Изобретение относится к области машиностроения и может быть использовано для обработки цилиндрических отверстий в заготовках.
Целью изобретения является повышение стойкости режущего элемента за счет непрерывного смещения зоны стружкооб- разодания вдоль режущей кромки и предотвращения налипания стружки, а также повышение стойкости деформирующих элементов за счет улучшения условий трения.
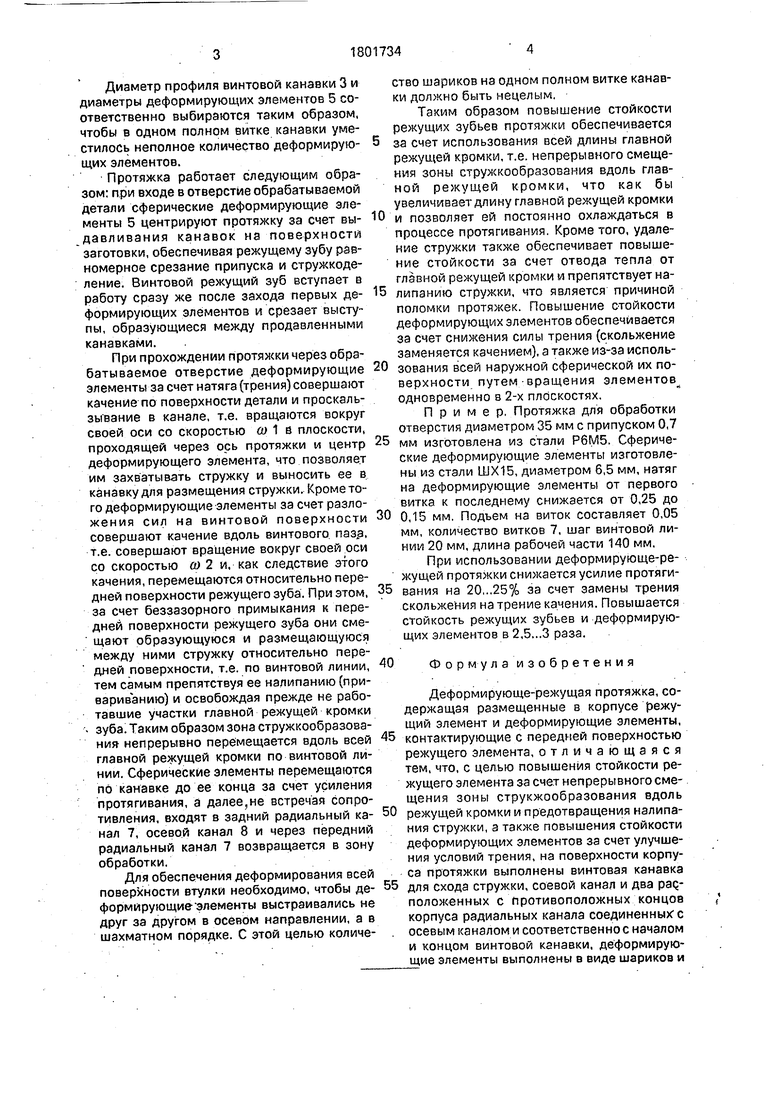
На фиг.1 показана протяжка, общий вид; на фиг.2 - разрез по А-А на фиг.1; на фиг.З - узел I на фиг.1.
На корпусе 1 деформирующе-режущей протяжки выполнен винтовой режущий зуб 2с непрерывной режущей кромкой и две винтовые канавки 3, 4 соответственно для схода и для размещения стружки. Подъем на зуб 2 у протяжки обеспечивается за счет конусности корпуса. Деформирующие сферические элементы 5 установлены в канавке 3 для схода стружки с линейным контактом по всему профилю канавки, начиная от главной режущей кромки 6 и кончая линией перехода канавки 3 в канавку 4 для размещения стружки. Каждый из элементов 5 беззазорно контактирует с двумя соседними и выступает в радиальном, по отноше- нию к корпусу протяжки, направлении; за пределы главной режущей кромки на величину i/2.
В корпусе протяжки выполнены два радиальных канала 7 и один осевой 8, причем радиальные каналы соединяются с осевым и с началом м концом канавки для схода стружки, образуя замкнутую систему. Каналы 7 и 8 заполнены деформирующими элементами с возможностью контакта каждого с двумя соседними.
Канавка 3 для схода стружки 9 выполнена таким образом, что контакт со сферическим элементом 5 осуществляется по дуге окружности с углом а, превышающим угол 180°, что препятствует выпадению и выдавливанию деформирующих элементов 5 под действием усилия протягивания.
ел
С
-А
00
о ч
OJ
Диаметр профиля винтовой канавки 3 и диаметры деформирующих элементов 5 соответственно выбираются таким образом, чтобы в одном полном витке канавки уместилось неполное количество деформирующих элементов.
Протяжка работает следующим образом: при входе в отверстие обрабатываемой детали сферические деформирующие элементы 5 центрируют протяжку за счет выдавливания канавок на поверхности заготовки, обеспечивая режущему зубу равномерное срезание припуска и стружкоде- ление. Винтовой режущий зуб вступает в работу сразу же после захода первых деформирующих элементов и срезает выступы, образующиеся между продавленными канавками.
При прохождении протяжки через обрабатываемое отверстие деформирующие элементы за счет натяга (трения) совершают качение по поверхности детали и проскальзывание в канале, т.е. вращаются вокруг своей оси со скоростью ш 1 в плоскости, проходящей через ось протяжки и центр деформирующего элемента, что позволяет им захватывать стружку и выносить ее в канавку для размещения стружки. Кроме того деформирующие элементы за счет разложения сил на винтовой поверхности совершают качение вдоль винтового, паза, т.е. совершают вращение вокруг своей оси со скоростью ш 2 и, как следствие этого качения, перемещаются относительно передней поверхности режущего зуба. При этом, за счет беззазорного примыкания к передней поверхности режущего зуба они смещают образующуюся и размещающуюся между ними стружку относительно передней поверхности, т.е. по винтовой линии, тем самым препятствуя ее налипанию (при- вариванию) и освобождая прежде не работавшие участки главной режущей кромки - зуба. Таким образом зона стружкообразова- ния- непрерывно перемещается вдоль всей главной режущей кромки по винтовой линии. Сферические элементы перемещаются по канавке до ее конца за счет усиления протягивания, а далее,не встречая сопротивления, входят в задний радиальный канал 7, осевой канал 8 и через передний радиальный канал 7 возвращается в зону обработки.
Для обеспечения деформирования всей поверхности втулки необходимо, чтобы деформирующие элементы выстраивались не друг за другом в осевом направлении, а в шахматном порядке. С этой целью количество шариков на одном полном витке канав- км должно быть нецелым,
Таким образом повышение стойкости режущих зубьев протяжки обеспечивается
за счет использования всей длины главной режущей кромки, т.е. непрерывного смещения зоны стружкообразования вдоль главной режущей кромки, что как бы увеличивает длину главной режущей кромки
и позволяет ей постоянно охлаждаться в процессе протягивания. Кроме того, удаление стружки также обеспечивает повышение стойкости за счет отвода тепла от главной режущей кромки и препятствует налипанию стружки, что является причиной поломки протяжек. Повышение стойкости деформирующих элементов обеспечивается за счет снижения силы трения (скольжение заменяется качением), а также из-за использования всей наружной сферической их поверхности путем -вращения элементов одновременно в 2-х плоскостях.
Пример. Протяжка для обработки отверстия диаметром 35 мм с припуском 0,7
мм изготовлена из стали Р6М5. Сферические деформирующие элементы изготовлены из стали ШХ15, диаметром 6,5 мм, натяг на деформирующие элементы от первого витка к последнему снижается от 0,25 до
0,15 мм. Подъем на виток составляет 0,05 мм, количество витков 7, шаг винтовой линии 20 мм, длина рабочей части 140 мм.
При использовании деформирующе-ре- жущей протяжки снижается усилие протягивания на 20,..25% за счет замены трения скольжения на трение качения. Повышается стойкость режущих зубьев и деформирующих элементов в 2,5,..3 раза.
40
Формула изобретения
Деформирующе-режущая протяжка, содержащая размещенные в корпусе режущий элемент и деформирующие элементы,
контактирующие с передней поверхностью режущего элемента, отличающаяся тем, что, с целью повышения стойкости режущего элемента за счет непрерывного смещения зоны струкжообразования вдоль
режущей кромки и предотвращения налипа- ния стружки, а также повышения стойкости деформирующих элементов за счет улучшения условий трения, на поверхности корпуса протяжки выполнены винтовая канавка
для схода стружки, соевой канал и два paQ- положенных с противоположных концов корпуса радиальных канала соединенных с осевым каналом и соответственно с началом и концом винтовой канавки, деформирующие элементы выполнены в виде шариков и
размещены в каналах и канавке с точечным контактом между собой и линейным контактом по профилю канавки, при этом линия контакта деформирующего элемента с поверхностью канавки ограничена дугой с центральным углом, превышающим 180°, а диаметр деформирующих элементов равен диаметру канала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 1997 |
|
RU2123409C1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1787076A3 |
| Протяжка | 1991 |
|
SU1804972A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА С БЕГУЩИМ КОНТАКТОМ РЕЖУЩЕЙ КРОМКИ ОТНОСИТЕЛЬНО ПОВЕРХНОСТИ РЕЗАНИЯ | 2008 |
|
RU2380203C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| Способ деформирующе-режущей обработки отверстий и протяжка для его осуществления | 1987 |
|
SU1586861A1 |

Использование: обработка цилиндрических отверстий в заготовках. Сущность изобретения:, смещение зоны стружкообразо- вания и предотвращение налипания стружки за счет непрерывного качения сферических деформирующих элементов размещенных в винтовой канавке, образующей непрерывную переднюю поверхность режущего зуба и размещенных в осевом и двух радиальных каналах, образующих замкнутый контур. 3 ил.
Фи2. /
А-А
поВёрнугпо
I
| Деформирующе-режущая протяжка | 1984 |
|
SU1215894A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
