Известен агрегат для закалки тонких мелких изделий, состоящий из механизма загрузки изделий, нагревательной печи и закалочной ванны с транспортером выдачи изделий. Изделия укладываются в лотки, затем толкателем, перемендающимся по направляющим, подаются В печь. Пройдя зону нагрева, изделия падают через небольшую щель, образованную задней стенкой печи и подом, в закалочную ванну.
Описываемый агрегат отличается от известного тем, что загрузочное устройство состоит из направляющих планок, ползуна и троса с ПОСТОЯННЫМ натяжением от , а для ориентированного падения изделий в закалочную ,ванну под имеет сквозной паз. В агрегате такой конструкции изделия автоматически подаются в зону нагрева.
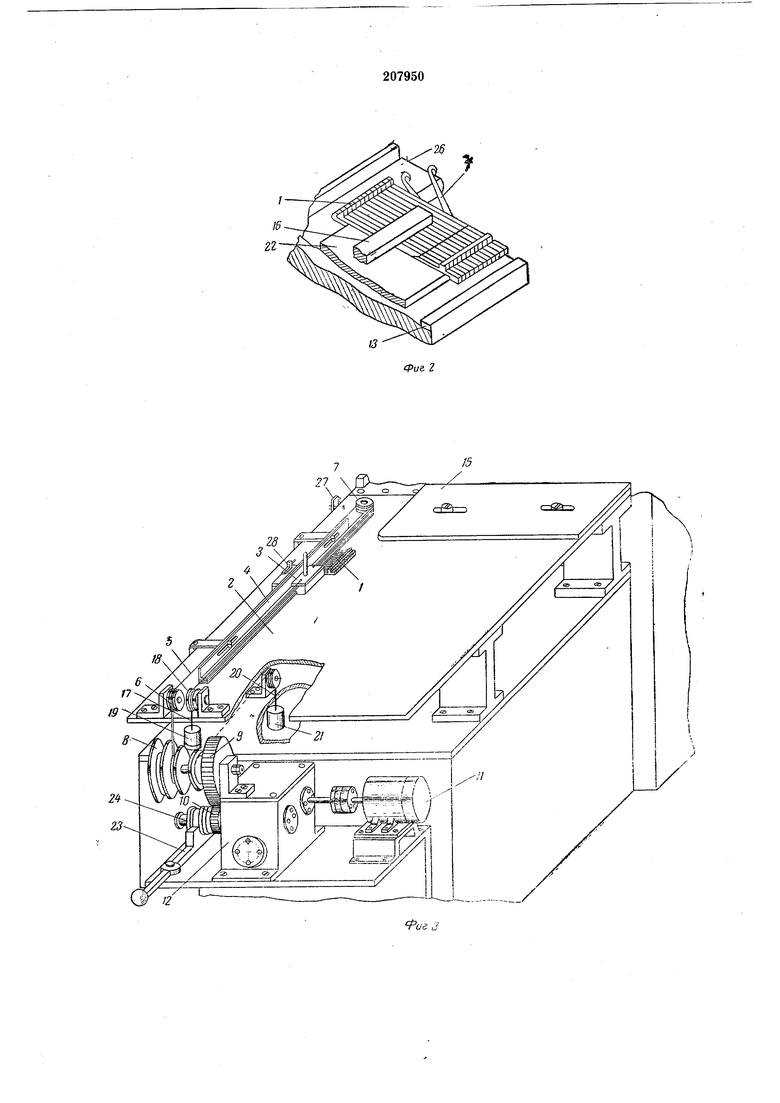
На фиг. 1 показана схема агрегата; на фиг. 2 - часть пода печи над окном выгрузки изделий в закалочную ванну; на фит. 3- механизм загрузки и подачи изделий в зону нагрева.
Изделия 1 укладываются на плиту 2. Затем ползуном 3, движущимся по направляющей 4 при помощи троса 5, проходящего по роликам 6 я 7 барабана 8, получающего вращение посредством шестерен 9 и 10 от электродвигателя 11 через редуктор 12, лродвигаются по корытообразному поду 13 электропечи 14. Для ориентированного движения изделий пре.ауомотрены направляющие планки 15 и 16.
Нить 17, проходящая через ролик 18, создает постоялиое натяжение троса; один ее конец прикреплен к ползуну, а другой - к грузу 19. Нить 20 обеспечивает натяжение троса во время отведения ползуна; один ее конец прикреплен к барабану 8, а другой к грузу 21.
По окончании работы -последние изделия досылаются при помощи вспомогательной пластинки 22.
При загрузке очередной порции изделий ползун отводится в крайнее положение при помощи отводки 23 и муфты 24. В образовавшееся при этом свободное пространство между крайними изделиями и ползуном оператор вводит очередную порцию деталей. Нагретые ;и прошедшие термическую правку .по плоскости изделия через выгрузочное окно 25, поштучно подаются в закалочную жидкость. Иглы одним концом поступают с пода печи, а другим - более легким концом со стороны крючков они задерживаются на уступе 26. Благодаря этому изделия развертываются и из горизонтального положения постепенно переходят в вертикальное.
Во избежание обрыва троса предусмотрен датчик 27, который срабатывает при соприкосновении с ииим замыкателя 28.
Для нагрева изделий предназначены натреватели 29. Во избежание подстуживания изделий и подсоса воздуха в рабочую камеру печи один .конец патрубка 30 герметично прикреплен к кожуху печи, а другой опущен в закалочную среду.
Изделия выгружаются из закалочной ванны 31 В корзину 32, установленную на столе 33, при ПОМОЩИ конвейера 34, приводимого от электродвигателя 35 через редуктор 36.
Предмет изобретения
Агрегат для закалки изделий, например трикотажных игл, содержащий механизм загрузки изделий, нагревательную камеру и закалочную ванну с транспортером выдачи изделий, от.шчающийся тем, что, с целью автоматической подачи изделий в зону нагрева, механизм загрузки состоит из направляющих планок с ползуном, связанным тросом с барабаном, а для ориентированного падения изделий в закалочную ванну под имеет сквозной паз.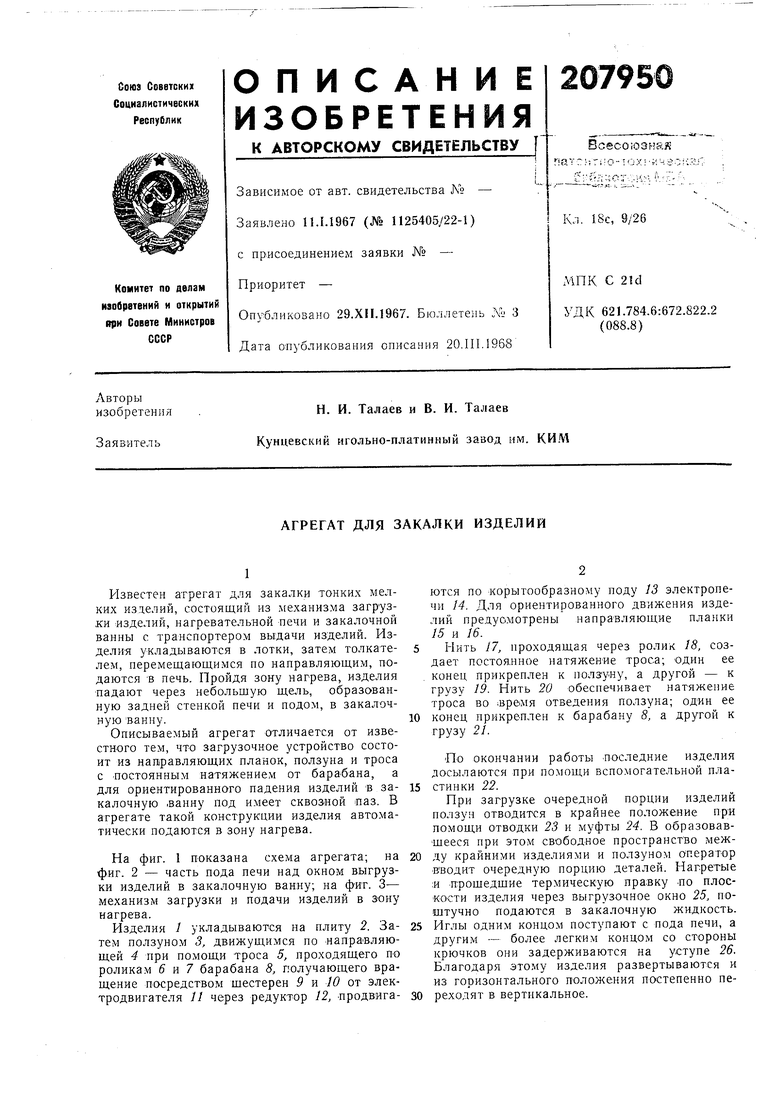

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Закалочная ванна с псевдоожиженнымСлОЕМ | 1978 |
|
SU850695A1 |
| МЕХАНИЗМ ПОДАЧИ ТРИКОТАЖНЫХ ЯЗЫЧКОВЫХ ИГЛ | 1967 |
|
SU204308A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для закалки изделий | 1981 |
|
SU1014940A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ДУГООБРАЗНОЙ ФОРМЫ | 2003 |
|
RU2240357C1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Агрегат для термообработки | 1985 |
|
SU1370409A1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |