1
Изобретение относится к производству абразивного инструмента, в частности, к составам абразивных наполнителей, применяемый в свободном состоянии при виброобработке, галтовке и других процессах.
Цель изобретения - повышение производительности обработки и качества зачистки деталей за счет повышения режущей способности и стойкости абразивных наполнителей.
При этом с целью повьтения шлифующего эффекта за счет обеспечения прямого микрорезания обрабатьшае- мой поверхности элементами абразивной составл.яющей и повышения стойкости при микроударном и истирающем воздействии в процессе эксплуатации размеры зернистост.и ее компонентов (dj - диаметр шлифовального зерна, d - диаметр шлифовальных порошков, d - диаметр микрошлифовальных порошков) выбираются в зависимости о размеров основной фракции зерна связующей (dj.g ) из следующих соотношений
(1-1 - 1,6) dj
;б
d, (0.5 - 0,8)-d,,
а„, (0.16 - o,4).d,
Величину зерна связующей dj. выбирают с учетом заданной формируемой шероховатости по следующей зависимости 8 R-Z форм, а весовое соотношение зерна, порошков, микропоротков абразивной составляющей должно составлять 1:2:3.
Найденные размерные и весовые соотношения позволяют в зависимости от KOHKpeTmix задач и процесса формировать составы абразивных наполнителей как для грубой обдирочной
2569412
зачистки, так и для тонкой отделочной обработки с оптимальными весовыми и размерными соотнощениями ингредиентов связующей и абразивной сос5 тавляющих, что обеспечивает повьш1е- ние.производительности и удельной работоспособности наполнителей при обеспечении заданного качества обработки.
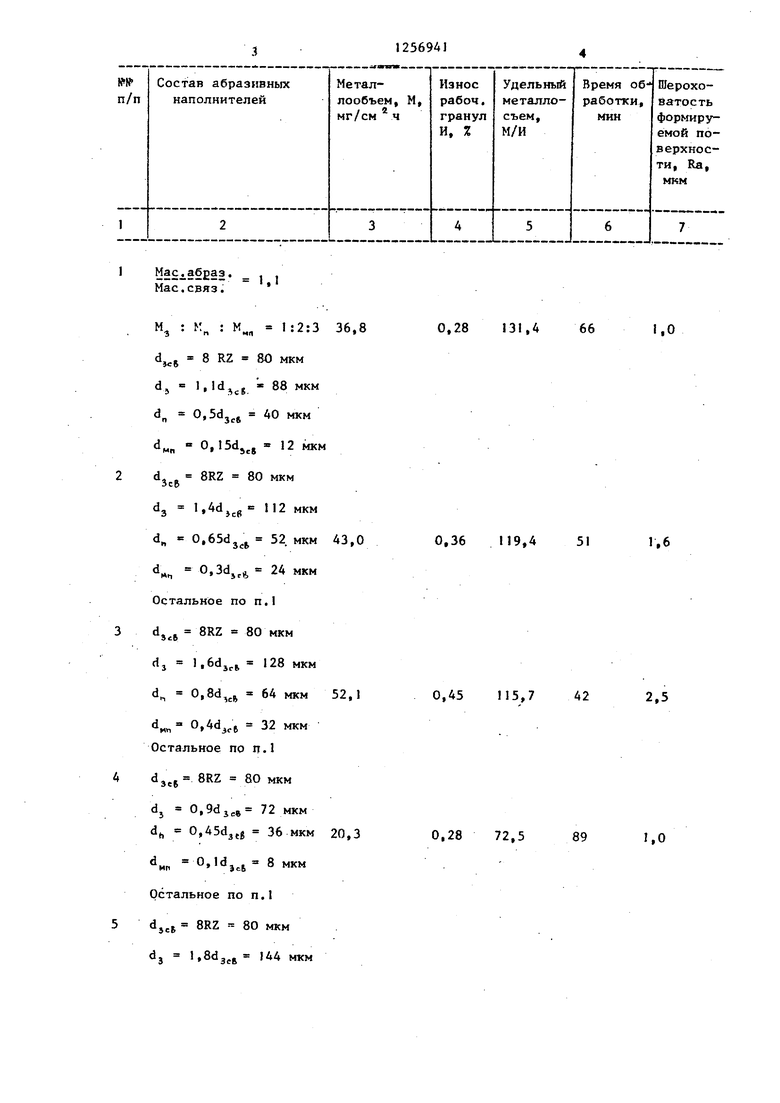
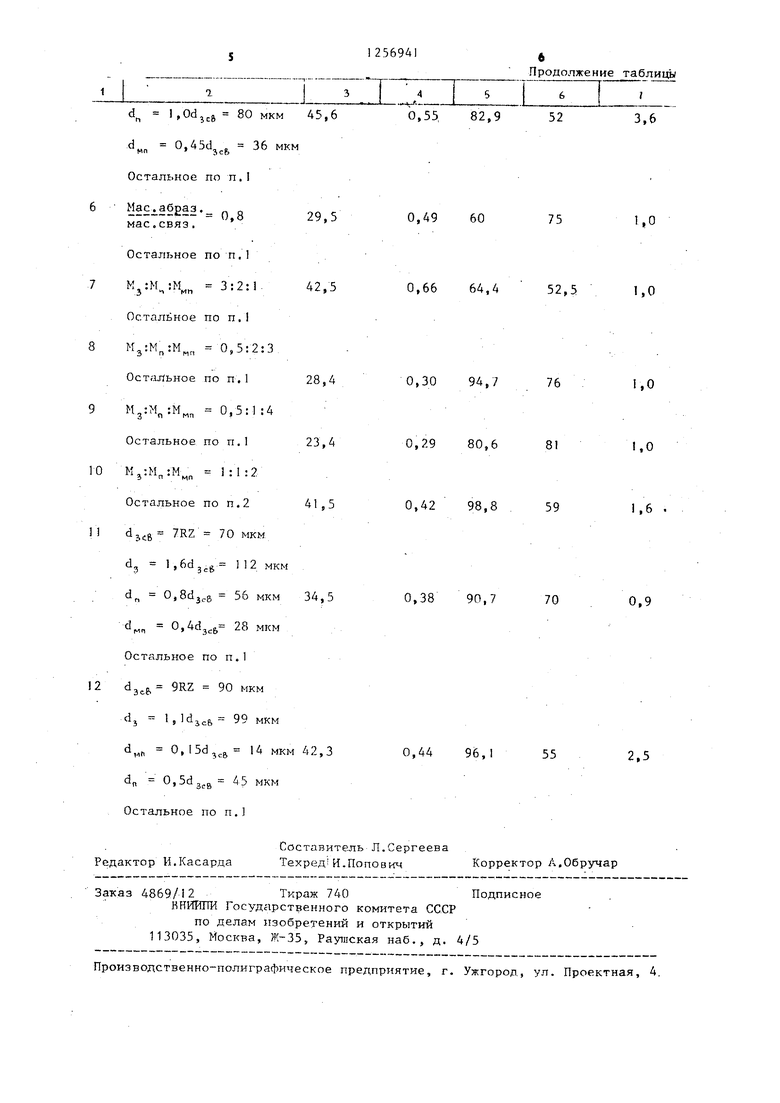
10 Результаты по определению удельного металлосъема, износа рабочих .гранул, шероховатости обработанной поверхности, времени, необходимого для полной зачистки при использова 5 НИИ наполнителей из различных составов приведены в таблице.
Абразивный наполнитель изготавливается из массы состоящей из абразивных элементов электрокорунда бело20 го или хромотитанистого и связующей. Связка используется керамическая. Связки могут использоваться вулка- нитовые, селикатовые, полимерные и др. Абразивная масса изготавли25 вается путем смешивания абразивных элементов и связки, добавления в смешиваемую массу специальных плас- тис{)икаторов с последующим ее увлажнением и вакуумированием. Затем из
30 массы формируются гранулы специальной формы, которые спекаются при температуре t 1250°С.
Из результатов, представленных в таблице, видно, что при изготов35 лении рабочих гранул нз абразивных элементов в области лредлагаег-ых размерных соотношений удельный металлосъем отнесенный к часовому износу гранул (М/И) превьшгает
40 в 1,5 2,2 раза удельный металло- съем, имеющий место при использовании гранул, изготовленных вне предлагаемых соотношений, формируя при этом поверхностный слой с минималь-
45 ной шероховатостью (Ra 1,0 2,0 мкм).
Мас.абраз. , , ь- - 1 J
Мас.связ.
М, : М„ : К„„ 1:2:3 8 RZ 80 мкм d - 1, 1 d , « 88 мкм
Ул с в d O.Sd.g 40 мкм
м„ - O. 12 мкм d, . 8RZ 80 мкм
Зср
dg l,4dj.g 112 мкм
d « 0,65dj 52. мкм
d. 0.4cft 24 мкм Остальное по п.1
d 8RZ 80 мкм
dj l,6dj 128 мкм
d 0, 64 мкм
О.Не6 32 мкм Остальное по п.1
8RZ 80 мкм
dj 0,9dj. 72 мкм
dj, 0,45d3tg 36 мкм
и. O. dj.b 8 мкм Остальное по п.1
5 8RZ 80 мкм
l,8d
ЗсК
144 мкм
0,28 131,4 66
1,0
0,36 119,4 51
1,6
0,45 115,7 42
2,5
0,28 72,5
89
1,0
0, 36 мкм Остальное по п,1
МаСдабЕаз.29,5
мас.связ.
Остальное по п.1
з.и 3:2:Г 42,5
Остальное по п.1
,:М„, 0,5:2:3 Остальное по п.1 28,4
.:Мип 0.5:1:4 Остальное по п.1 23,4
10 К,:М,:М„„ 1:1:2
Остальное по п.2 41,5 7RZ 70 мкм
djj l, 112 мкм
d 0, 56 мкм 34,5
0 3зсб 28 мкм Остальное по п.1 . 5RZ 90 мкм
dj f, 99 мкм d,.. 0,I5d,, 14 мкм 42,3 dn 0, 45 мкм Остальное по п.)
Редактор И.Касарда
Составитель Л.Сергеева Техред H.nonoBVfM
Заказ 4869/12 Тираж 740Подписное
ВНИЙГШ Государственного комитета СС.СР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, А.
Продолжение таблицы
0,49
60
75
,0
0,66 64,4
52,5
1,0
0,30 94,7
76
i,0
0,29 80,6
81
1.0
0,42 98,8
59
,6
0,38
90,7
70
0,9
0,44
96,1
55
2.5
Корректор Л.Обручар
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЕ ИЗДЕЛИЯ И АБРАЗИВНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ | 2003 |
|
RU2279966C2 |
| СПОСОБ ШЛИФОВАНИЯ ПРОКАТНЫХ ВАЛКОВ (ВАРИАНТЫ) | 2003 |
|
RU2281849C2 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| Шлифовально-полировальная композиция | 1981 |
|
SU1004435A1 |
| СВЯЗАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБЫ ШЛИФОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2278773C2 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1028493A2 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| Абразивное изделие и способ его изготовления | 2023 |
|
RU2829473C1 |
| Масса для изготовления алмазного инструмента | 1985 |
|
SU1355470A1 |
| Способ изготовления абразивного инструмента | 1991 |
|
SU1815196A1 |
| Пуговица | 0 |
|
SU83A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
