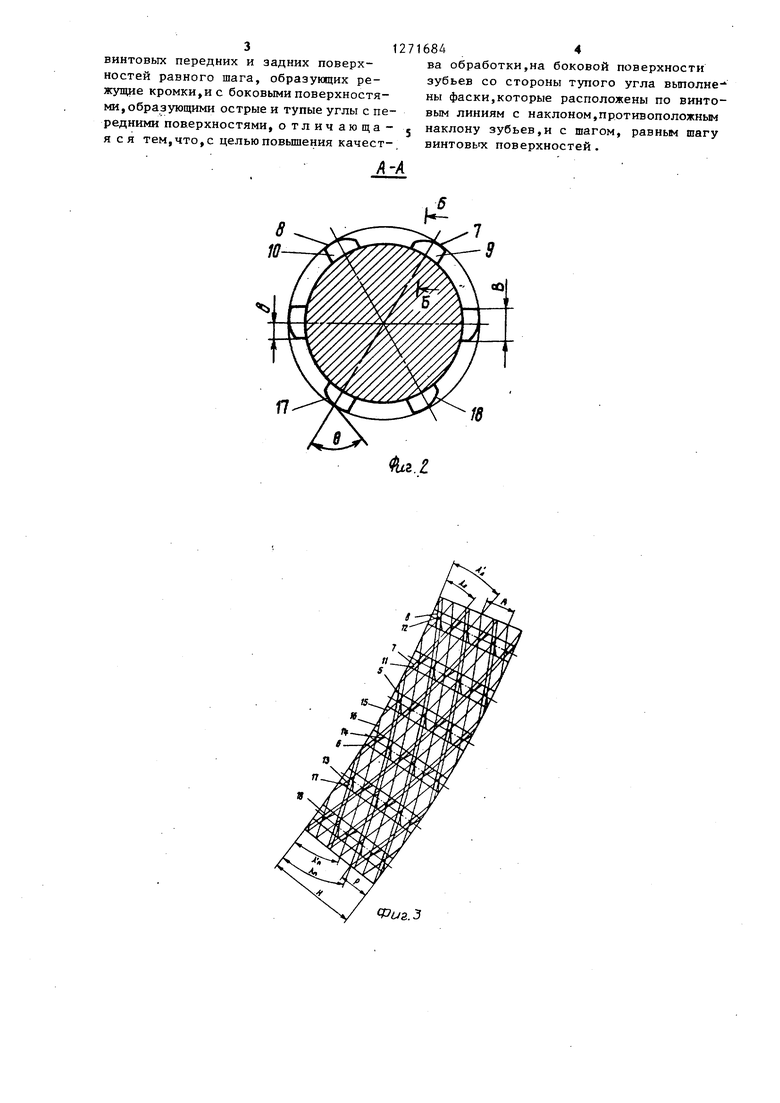
винтовьпс передних и задних поверхностей равного шага, образующих режущие кромки,и с боковыми поверхностями, образующими острые и тупые углы с передними поверхностями, отличающаяся тем, что, с целью повышения качает-.
ва обработки,на боковой поверхности зубьев со стороны тупого угла выполнены фаски,которые расположены по винтовым линиям с наклоном,противоположным наклону зубьев,и с шагом, равным шагу винтовьтс поверхностей .
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Протяжка | 1983 |
|
SU1119794A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Протяжка | 1980 |
|
SU1220891A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Протяжка | 1985 |
|
SU1256894A1 |
| Протяжка | 1988 |
|
SU1703305A1 |
| Протяжка | 1986 |
|
SU1399025A1 |
| Устройство для протягивания пазов | 1983 |
|
SU1144809A1 |

Изобретение относится к металлообработке и может быть использовано при протягивании шлицевых отверстий. Цель изобретения - повьшение качества обработки поверхностей деталей из пластинчатых материалов за счет улучшения условий формирования стружки. Шлицевая протяжка состоит из черновых 1, переходных 2, чистовых 3 зубьев и калибрующих зубьев 4. Шлицевые зубья 5 и 6 выполнены со взаимно противоположным наклоном и содержат главные режущие кромки 7 и 8, расположенные на конической поверхности и образованные на пересечении левьк и правых винтовых передних 9 и 10 и задних i1 и 12 поверхностей, имеющих осевой шаг Р. Тупые углы шлицевых зубьев 5 и 6, имеющих ширину В, срезаны наклонными фасками шириной Ь. Для возможности одновременной заточки всех фасок последн1 а расположены на винтовых линиях с наклоном, противоположным наклону зубьев, на которых выполнены фаски с шагом P , равным шагу винтовых поверхностей (). Свободное срезание отклоняющейся i стружки, ограниченной шириной фаски, ее перемещение вдоль стружечной касл навки и вращение в последней имеет место вследствие расширения канавки в сторону смещения стружки. 6 ил. ю О5 00 4;
Фиг.З
/V/vJa
Л-.
| Шлицевая протяжка | 1948 |
|
SU78764A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
