Изобретение относится к обработке металлов давлением, а именно к способам повышения точности прокатки, и является усовершенствованием способа по основному авт. св. W 1026876, Цель изобретения - повышение качества поверхности полосы и улучшение ее формы путем устранения проскальзывания верхнего рабочего валка относительно опорного.
На фиг. I .представлена схема приложения усилий гидроуравновешивания и гидроизгиба на стане 1700 кварто} на фигл 2 диаграммы изменения усилий эа цикл прокатки для случая,, когда скорость изменения алгебраической сункы УСИЛИЙ Qyj, гидроуравновешивания и Q J,, гидроизгиба меньше скоростй изменения усилия Ррр прокатки; как усилие прокатки в процессе
Пр
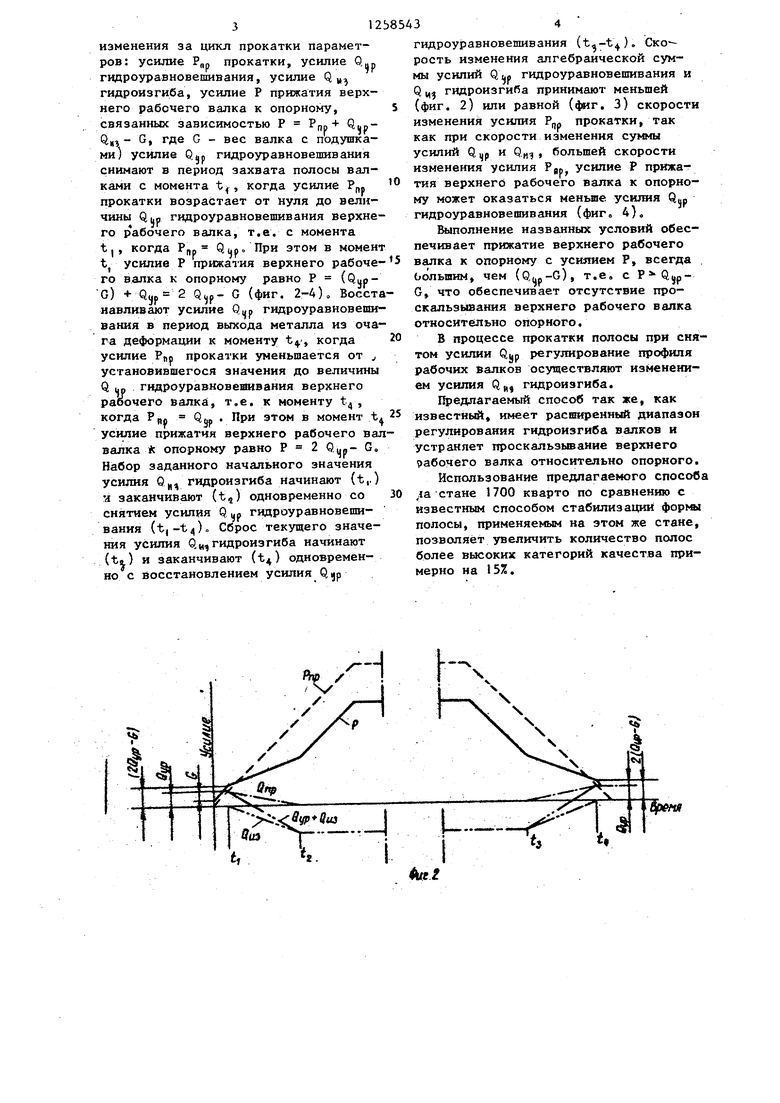
на фиг. 3 - то же, для случая, когда скорость изменения алгебраической суммы усилий Qtjp гидроуравновешивания и QH, гидроизгиба равна скорости изменения усилия Р-п прокатки; на
ЭС
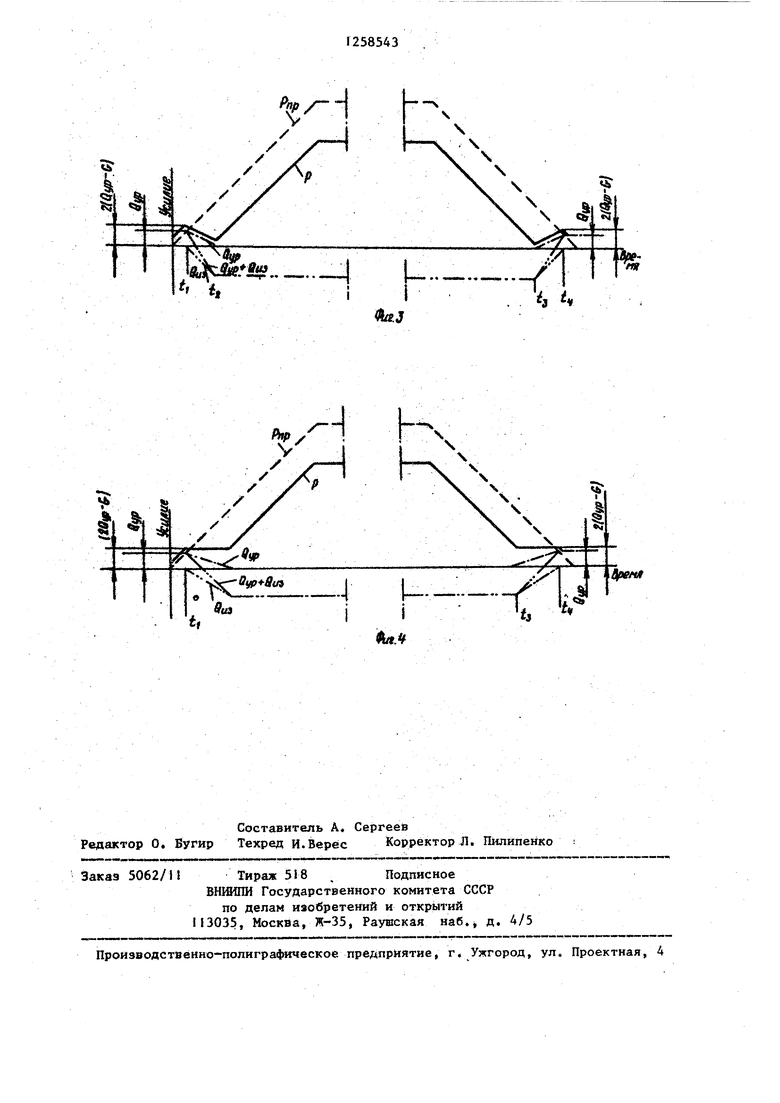
фиг. 4 - для случая, когда скорость измёнения алгебраической суммы усилий QUJ, гидроуравновешивания и Q гидроизгиба больше скорости изменения усилия РМ прокатки.
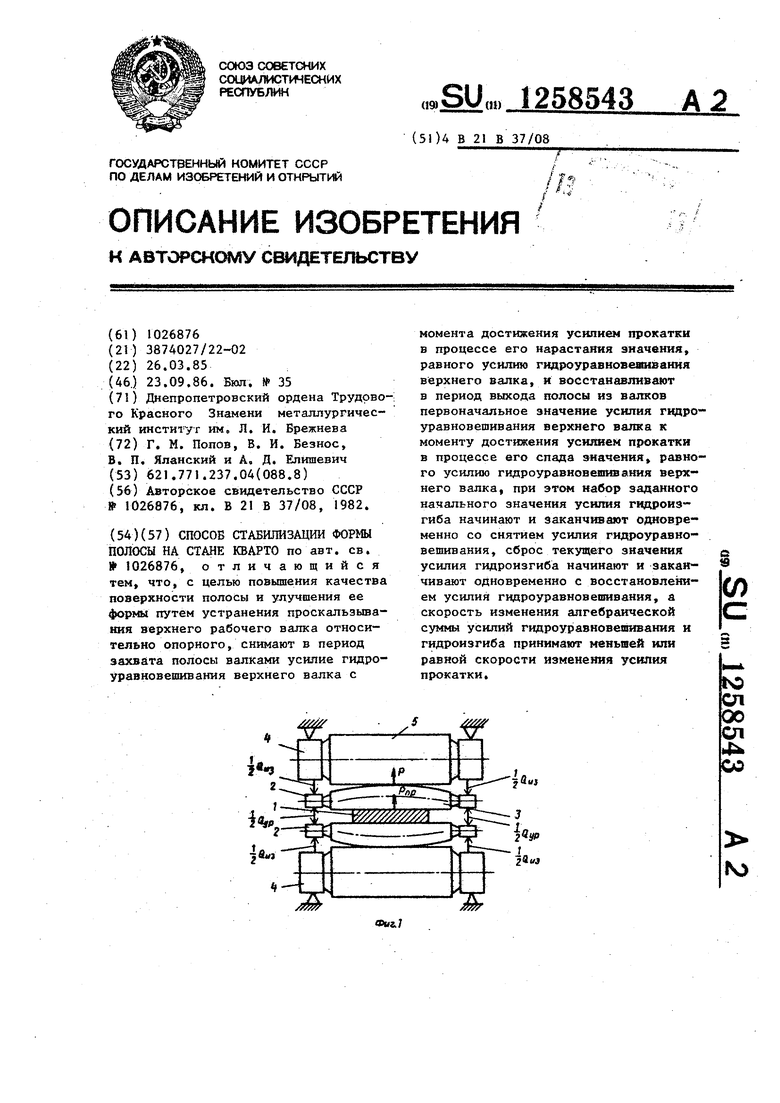
На схеме (фиг. 1) обозначены пояо- 30 са 1, подушки 2 рабочих валков 3, подушки 4 валков 5.
При прокатке полос согласно известному способу в период захвата
20 заполнения очага деформации достиг
ет значения, равного
Р
49
т.е
при Рпр
Q,
УР
цр , то, поскольку QI,, о, усилие прижатия рабоче
валка 3 к опорному валку 5 Р Р. G Qijp - G что не обеспечивает от ствие проскальзывания рабочего вал по опорному. При установке заданно начального значения Q щ гидроизгиб до снятия усилия Q IJP гидроуравнове шивания, т.е. при Q и, 7 dO и Qap усилие прижатия Р рабочего валка к опорному еще меньше: Р Рд - G - Аналогично в период выхода полосы
из валков уси.пие - G, если полосы I валками 3 усил1ге гидро- 35 усилие Q
цр приложить в тот момент, когда в процессе уменьшения усилия прокатки Ррр от установившегося значения до нуля по мере выхода м талла из очага деформации усилие г прокатки РПВ становится меньше уси лия Qbp гидроуравновешивания, т.е. Р и - Qap , что также не обеспечивае отсутствие проскальзывания
уравновешивания верхнего валка, деи- ствукщее .между подушками 2 рабочих валков, снимают, а в период выхода полосы I из рабочих валков 3 восстанавливают его первоначальное значение.40 Это обеспечивает расширение -диапазона регулирования результирующего усилия Qj,,p гидроизгиба валков на величину
ЧР рования
цр приложить в тот момент, когда в процессе уменьшения усилия прокатки Ррр от установившегося значения до нуля по мере выхода металла из очага деформации усилие г прокатки РПВ становится меньше усилия Qbp гидроуравновешивания, т.е. Р и - Qap , что также не обеспечивает отсутствие проскальзывания
Наличие или отсутствие проскальсогласно известным спосое5ам, 45 зьгеания зависит, кроме того, от мопо которьм часть усилия Q гидроиз гиба компенсируется усилием Q. гидроуравновешивания и ПОЗТОМУ Qn4, J) Qy. , в то время как в соответствии со способом по основному авторскому свидетельству результирующее усилив Q,.n в процессе прокатки полосы
Qrt.p QKV
„ . 1.
До входа полосы 1 в клеть О,
Q. й1 0 ® ® ка с подушками, К - коэффициент переуравновешивания, принимаемый по общепринятым нормам, равным 1,2-1,4,
мента начала и окончания набора заданного начального значения усилия Qt,5 гидроизгиба, моментов начала и окончания сброса текущего значения
50 гидроизгиба, а также от Скорости изменения алгебраической суммы усилий Qup Гидроуравновешивания и Q ,, гидроизгиба.
В соответствии с предлагаемьа«{
55 способом стабилизации формы полосы на стане кварто (фиг. , на которых в координатах время - усилие представлен приближенный характер
При этом рабочий валок 3 прижимается к опорному валку 5 с усилием. - Qup го обеспечивает отсутствие проскальзывания рабочего валка по
опорному во время холостого хода. При прокатке без использования известного способа усилие Q гидро- уравновешивания остается и при наличии полосы в валках, а усилие
прижатия Р Q цр - G + Рпр , где Р„ усилие прокатки.
Прокатка с использованием известного способа предполагает снятие усилия Q УР в период захвата полосы
валками. Однако небезразлично, в какой момент периода захвата снимают усилие Qур. Если усилие Qьр гидроуравновешивания снимают до того.
пр
как усилие прокатки в процессе
20 заполнения очага деформации достигает значения, равного
Р
49
т.е.
при Рпр
Q,
УР
цр , то, поскольку QI,, о о, усилие прижатия рабочего
валка 3 к опорному валку 5 Р Р. - G Qijp - G что не обеспечивает отсутствие проскальзывания рабочего валка по опорному. При установке заданного начального значения Q щ гидроизгиба до снятия усилия Q IJP гидроуравновешивания, т.е. при Q и, 7 dO и Qap 0 усилие прижатия Р рабочего валка к опорному еще меньше: Р Рд - G - Q,,. Аналогично в период выхода полосы 1
из валков уси.пие - G, если усилие Q
цр приложить в тот момент, когда в процессе уменьшения усилия прокатки Ррр от установившегося значения до нуля по мере выхода металла из очага деформации усилие г прокатки РПВ становится меньше усилия Qbp гидроуравновешивания, т.е. Р и - Qap , что также не обеспечивает отсутствие проскальзывания
Наличие или отсутствие проскальмента начала и окончания набора заданного начального значения усилия Qt,5 гидроизгиба, моментов начала и окончания сброса текущего значения
гидроизгиба, а также от Скорости изменения алгебраической суммы усилий Qup Гидроуравновешивания и Q ,, гидроизгиба.
В соответствии с предлагаемьа«{
способом стабилизации формы полосы на стане кварто (фиг. , на которых в координатах время - усилие представлен приближенный характер
изменения за цикл прокатки параметров: усилие Р„р прокатки, усилие О,,. гидроуравновешивания, усилие Q ц гидроизгиба, усилие Р прижатия верхнего рабочего валка к опорному, связанных зависимостью Р р QK - G, где G - вес валка с подушками) усилие QJP гидроуравновешивания снимают в период захвата полосы валками с момента t|, когда усилие Р„. прокатки возрастает от нуля до величины Qijp гидроуравновешивания верхнего рабочего валка, т.е. с момента
t, , когда Р
лр
Q
ЧР
При этом в момент
t усилие Р прижатия верхнего рабоче(Qupго валка к опорному равно Р - G) + Q4jp 2 G (фиг. 2-4), Восста иавливают усилие Qup гидроуравновешивания в период выхода металла из оча га деформации к моменту 14.-, когда усилие Pflp прокатки уменьшается от j установившегося значения до величииы Q Up гидроуравновешивания верхнего раоочего валка, т.е. к моменту t , когда РЙО Q
3f
При этом в момент t
усилие прижатия верхнего рабочего вал валка опорному равно Р 2 Qijp- G.
Набор заданного начального значения усилия Ощ гидроизгиба начинают (t,.) и заканчивают (t,) одновременно со снятием усилия Q IJP гидроуравновешивания (t,-t). Сброс текушего значения усилия QK гидроизгиба начинают (t.) и заканчивают (t) одновременно с восстановлением усилия Q р
0
0
5
0
гидроуравновешивания (ta-t). рость изменения алгебраической суммы усилий Q(jp гидроуравновешивания и Q j, гидроизгиПа принимают меньшей (фиг. 2) или равной (фиг. 3) скорости изменения усилия прокатки, так как при скорости изменения суммы усилий Q р и Q. , большей скорости изменения усилия Pgp усилие Р прижатия верхнего рабочего валка к опорному может оказаться меньше усилия гидроуравновешивания (фиг, 4),
Заполнение названных условий обеспечивает прижатие верхнего рабочего валка к опорному с усилием Р, всегда Оольшим, чем (Q(.p-G), т.е, с G, что обеспечивает отсутствие проскальзывания верхнего рабочего валка относительно опорного.
В процессе прокатки полосы при снятом усилии Qyp регулирование профиля рабочих валков осуществляют изменением усилия Q, гидроизгиба.
Предлагаемый способ так же, как известный, имеет расширенный диапазон регулирования гидроизгиба валков и устраняет проскальзьюание верхнего рабочего валка относительно опорного.
Использование предлагаемого способа ta стане 1700 кварто по сравнению с известным способом стабилизации форьш полосы, применяемьм на этом же стане, позволяет увеличить количество полос более высоких категорий качества примерно на 15%.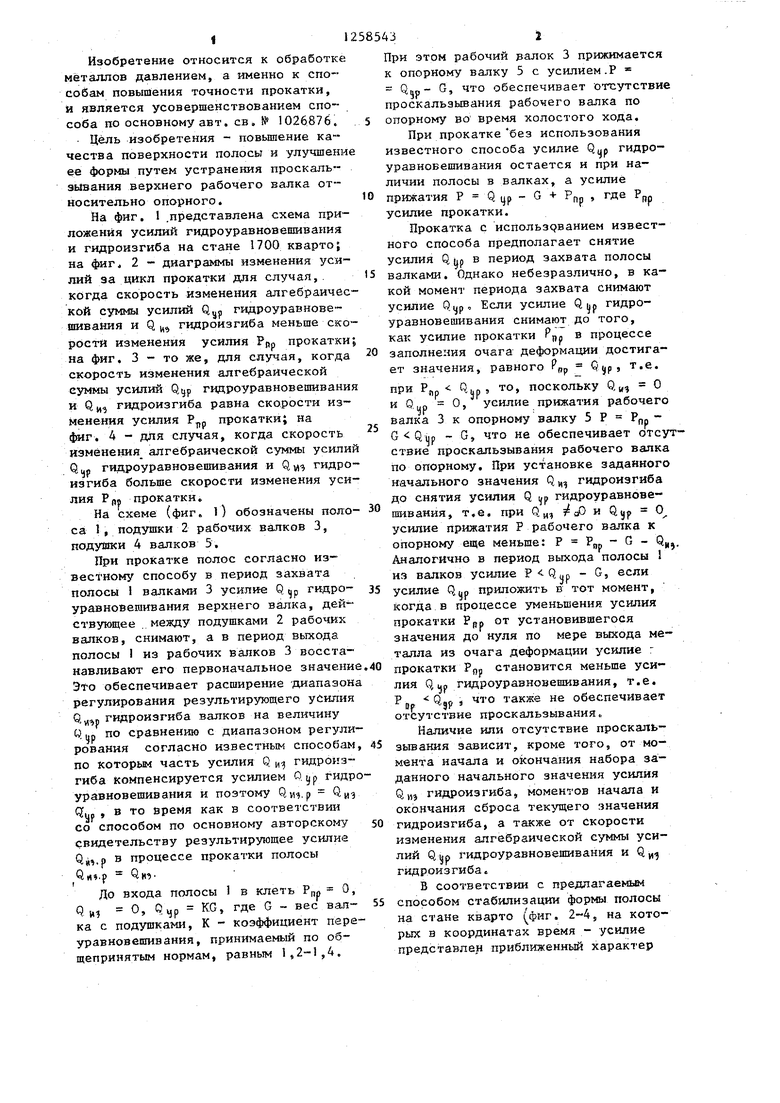
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1974 |
|
SU610578A1 |
| Способ установки рабочих валков листопрокатной клети кварто | 1978 |
|
SU776681A1 |
| Способ стабилизации формы полосы на стане кварто | 1982 |
|
SU1026876A1 |
| Способ тарировки измерителей усилия прокатки | 1987 |
|
SU1419779A1 |
| Устройство для регулирования раствора и профиля валков листопрокатного стана | 1981 |
|
SU1014615A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1984 |
|
SU1201008A2 |
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2011 |
|
RU2471581C1 |
| Устройство дополнительного изгиба рабочих валков прокатной клети кварто | 1977 |
|
SU789178A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1980 |
|
SU900898A1 |
(&
..-...j « I
.ч
Составитель А« Сергеев Редактор О, Бугир Техред И.Верес Корректор Л. Шшипенко
Закаэ 5062/11 Тираж 518 Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий I13035, Москва, Ж-35, Раушская наб. д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ стабилизации формы полосы на стане кварто | 1982 |
|
SU1026876A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
