Изобретение относится к оборудо- ацию для изготовления полимерных зделий, в частности к -литьевым ормам.
Целью изобретения является повыение качества изделия.
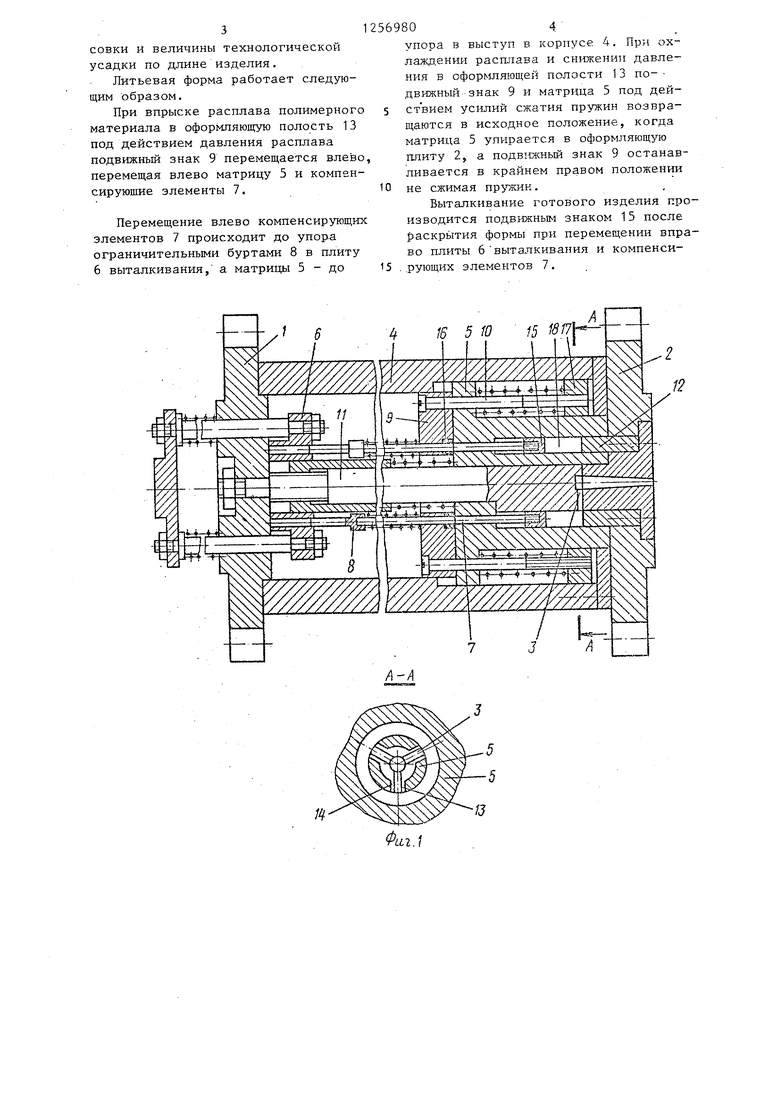
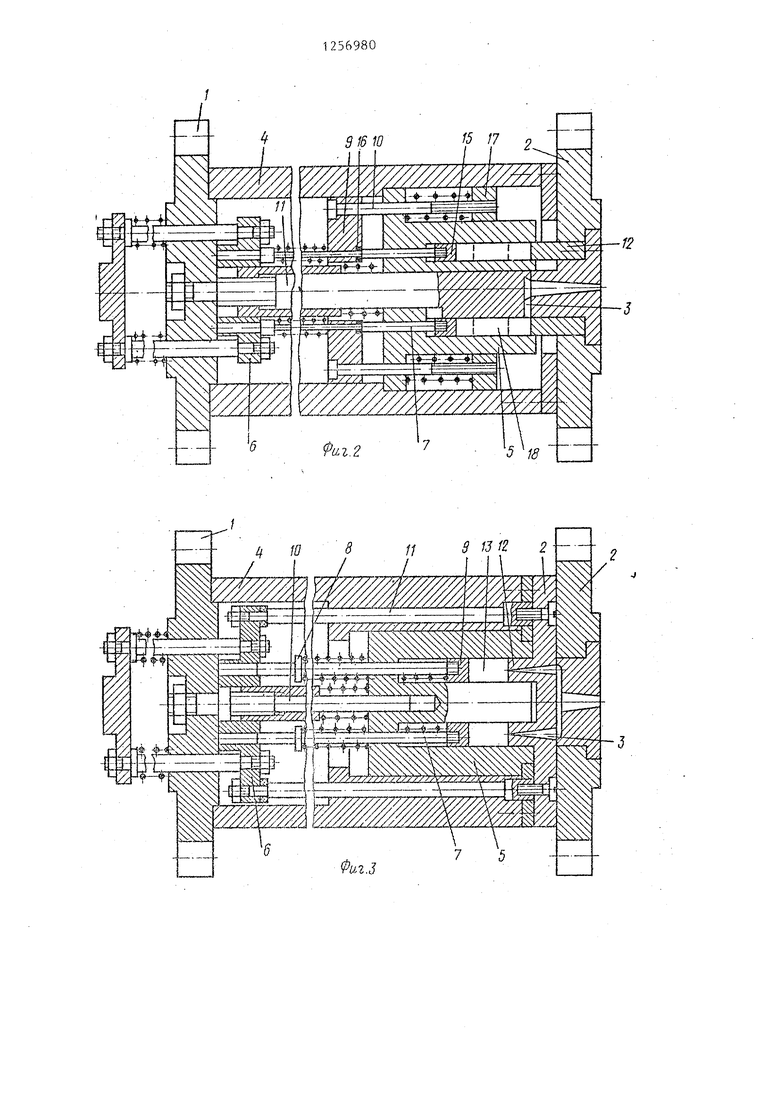
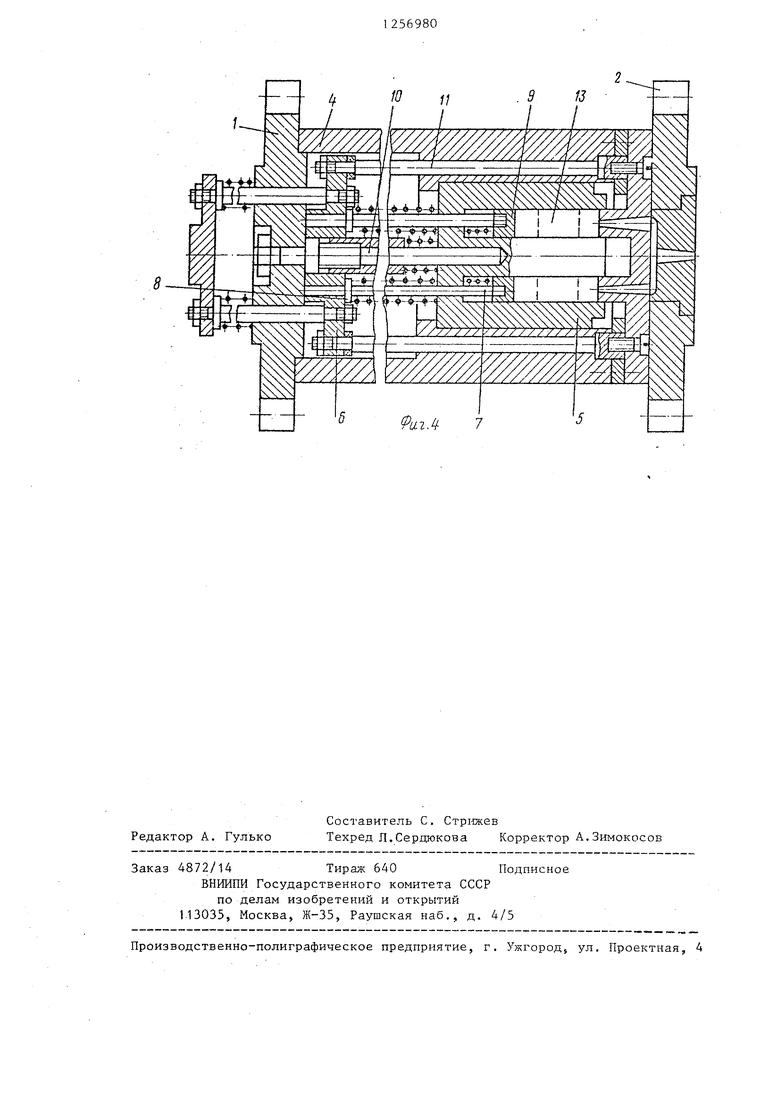
На фиг.1 и 3 показана литьевая фора для изготовления полимерных издеий, исходное положение; иа фиг,2 и 4 - то же, при впрыске полимерного материала в оформляющую полость.
По варианту I (фиг.1 и 2) литьевая форма для изготовления полимерных изделий содержит основание 1, оформляющую плиту 2, литниковую систему 3, корпус 4 с матрицей 5, установленной с возможностью ограниченного продольного перемещения относительно корпуса 4 и подпружиненной относительно основания 1, плиту 6 выталкивания с установленными с возможностью ограниченного перемещения и подпружиненными относительно нее компенсирующими элементами 7 с ограничительными буртами 8, промежуточную подвижную плиту 9, жестко связанную с компенсирующими элементами 10 и подпру- ;киненную относительно матрИ11Д 1 5 в направлении оформляющей плиты 2, и центральный знак 11, закрепленный в основании 1. Причем оформляющая плита 2 и центральный знак 11 выполнены соответственно с выступами 12 и продольными ребрами 13, сопряженными с продольными пазами 14 на внутренней поверхности матрицы 5.
При этом компенсирующие элементы 7 снабжены укрепленными на них подвижным 15 и прокладками 16, которыми регулируют длину изделия, а компенсирующие элементы 10 снабл е- ны кольцом 17, и регулировка усилия предварительного сжатия компенсирующих, элементов 10 производится перемещением кольца 17 по резьбе.
Такое конструктивное решеггие позволяет повысить качество изделия за счет использования компенсирующих элементов 7 и 10, перемещающих подвижный знак 15 и матрицу 5 относительно выступов 12 на оформляющей плите 2, для подпрессовки при охлаждении полимерного материала со стороны торцовых поверхностей изделия. Литьевая форма работает следующим образом,I
При впрыске расплава полимерного материала в оформляющую полость 18
ПОД действием давления расплава подвижный знак 15 перемещается влево, перемещая влево компенсирующие элементы 7, промежуточную подвижную
плиту 9 с компенсирующими элементами 10 и матрицу 5. Перемещение влево компенсирующих элементов 7 происходит до упора ограничительными бурта- ми 8 в плиту 6 выталкивания, а матрицы 5 - до упора в выступ на корпусе 4,
При охлаждении расплава и снижении давления в оформляющей полости 18 подвижный знак 15 и матрица 5 под
действием усилий сжатия пружин воз- ,аются в исходное положение, когда матрица 5 упирается в оформляющую плиту 2, а промежуточная подвижная плита 9 прижимается к матрице 5 и через прокладки 16 фиксирует положение подвижного знака 15.
Выталкивание готового изделия производится подвижным знаком 15 после раскрытия формы при перемещении вправо плиты 6 выталкивания.
По варианту II (фиг.З и 4) литьевая форма для изготовления полимерных изделий содержит основание 1, оформляющую плиту 2, выполненную составной, литниковую систему 3, корпус 4 с матрицей 5, установленной с возможностью ограниченного продольного перемещения относительно корпуса 4 и подпружиненной относительно основанная 1, плиту 6 выталкивания с установленными с возможностью ограниченного перемещения и подпружиненными относительно нее компенсирующими элементами 7 с ограничительными буртами 8, и подпружиненным относительно матрии;ы 5 подвижным знаком 9, центральный стержень 10, закрепленный в основании 1. Причем часть оформляющей плиты
2, обращенная к.матрице 5, связана тягами 11 с плитой 6 выталкивания и выполнена с литниковой системой 3 и с выступами 12, оформляю1цими правый торец изделия,
Такое конструктивное решение позволяет повысить качество изделия за счет использования компенсирующих элементов 7 и упругих элементов, перемещающих подвижный знак 9 относительно выступов 12 оформляющей
плиты 2, для подпрессовки при охлаждении полимерного материала со стороны торцовых поверхностей изделия и получения равномерности подпрес
3
совки и величины технологической усадки по длине изделия.
Литьевая форма работает следующим образом.
При впрыске расплава полимерного материала в оформляющую полость 13 под действием давления расплава подвижный знак 9 перемещается влево перемещая влево матрицу 5 и компен- сирунзшие элементы 7.
Перемещение влево компенсирующих элементов 7 происходит до упора ограничительными буртами 8 в плиту 6 выталкивания, а матрицы 5 - до
569804
упора в выступ в корпусе 4. При охлаждении расплава и снижении давления в оформляющей полости 13 по- движный знак 9 и матрица 5 под дей- 5 ст вием усилий сжатия пружин возвращаются в исходное положение, когда матрица 5 упирается в оформляющую плиту 2, а подвтташый знак 9 останавливается в крайнем правом положении 10 не сжимая пружин.
Выталкивание готового изделия производится подвижным знаком 15 после раскрытия формы при перемещении вправо плиты 6 выталкивания и компенси- 15 . .рующих элементов 7.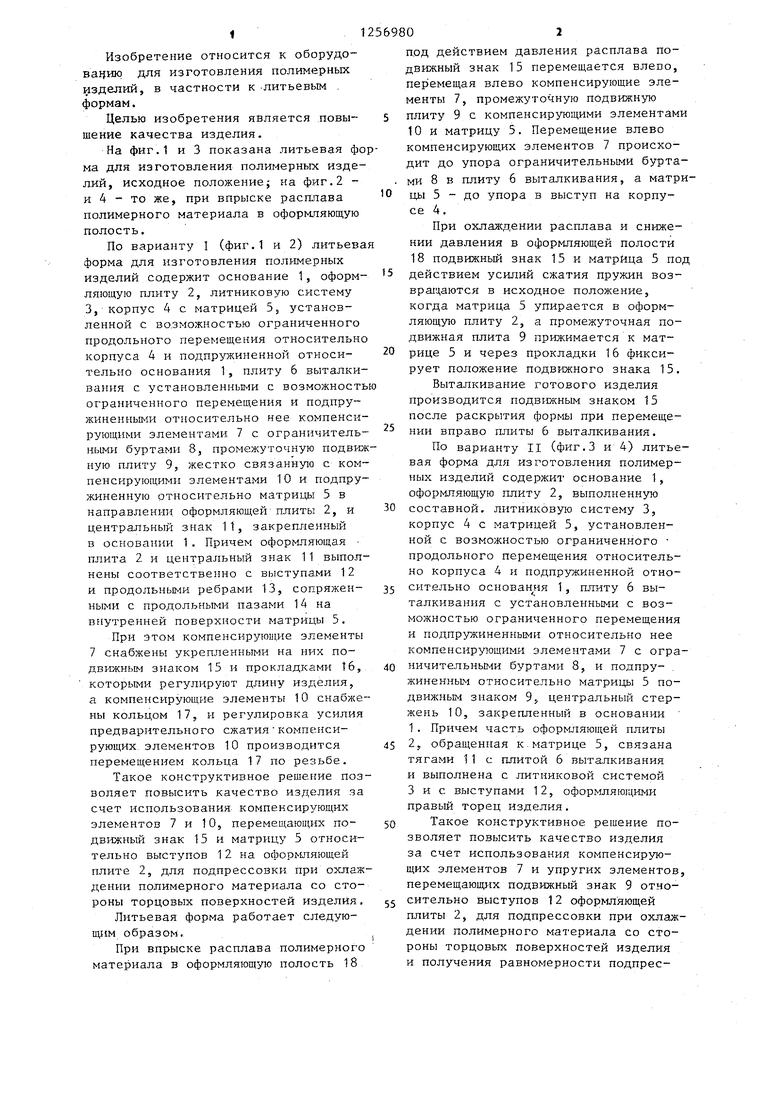
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1987 |
|
SU1463498A1 |
| Многоместная литьевая форма | 1990 |
|
SU1776232A3 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1147583A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления сепараторов подшипников | 1985 |
|
SU1380982A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
1. Литьевая форма для изготовления полимерных изделий, содержащая основание, оформляющую плиту, литниковую систему, корпус с матрицей, плиту выталкивания с установленными с возможностью ограниченного перемещения и подпружиненными относительно нее компенсирующими элементами с ограничительными буртами, отличающаяся тем, что, с целью повьшения качества изделия, матрица установлена с возможностью ограниченного продольного перемещения в корпусе и подпружинена относительно основания, а оформляющая плита выполнена с выступами, сопряженными с оформляющей поверхностью матрицы, при этом форма снабжена промежуточной подвижной плитой, жестко связанной с компенсирующими элементами и подпру -мненной относительно матрицы в направлении оформляющей плиты. 2. Литьевая форма для изготовления полимерных изделий, содержащая основание, оформляющую плиту, литниковую систему, корпус с матрицей, плиту выталкивания с установленными с возможностью ограниченного перемещения и подпружиненными относительно нее компенсирутощими элементами с ограничительньЕчи буртами, отличающаяся тем, что, с целью повышения качества изделия, матрица установлена с возможностью ограниченного продольного перемещения в корпусе и подпружинена относительно основания, компенсирующие элементы подпружинены относительно матрицы, а оформляющая плита выполнена составной, причем часть, обращенная к матрице, выполнена с литниковой системой и с выступами,сопряженными с офо рмляющей поверхностью матрицы, и связана тягами с плитой выталкивания . S сд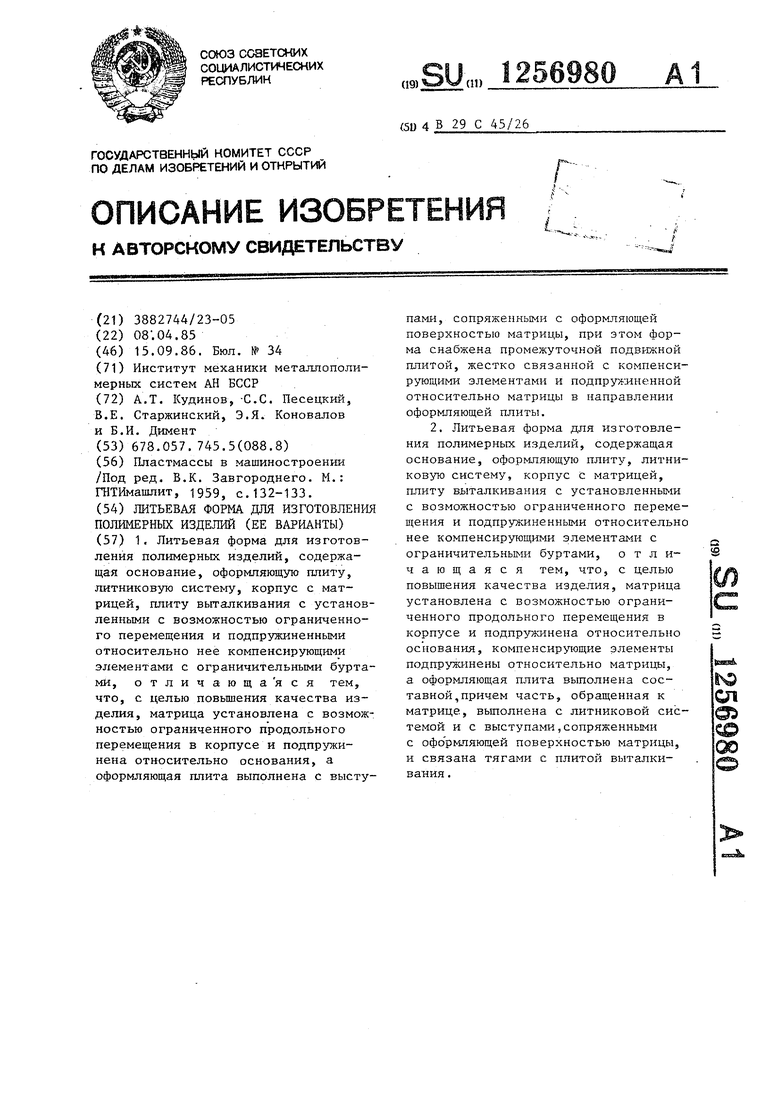
13
/,
/,
W
г 7 Г/
Редактор A. Гулько
Составитель С. Стр1тасев
Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 4872/14Тираж 640Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 1-13035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Пластмассы в машиностроении /Под ред, В.К | |||
| Завгороднего | |||
| М.: ГНТИмашлит, 1959, с.132-133. |
