1
Изобретение относится к оборудованию для обработки металлов давлением, а именно к прокатным клетям листовых станов с гидроизгибом опорнь х валкОв.
Известны прсжатные клети, например, типа кварто, содержащие рабочие и опорные валки, гидравлическое нажимное устройство а также устройства регулирования профиля полосы путем гидроизгиба рабочих валков.
Недостатком указанных клетей является то, что в связи с наблюдающейся тенденщ ей увеличения диаметра опорных валков, с целью повышения жесткости валковой системы и клети в целом, происходит сокращение диапазона регулирования профиля полось осуществляемого путем гидроизгиба опорнь;х валков, поскольку жесткость валковой системы в клети такой конструкции повышается не только по отношению к усилию прокатки, но также и по отношению к регулируюшим усилиям гидроизгиба. В резульгтате для получения необходимого диапазона регулирования, обеспечивающего, в том числе, компенсацию износа и теплового расширения валков, приходится увеличивать
усилия, гидроизгиба, а в ряде случаев такой прогрессивный способ регулирования профиля вообще теряет по этой причине свой смысл. Кроме того, Визвестных клетях усилия регулирования профиля передаются на нажимное устройство и подшипник опорных валков, затрудняя регулирование толщины полось и снижая долговечность подшипников.
Другой недостаток известных клетей состоит Б том, что применение опорных валков увеличенного диаметра, а следовательно и веса,усложняет их изготовление, транспортир сжку и эксплуатацию; в особо крупных станах, где размеры и вес валков находят ся на пределе возможностей машиностроителной промышленности, это создает серьезные а в отдельных случаях, непреодолимые трудности.
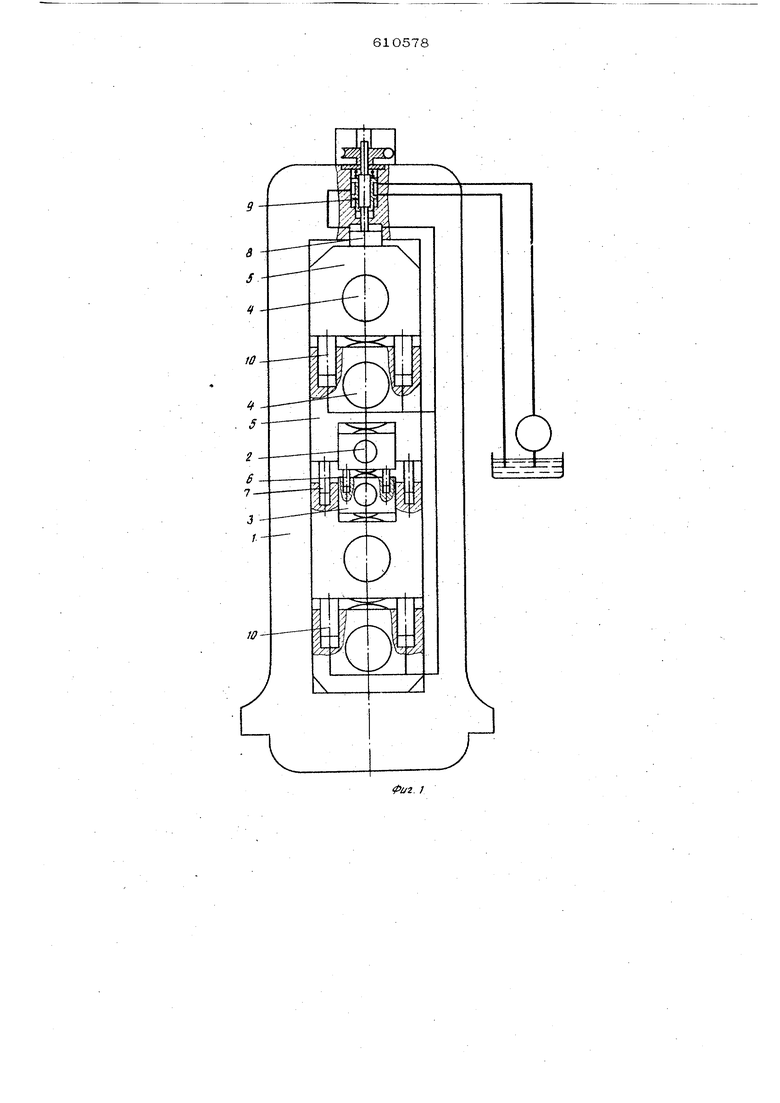
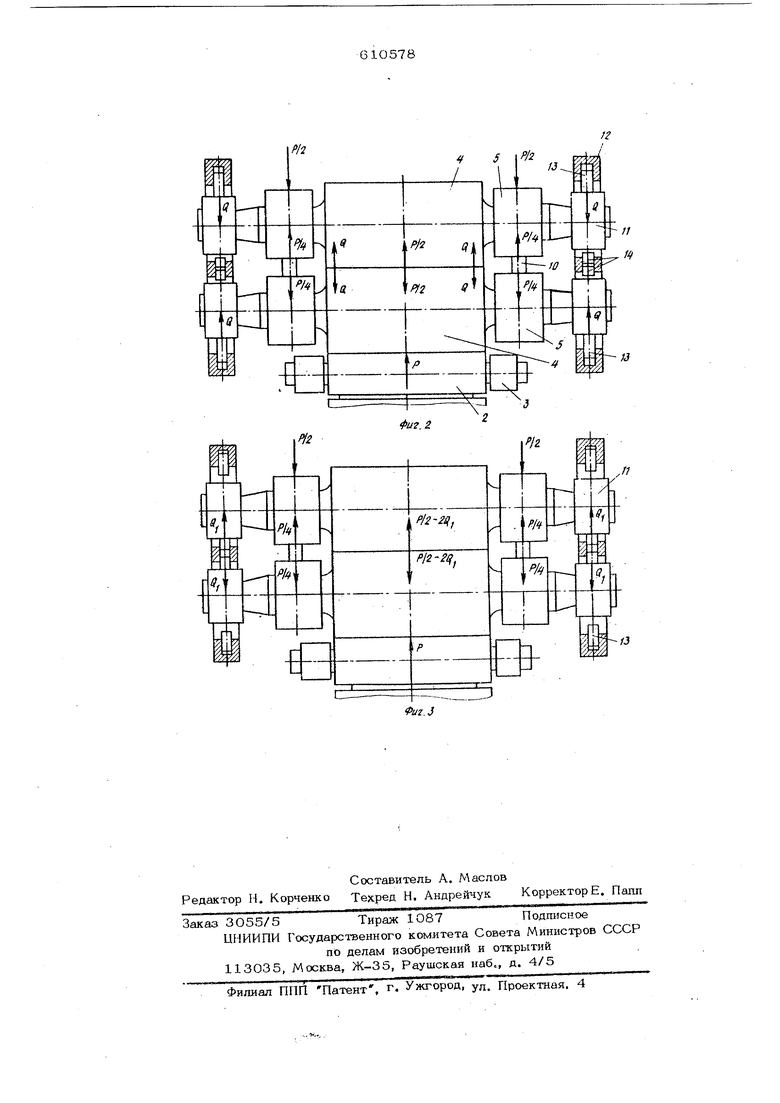
Наиболее близким техническим решением к описываемому изобретеникз является прокатная клеть, содержащая рабочие и по два верхних и нижних смежных опорных валка, размещенных в одной плоскости с рабочими валками. Недостаток данной прокатной клетк наличие устройства дня распреде.ч«1гия усилия прокатки между смежными опсркь{,1и в{|лкаь{и. UentJO изобретения является оптимизация распределения усилий между всеми отюрными валками и повышение тем самым жестк та валковой системы, а также исключение воздействия усилий регулирования профиля на нажимюле устройства клети. Цель достигается тем, что в прокатной клети, содержащей рабочие и, по меньшей мере, по два верхних и нижних смежных оп ных валка, размещенных в одной плоскости с рабочими валЕами, и гидравлическое нажи вое устройство со след$пцим золотником, ме ду подушками смежных опорных валков устан «алены распорные гидроцилиндры, рабочие полости которых гидравлически соединены с рабочей полостью нажимного устройст ва, и обе указанные полости выполнены с заданным отношением рабочих площадей пор ня. -При этом шейки смежных опорных валков взаимосвязаны устройствами гидроизги- ба. Такое выполнение клети обеспечивает распределение усилия прокатки между onoi ными валками в заданном соотношении без применения дополнительных распределительиых устройств. Кроме того, усилия регулирования профиля полосы замыкаются между опорными валками, не передаваясь на их подшипники и нажимные устройства. На фиг, 1 изображена описываемая клет вид сбсжу; на фиг, 2 и 3 - верхняя половина валковой системы, включающая устройств ва гидроизгиба, в двух положениях. Прокатная кЛеть содержит станины 1, в которых размещены рабочие валки 2 с подушками 3 и в одной плоскости с ними два верхних и два нижних опорных валка 4 с подушками 5, Уравновешивание верхнего рабочего валка осуществляется гидрошгунжерами 6, а верхних onopiibtx валков - гидро плунжерами 7. В поперечинах станинь: установлено гидравлическое нажимное устройство, включающее гидроцилиндр 8, управляе, мый по перемещению следящим кромочным золотником 9, 13 каждой паре опорных валков в подушках одного из них, преимущественно нижнего дпя данной пары, находятся распорные гидроцилиндры 10, поршни которых взаимодействуют с подушками смежног опорного валка, Полос/п гидроцилиндра 10 соединены непосредстъонно с полостью гид- роцилиидра 8, Устройство rnapojiariioa смежных опорны валков содержит посаженные на удлиненные шейки этих валков дополинтелыгыс подушки (, .ИГ, 2), охваченные рамой 12, в которой смонтированы гидроплунжеры 13 для противоизгиба и гидроплунжеры 14 для дополнительного изгиба опорных валков. Привод прокатной клети может осуществляться как через рабочие, так и через опорные валки, например смежные с рабочими валками, которые будут именоваться внутренними опорными валками, в отличие от внешних, подушки которых опираются на нажимное устройство и нижнюю поперечину станины соответственно. Прокатная клеть работает следующим образом. Перюд задачей полосы в клеть в гидроцилиндрах 8 нажимного устройства устанавливается некоторое начальное давление, сooivветствующее разнице усилий гидронлунжеров уравновешивания валков и веса верхнего рабочего и верхнего опорного валков. Это же давление имеет место и в распорных гидроцилиндрах 10 смежных опорных валков. При згщаче металла в валки давление в гидроцилиндрах 8 повышается до усилия, соответствующего усилию прокатки. Это же давление передается в гидроцилиндры 10, Соотношение усилий распора с усилием прокатки и, следовательно, распределение усилия прокаохи между смежными опорными валками определяется отношением рабочих площадей поршней в гидроцилиндрах Ю и 8, Например, с целью равномерного распределения усилия прокатки между смежными опорными валками указанное отношение должно быть равно 0,5. При количестве смежных опорных валков более двух равномерное распределение усилия прокатки между ними обеспечивается тем, что рабочая площадь поршней распорных гидроцилиндров в каждой паре должна бы1гь меньше площа- . ди поршней цилиндров гидравлического на- жимнот о устройства в число раз, равное количеству смежных опорных .валков, В случае противоизгиба опорных валков, усилие прокатки Р (см, фиг. 2), действующее со стороны рабочего валка 2 на бочку внутреннего опорного валка 4 (нижнего в данной паре), делится в валковой системе пополам, причем Р/2 его воспринимается бочкой внешнего валка 4 (верхнего в данной паре) и через подшипник передается на его подушки 5, а вторая половина в виде двух сил Р/4 воспринимается подушками 5 внутреннего валка 4 и посредством гидрош1линдров 10 передается непосредственно на подушки 5 внешнего валка 4, минуя его подшипник. Таким образом, и бочки, и обе шейки ск;ежных опорных валков одинаково нагружены половиной усилия прокатки. Усилие противоизгиба Q, развиваемое гидро1щлиндрами 13, передается через
подушки 11 на валки 4 и воспринимается Б виде двух реакций Q в контакте двух смеж ных валков 4, причем зоны приложения указанных реакций смешены к кроим бочек в соответствии с характером взаимных упругих деформаций обоих валков 4.
В случае допсхлнительного изгиба опорных валков (см, фиг. 3) усилие прокатки Р распределяется так же, как уже описано, а усилия QI, развиваемые гидроплунжерами 14, вычитаются из .межвалкового усилия Р/2 в виде реакции 2Qj. Таким образом, если при противоизгибе величина усилия Q не зависит, как известно, от усилия прокатки и определяется только прочностью опорных
валков и их подшинников, то при дополнительном изгибе величина усилия О. в данной конструкции не можот быть больше, чем Р/4
Возмойсны и другие вариаит л конструктивной схемы клега. Так, например, возможна комбинированная клеть, имеющая нижнюю половину валковой системы типа кварто, т,е, с одним опорны( валком, а верхнюю половину, с целью расширения диапазона регулирования профиля, содержащ ю смежные опорные валки. Кроме того, с этой же целью в тех случаях, когда имеется достаточный запас по контактной прочносП опорных валков, рабочую длину бочки каждого наружного опорного валка уменьшоит, например, за счет выполнения скосов на : :i;nunx его бочки
Предлагаемое когструктныое решение клети позволяет, при соУ4заненни той же
жесткости валковой системы, примерно вдвое снизить вес каждого опорного валка (или при том же весе повысить жесткость) и во столько же раз расширить диапазон регулирования профиля патсюы, осуществляемого путем гидроизгиба опорных валков.
Формула изобретения
1.Г1рокат1 ая клеть, преимущественно аистового стана, содержащая рабочие и, по меньшей мере, по два верхних и нижних смежных опорных валка, размещенных в одной плоскости с рабочими валками, и гидравлическое нажимное устройство со следящим золотником, отличающаяс я тем, что, с целью оптимизахши распределения усилий между всеми опорными валками и повышения тем самым жесткости валковой системы, между подушками смежных опорных вшшов установлены распорные гидроцилиндры, рабочие полости которых гидравлически соединены с рабочей полостью нажимного устройства, и обе указанные полости выполнены с заданным отношениех-. рабочих площадей поршней.
2.Клеть по п. 1, о т л и ч а ю щ а яс я тем, что, с целью искшочения воздействия усилий регулирования на нЫе устройства клети, шейки смежных опорных валков взш мосвязаны устройствакш гидроизгиба.
П
.14
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть | 1979 |
|
SU804019A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2281817C1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| Клеть для прокатки листа | 1972 |
|
SU448044A1 |
| Прокатная клеть | 1982 |
|
SU1088819A1 |
.
фиг. 2
