Изобретение oiносится к области изготовления изделий из термопластов методом литья под давлением.
Цель изобретения повышение качества изделий и увеличение производительности которая достигается тем, что подпрессовка отливки осуществляется с начала поступления расплава в формующую полость и на протяжении формования, остывания и крис- таллизапии изделий, а форма выполняется многогнездной.
На фиг. 1 изображена литьевая форма после смьлкания до начала впрыска полимера; на фи1. 2 то же на момент начала выдержки под давлением; на фиг. 3 - литьевая форма с полостью охлаждения знаков поеле смыкапия формы до начала впрыска полимера; на фиг. 4 то же, на момент па- чала выдержки под давлением; на фиг. 5 сечение .Л А на фиг. 1.
Литьевая форма содержит оформляюн1,ую плиту 1 и основапие, корпус 2, корпус 3 с матрицами 4, выполненными относительно подвижными в осевом направлении, центральный выталкиватель о, выталкиватели 6, установленные с возможностью контакта с ненодвижной оформляюп;ей плитой 1, упорную втулку 7, установленпую подвижной в осевом напра. 1ении, 1 оловку 8, установленную с возможностью нагружения нружины 9 дав лением 1)асплава. Выталкиватели 6 нагружены компенсирующим механизмом 10, установленном на основании 2, Упор- пая втулка 7 и выталкиватели 6 находятся в силовом зацеи.1ении между собой с помо- П1ью комнепсирую1пего механи; ма 10 и выполнены с шгшпжиостью |)здейсти.1И на пн.х давления расплава, причем силовое зацепление между выталкивателями 6 и упорной втулкой 7 О1рапичено возможностью хода последней, а выталкиватели 6 имеют возможность осевого перемептения, О1фаничен- ного упором 11.
элементы компенсирующего механизма 10 вынолнены составными из упругих тел 12 и 13, обладающих различными характеристиками, нричем одни выполнены из эластомера (например, нолиурета- новые шайбыI и установлены с возможностью деформации для обеспечения выталкивания отливки 14, а другие тарельчатые пружины 13, установлены с возможностью обеспечения усилия подпрессовки отливки 14. Выталкиватели 6 имеют бурт 15 для обеспечения силового взаимодействия с упорной вту, 1кой 7. Корпус 3 и матрипы вы- полпены с татенциальными литниками 16 (фи1. 5). Viipyiне :(лементы 12 и 13 имеют по;1зуны 17 и 18. В литьевой форме вьпюл- нен сте)жень 19 д, 1я оформления отве)стия в от,1ивке 4.
Литьевая фо)ма работает следуюнтим (j6- разом.
После смыкания литьевой формы происходит Biipi icK расплава полимера через
5
0
5
литник 20 оформляющей плиты 1. При достижении расплавом полимера необходимого давления головка 8 движется влево под давлением расплава, нагружая пружину 9, входит в силовой контакт с упорной втулкой 7 и движется вместе с ней. В этот момент открываются тангенциальные литники 16 (фиг. 5). а упорная втулка 7 входит в силовое взаимодействие с буртками 16 выталкивателей 6 и открывает полость формы. Начинается «пр(х-трел расплава в полость формы. Заполняя ее, расплав действует на выталкиватель fi, заставляя последний двигаться влево, деформируя и нагружая лоли- уретановые щайбы 12 компенсирующего механизма 10 через по;1зун 17. Движение выталкивателя 6 влево продолжается, при атом силовое зацепление бурта 15 упорной втулки 7 прекрап1ается и позун 17 упирается в ползун 18, деформация упругих шайб 12 прекрапаается, начинается деформация тарельчатых пружин 13.
Движение вьгталкивателя 16 влево ограничено или ус;1овием равенства усилий тарельчатых нружин 13 и давлением расплава в форме или упором II через позуны 17 и 18. Прекра1цается впрыск расплава через литник 20 и начинается кристаллизация литников 16 и 20. По мере остывания и кристаллизации отлив(ж 14 (фиг. 2) цроисходит их подцрессовка выталкивателями 6 с усилием «взведенной тарельчатой пружины 13. После выдержки под давлением и ох- ;|аждения происходит размыкание формы. В связи с больн1им уплотнением материала в форме отливки движутся вправо вместе с подвижной матрицей 4 на величину хода деформации таре,1ьчатых пружин 13. Подвижная матрица 4 со |ровождает отливку 14 до включения в действие значительно меньших уси. 1ий выталкивания, получаемых с помо- П1ью полиуретановых шайб 12.
При движении оформляющей плиты 1 вправо происходит отделение от нее литнико0 вой системы. Дальнейниж ход выталкивания отде,;1яет от от.швки 14 литниковую систему нричем литниковая система «сбрасывается с помощью центра;1ьно1-о выталкивателя 5, приводимого в действие от литьевой машины (не показана) и головки 8. Все механизмы приходят в исходное положение, а относительно подвижная матрица 4 и головка 8 приходят в исходпое положение при смыкании формы.
Далее цикл повторяется. Литьевая форма, показанная на фиг. 3 4, отличается от приведенной на фиг. 1 тем, что в форме выполнена полость 21 лаждения выталкивателей 6, а также имеется зазор б между буртом 15 и упорной втулкой 7 в исходном положении всех механиз5 мов. Форма выпо.пнена с уплотнениями 22 для предотвран1ения попадания охлаждающей жидкости в иолость и механизмы формы.
0
5
5
0
и и 2 ох3 и 4) работает полимера
Литьевая форма (фиг. следующим образом.
При достижении расплавом необходимого давления головка 8 движется влево под действием расплава, нагружая пружину 9, входит в силовой контакт с упорной втулкой 8 и движется вместе с ней. В этот момент открывает тангенциальный литник 16 и начинается «прострел расплава в полость в формы, и только после прохода зазора б упорной втулкой 7 она входит в силовое зацепление с буртом 15 и выталкиватель 6 начинает движение влево. Заполнение полости расплавом также происходит иначе.
Для отвода тепла предусмотрена полость 21 охлаждения выталкивателей 6, которые при своем движении влево освобождают полость формы для вновь поступающего расплава. В остальном процесс аналогичен указанному (по фиг. 1 и 2).
Предложенная конструкция позноляет получать качественные отливки за счет подпрессовки отливки с начала поступления расплава в формующую полость и на протяжении формования, остывания и кристаллизации изделий.
W5/7Г7 5 8 20
Формула изобретения
0
1.Литьевая форма для изготовления изделий из термопластов, содержащая неподвижную оформляющую плиту и подвижную полуформу, включающую основание, корпус с подвижной относительно него в продольном направлении матрицей, литниковую систему и компенсирующий механизм, включающий выталкиватель изделия с упрушм элементом, отличающаяся тем, что, с целью повыщения качества изделий и увеличения производительности, форма снабжена центральным подпружиненным выталкивателем, литников, выполненным с головкой, и ytiop5 ной втулкой головки, причем упорная втулка установлена с возможностью ограниченного перемещения и взаимодействия с выта,тки- вателем, который выполнен с буртом, при этом упорная втулка выталкивателя изделий и литника установлена с возможностью контакта с неподвижной оформляющей плитой, а разводящие каналы литнико- Boii системы выполнены в торце корпуса.
2.Форма по п. 1, отличающаяся тем, что упругие элементы выполнены составными из тарельчатых пружин и шайб из эластомера.
А
0
5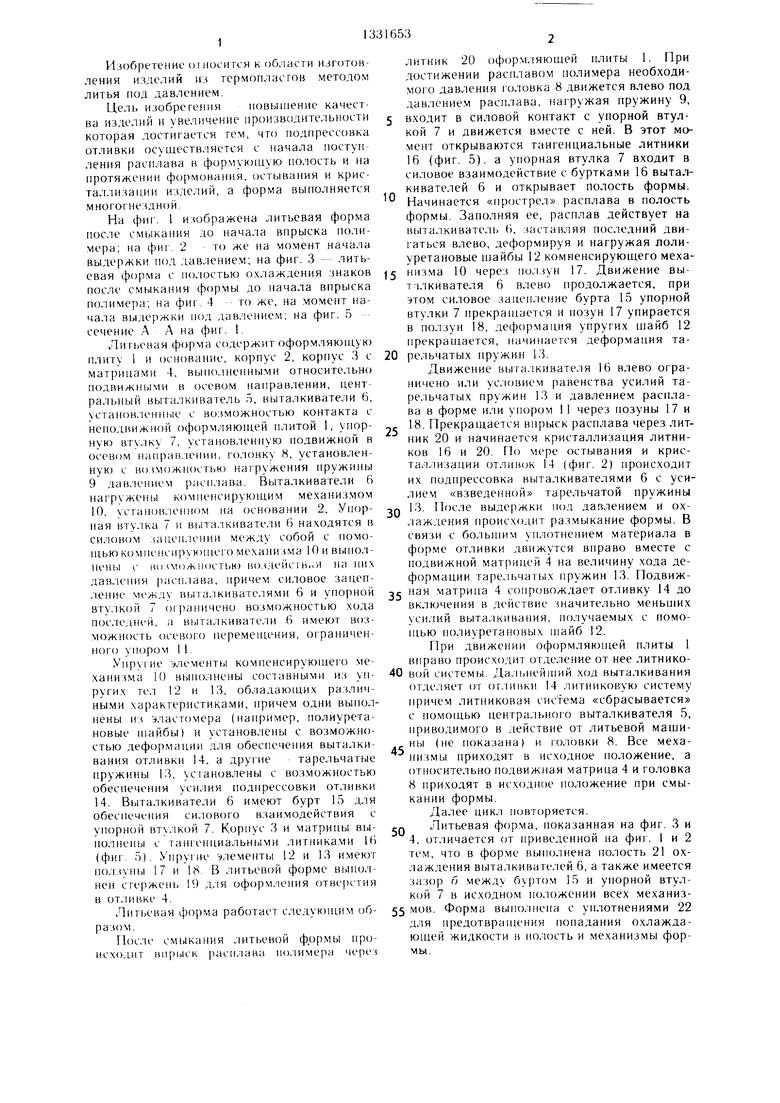

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1123861A1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Литьевая форма для изготовления полых изделий из термопластов | 1972 |
|
SU476172A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Литьевая форма | 1982 |
|
SU1036564A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |

Изобретение относится к литьевым формам для изготовления полимерных изделий. Для новьпнения качества изделий и увеличения производительности формы она снабжена подпружиненным выталкивателем .щтников, выполненным с головкой, и упорной втулкой для головки, причем унорная втулка установлена с возможностью ограниченного перемещения и взаимодействия с выталкивателем, который выно,тнен с буртом, при этом упорная втулка, выталкиватели изделий и ,титников установлены с возможностью контакта с неподвижной оформляю- Н1ей плитой, а в торне корпуса выпо,п1е- ны разводящие литниковые каналы. При поступлении расплава полимера в форму перемещается выталкиватель литников, который воздействует на упорную втулку и через неена выталкиватели изделий, которые по мере поступления расплава отводятся, сжимая упругие элементы. 1 з.п. ф-лы, 5 и,т. 00 со О) сд оо
Фиг2
22
8 1
j f-Л 7 л--лФ уг.4 /1-/1
i- /
.
(j)cr;iiuiir.ii, li. MaMN iiiKMH
Тсчрел И. lU iH CK jppfKTop В Б тя1-а
I ириж Г)(14Подписное
ВНИИПИ Г()с ларстиениого комип Т,) ГС (Р по делим н.юбретений и открытий
113035, Москва, Ж 35. 1 аушская наб,. д. 4;5 Пр(1И (иодственпо-молиграфпческое предприятие, г. Ужгород, ул. Проектная. 4
Редактор В. Лапк Зака) 3735:1 I
| Литьевая форма для изготовления полимерных изделий (ее варианты) | 1985 |
|
SU1256980A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
