iu ел
сх
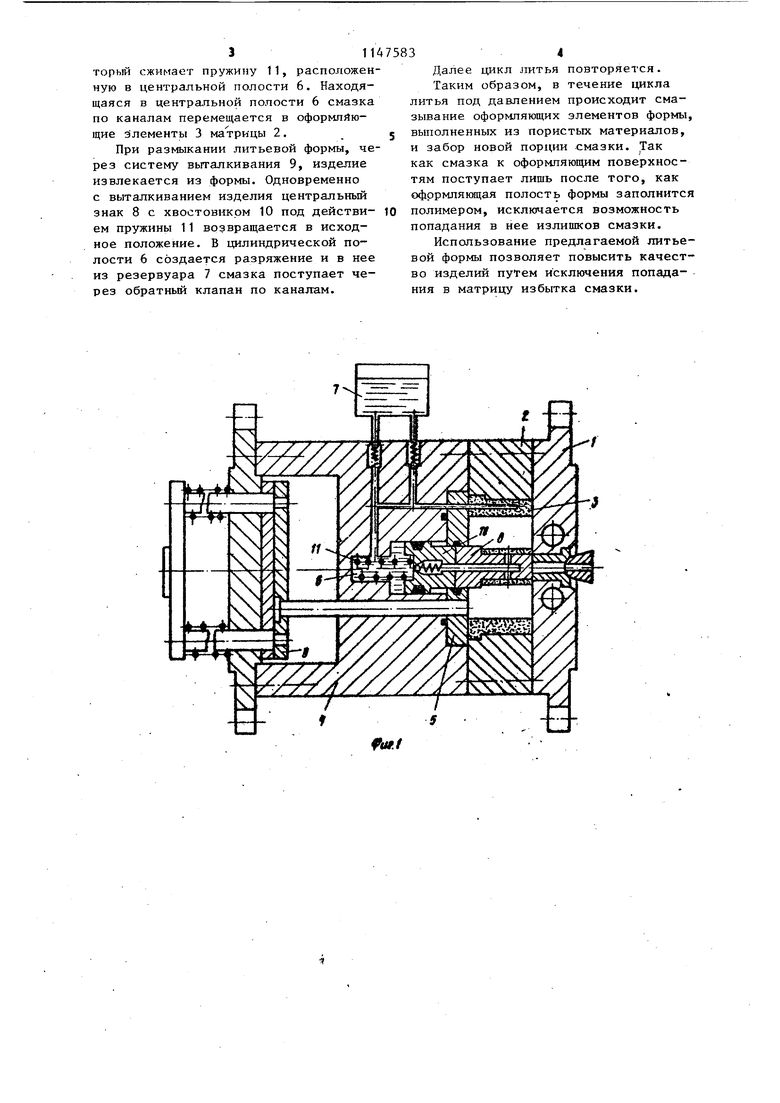
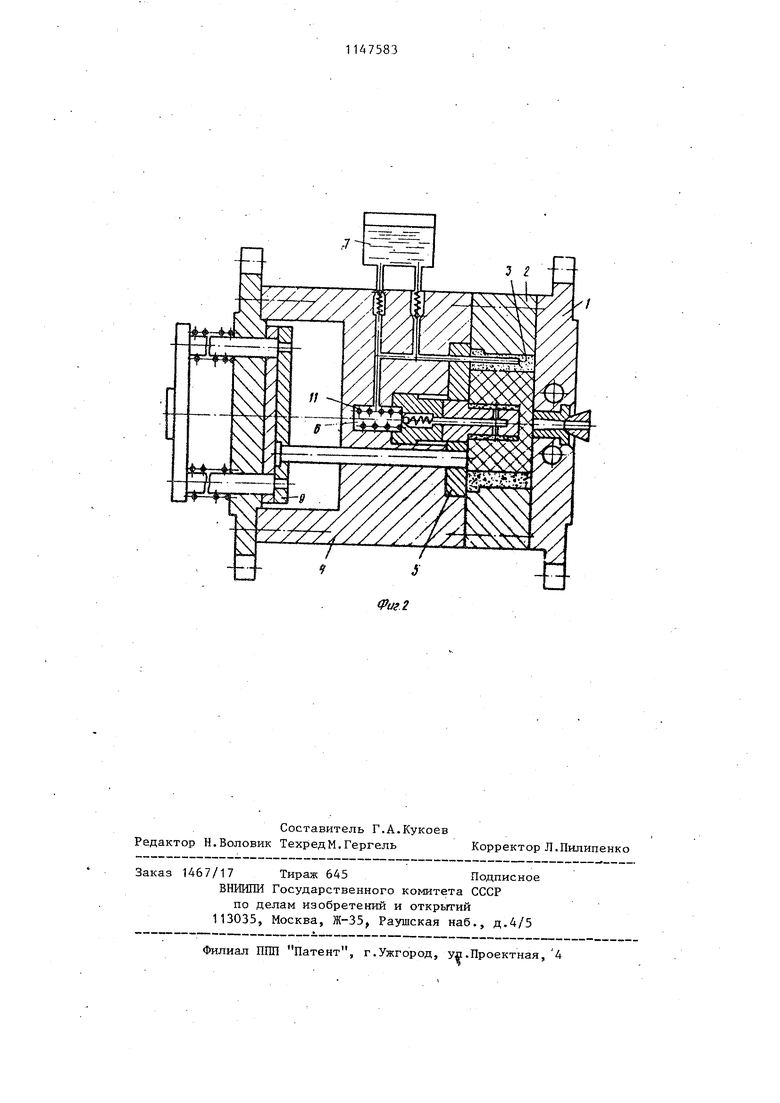
00 1 1 Изобретение относится к переработ ке пластмасс в изделия и может быть использовано при изготсрвлении полимерных изделий методом литья под дав лением в металлические формы. Известна литьевая форма для изготовления, полимерных изделий, содержащая неподвижную и подвижную полуматрицы, оформляющий знак, основание выполненное с цилиндрической полостью, которая Соединена с резервуаром со смазкой и с оформлякщими элементами, плиту. Форма снабжена мембраной, закрепленной в промежуточной плите и образующей с ней полость под смазку; при чем промежуточная плита выполнена в виде корпуса пневмоцилиндра, а плита с трубчатым выталкивателем - в ви де поршня пневмоцилиндра. На трубчатом выталкивателе и оформляющем знаке выполнены кольцевые проточки, сообщенные через каналы в трубчатом вы талкивателе и промежуточной плите с полостью под смаэку Qj . Известная форма позволяет производить смазку оформляющих поверх ностей в автоматическом режиме, однако она пригодна лишь для изготовления изделий простой конфигурации,так как для смазьшания оформляющих поверхностей матрицы необходимо, чтобы наружная поверхность трубчатого выталкивателя соответствовала конфигурации наружной поверхности изделия. Кроме того, в форме возможно попаданиена поверхность оформлякяцих поверхнос тей матрицы излишков смазки, которые необходимо удалять вручную, в резуль тате чего снижается производительность труда и качество изделии. Наиболее близкой к предлагаемой литьевой форме для изготовления полимерных изделий по технической сущности и достигаемому результату является литьевая форма, содержащая литниковую плиту, матрицу с оформляющими элементами из пористого материала, основ.ание, жестка связанную с ним промежуточную плиту, выполненную с цилиндрической полостью, которая соединена с резервуаром со смазкой и с оформляющими элементами из порис того материала, центральньй знак и систему выталкивания . Однако данная литьевая форма характеризуется тем, что смазка оформляющих поверхностей матрицы, вьшол832ценной из пористых материа: ов, производится на стадии выталкивания изделия, при этом возможно попадание большого количества жидкой смазки в оформляющую полость формы, что приводит к ухудшению качества получаемых изделий. Цель изобретения - повышение качества изделий путем исключения попаДания в матрицу избытка смазки. Поставленная цель достигается тем, что в литьевой форме, содержащей литниковую плиту, матрицу с оформляющими элементами из пористого материала, основание, жестко связанную с ним промежуточную плиту, вьтолненную с цилиндрической полостью, которая соединена с резервуаром со смазкой и с оформляющими элементами из пористого материала, центральный знак и систему выталкивания, центральный знак установлен с возможностью осевого перемещения, а его хвостовик выполнен в виде плунжера и размещен в цилиндрической полости промежуточной плиты и подпружинен. На фиг.1 изображена литьевая форма в сомкнутом положении, на фиг.2 -. то же, в момент окончания заполнения полости формы расплавом полимера. Литьевая форма содержит литниковую плиту 1, матрицу 2 с оформляющими элементами 3 из пористого материала, основание 4, жестко связанную с ним промежуточную плиту 5, вьтолненную с цилиндрической полостью 6, которая соединена с резервуаром 7 со смазкой и с оформлякщими элементами 3 из пористого материала, центральный знак 8 и систему выталкивания 9, причем центральный знак 8 установлен с возможностью осевого перемещения в промежуточной плите 5, а его хвостовик . 10 выполнен в виде плунжера и размещен в 1ршиндрической полости 6 промежуточной плиты 5 и подпружинен пружиной 11. Литьевая форма работает следующим образом. После смыкания литьевой формы производится впрыск расплава в оформляюя(ую полость, образованную элементами 3 из пористого материала. По мере заполнения расплавом давлениев ней возрастает, происходит уплбтнение полимера, при этом в промежуточной плите 5 перемещается центральный знак 8 с хвостовиком 10, ко311торьй сжимает пружину 11, расположен ную в центральной полости 6. Находящаяся в центральной полости 6 смазка по каналам перемещается в оформляющие 21лементы 3 матрицы 2. При размыкании литьевой формы, через систему выталкивания 9, изделие извлекается из формы. Одновременно с выталкиванием изделия центральный знак 8 с хвостовиком 10 под действием пружины 11 возвращается в исходное положение. В цилиндрической полости 6 создается разряжение и в нее из резервуара 7 смазка поступает через обратный клапан по каналам. 34 Далее цикл литья повторяется. Таким образом, в течение цикла литья под давлением происходит смазывание оформпяющих элементов формы, выполненных из пористых материалов, и забор новой порции смазки. Так как смазка к оформпяющим поверхностям поступает лишь после того, как офррмлякицая полость формы заполнится полимером, исключается возможность попадания в нее излишков смазки. Использование предлагаемой литьевой формы позволяет повысить качество изделий путем исключения попадания в матрицу избытка смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1979 |
|
SU891453A1 |
| Литьевая форма для изготовления полимерных изделий | 1979 |
|
SU891452A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Многоместная литьевая форма | 1990 |
|
SU1776232A3 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| Литьевая форма для изготовления сепараторов подшипников | 1985 |
|
SU1380982A1 |
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая литниковую плиту, матрицу с оформляющими элементами из пористого материала, основание, жестко связанную с ним промежуточную плиту, вьтолненную с цилиндрической полостью, которая соединена с резервуаром со смазкой и с оформляющими элементами из пористого материала, центральный знак и систему выталкивания, огличающа4Я с я тем,что, с целью повышения ка1чества изделий за счет исключения попадания в матрицу избытка смазки,центральный знак установлен с возможностью осевого перемещения, а его хвостовик вьтолнен в виде плунжера, размещен в цилиндрической полости промежуточной плиты и подпружинен. (Л
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изготовления полимерных изделий | 1979 |
|
SU891453A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для изготовления полимерных изделий | 1979 |
|
SU891452A1 |
| Солесос | 1922 |
|
SU29A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
