К)
Изобретение относится к механиеской обработке поверхности твердых атериалов, в. частности , к апмазно- бразивной обработке поверхностей ластин полупроводниковых материа- ов,.
Цель изобретения - повьшение каества обработки поверхности за счет уменьшения толщины нарушенного слоя и- повышение износостойкости лифовальных кругов.
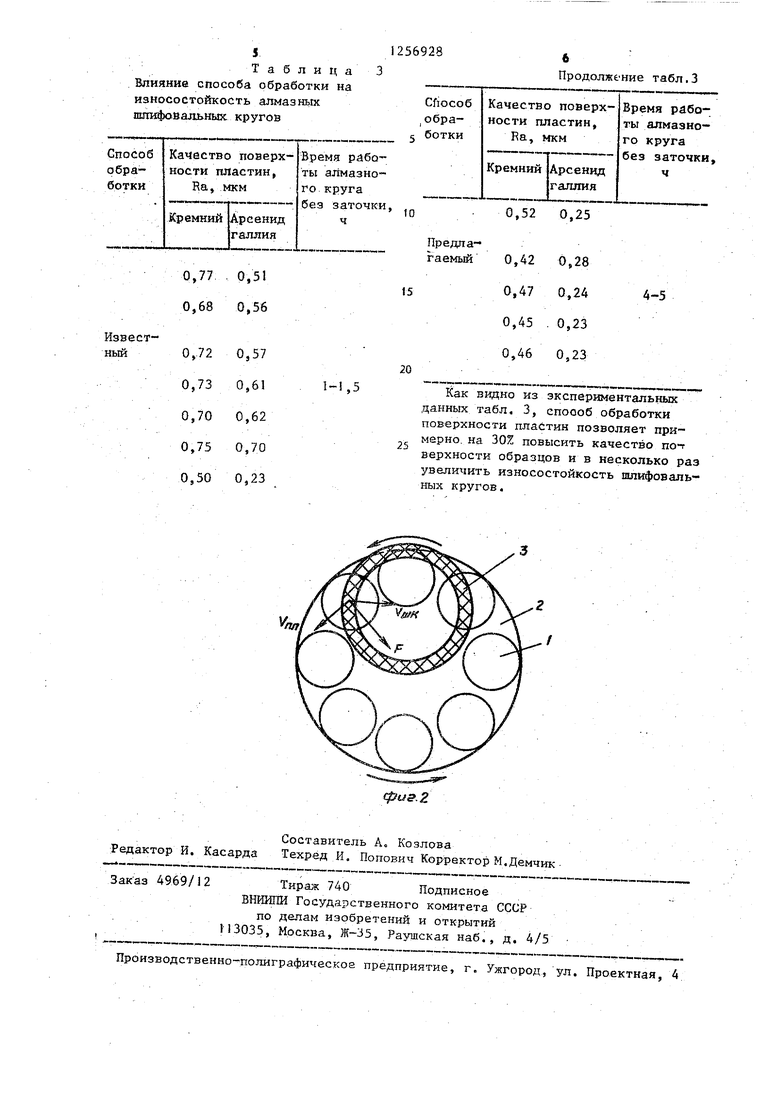
Иа фиг, 1 представлена схема реализации Способа при шлифовании; на фиг. 2 - то же, при выхаживании.
Обработку деталей 1, закрепленных на планшайбе 2, осуществляют шлифовальным кругом 3, На операции шлифования сила резания f, я вляющаяся результирующей линейных скоростей вращения Ущ Круга и планшайбы .с пластинами, имеет направление, указанное на фиг. 1. Выхаживание поверхностей производят кругом 1 без внешней нагрузки.
При этом в зо.ну обработки подают суспензию, содержащую абразив с размером зерен, равным размеру выступа ющей части зерен связанного абразива шлифовального круга 3. Кроме того, на зтапе выхаживания путем изменения направлений вращения верхнего и нижнего шпинделей станка на проти- ваположные, изменяют направление силы резания F на обратное тому, которое имеет место при шлифовании.
ПРИ изменении направления силы резания на этапе выхалсивания с применением свободного абразива ее действие на дефекты, введенные при -шлифовке, будет противоположным тому, которое обуславливает возникновение этих дефектов. Например, если при пшифов- ке введены положительные по отношению к ориентации силы резания дислокации, скользящие в глубь м;атери- ала, то при смене ориентации силы резания на противоположную эти дис- локации оказываются отрицательными и стремятся выйти из кристалла. При этом частично снимаются механические напряжения, локализованные вблизи дислокационных скоплений, что сни
56928I
жает вероятность трещинообразования и распространения дефектов вгрубь материала.
Смена направлений вращения план5 шайбы и шлифовального круга приводит также к тому, что зерна свободного абразива, содержащиеся в суспензии, проскальзьтают между частицами связанного абразива и оказывают давле10 ние на них в направлении, обратном тому, при котором происходит забивание межзеренного пространства режущей кромки шлифовальника продуктами шлифования. Очищение межзеренного
15 пространства повышает срок работы шлифовальных кругов.
Пример 1. Слиток кремния марки КЭФ-20 разрезают на пластины толщиной 0,7 мм. После резки пласти-
20 ны шлифуют связанным абразивом на станке СПШ-1 с применением шлифовального круга АСМ-40/28. После сошлифо- вывания слоя толящной 100 мкм (поочередно с обеих сторон пластин) прит25 водят выхаживание поверхности, в процессе которого в зону подают суспензию, содержащую абразивный порошок ЭБМ-14. Вся совокупность исследующихся пластин разделена на две партии
30 по 20 штук, в каждой. Одну парт1но обрабатывают по способу-прототипу, а другую - по предлагаемому способу, т.е. на этапе выхаживания изменяют направления вращения планшайбы с
J5 пластинами и шлифовального круга на противоположные тем, которые были при шлифовке.
После пшифования и выхаживания на рентгеновском трехкристальном спектрометре измеряют остаточную деформацию кристаллической решетки и разброс на поверхности пластин в 7- 8 точках, отстоящих одна от другой на расстояниях 3,5-4,0 мм. Кроме Toroj реформацию измеряют при послойном химическом стравливании пластин. По результатам травления оценивают аффективную глубину нарушенного слоя. Результаты статистической обработки экспериментальных данных приведены в табл. 1.
3 1256928.4
Таблица
Влияние способа обра ботки на структурное совершенство шлифовальных пластин кремния
Как видно из табл. Г, использование предлагаемого способа обработки 20 позволяет в раза улучшить струк- турное совершенство шлифовальных пластин кремния и почти в 1,5 раза уменьшить толии ну структурно нарушенного слоя.25
Пример 2. Программа исследований, приведенная в примере 1,
Влияние способа обработки совершенство шлифов.альных
Известный 1,97 -10 Предлагаемьм
1,14-,10
Данные, приведенные в табл. 2, свидетельствуют о том, что предлагаемый способ эффективнее, чем известный при обработке бинарных полупро- водников.
Пример 3. Для проверки эффективности способа обработки на повышение износостойкости шлифовальньпс кругов проводятся эксперименты по
реализуется на пластинах арсенида галлия марки АГЧО-2; 2-16, имеющих - толщину после резки 0,75-0,80 мм.. Обработку на станке СПШ-1 поверхности пластин проводят кругом AGM 28/|4(, При выхаживании используют суспензию, содержащую абразивный порошок ЭВМ-10. Количество пластин такое же, как и в примере 1. Результаты эксперш ент тон приведены в табл. 2. Т а б л и ц а 2. на структурное пластин GaAs
-5
0,37-10
22+4
-5
0,22-10
16+4
обработке пластин кремния в режиме примера 1, в которых качество их поверхности оценивают по параметру На (ГОСТ 2789-73), измеренному.на профилометре мод. 252, а также измеряется время работы шлифовальных кругов АСМ-40/28 без дополнительной их заточки при засаливании. Экспериментальные результаты приведены в табл..3.
Таблица
Влияние способа обработки на износостойкость алмазньгх шлифовальных кругов
ст
0,77 . 0,51
0,680,56
0,720,57
0,730,61
0,700,62
0,750,70
0,500,23
l-i,5
Продолжение табл.3
10
0,52 0,25
15
4-5
0,46 0,23
Как видно из экспериментальных данных табл, 3, способ обработки поверхности плайтин позволяет примерно, на 30Z повысить качество по-г верхности образцов и в несколько раз увеличить износостойкость шлифовальных кругов.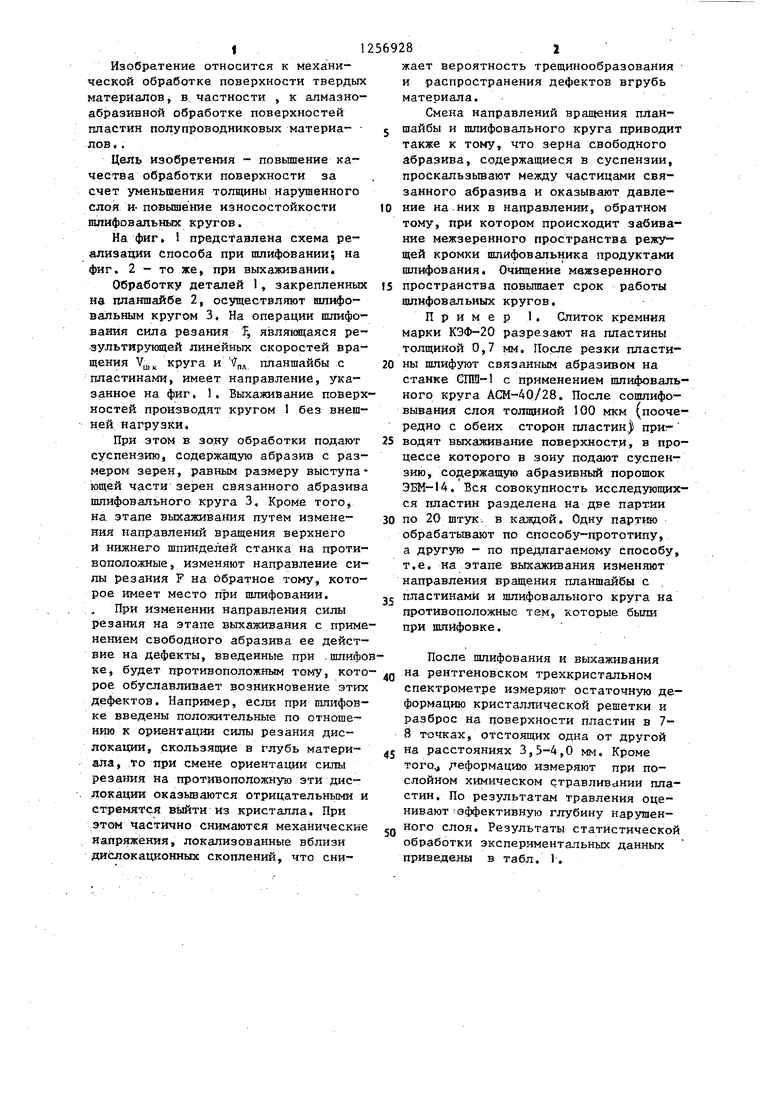

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2224330C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПОДГОТОВКИ ПОЛУПРОВОДНИКОВЫХ ПОДЛОЖЕК | 1994 |
|
RU2072585C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ СЛИТКОВ НА ПЛАСТИНЫ | 1996 |
|
RU2108225C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |

Составитель А. Козлова Редактор И, Касарда Техред И, Попович Корректор М.Демчик
4969/12
Тиразк 740 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий И3035, Москва, Ж-35, Раушская наб, , д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фи&,2
| Способ обработки твердых материалов | 1980 |
|
SU931387A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
