Изобретение относится к прокатному производству, в частности к средствам измерения. Оно может быть использовано для татировки измерителей усилия прокатки прямого действия, которые устанавливаются в клетях ква рто-иёпрерывных и реверсивных листопрокатных станов.
Цель изобретения - повьппение точг кости тарировки и сокращение времени на ее проведение.
На чертеже представлено устройст во, реализующее предлагаемый способ испытания и тарировки измерителей усилия прокатки.
Устройство содержит прокатную клеть 1, нажимные винты 2, подушки 3 опорного валка, меедозы 4 измерителя усилия прокатки, снабженного показывающим прибором 5, сумматор 6 (входящего в комплект измерителя усилия прокатки), рабочие валки 7, гидроцилиндры 8 системы противоиз- гиба, установленные в подушках 9 нижнего рабочего валка, гидроцилиндры 10 дополнительного изгиба, установленные в подупках 11 нижнего опорного аалка, манометры 12 и 13 давления рабочей жидкости в гидро- цилиндрах, запорные вентили 14 - 18, гидрораспределитель 19, напорную маг- гистраль 20, сливную магистраль 21.
Перед началом испытания и тарировки измерителя усилия открывают запорные вентили 14 - I6 и 18 и закрывают запорный вентиль 17. Включают привод мотор-насосов (на чертеже не показано) для создания давления рабочей жидкости в напорной магистрали 20. При отсутствии металла в клети I вращающиеся рабочие валки 7 сводят до взаимного соприкоснования при помощи нажимных винтов 2. Последующим опусканием -нажимных винтов осуществляют выбор лифтов в линии передачи их усилия, причем привод нажимного устройства (на чертеже не показан) отключают в момент времени, соответствующий началу вращения опорных валков. После выбора люфтов нагрузку в клети принимают равной нулю. С помощью потенциометра установки нуля (входит в комплект измерителя, на чертеже не показан) показывающий прибор 5 измерителя усилия устанавливают на О. Задатчик давления рабочей жидкости в системе противоизгиба и дополнительного изгиба рабочих вал0
5
0
5
0
5
0
5
0
5
ков (на чертеже не показано) устанавливают в положение, соответствующее давлению, при котором приращение нагрузки в клети соответствует цене деления показывающего прибора 5 проверяемого измерителя. -С помощью электромагнита Д управления включают гидрораспределитель 19, который соединяет напорную магистраль 20 с гнд- роцилиндрами 8 и 10 противоизгиба и дополнительного изгиба рабочих валков 7. Показание прибора 5 измерителя усилия сопоставляют с показаниями измерителя давления (манометры 12 И 13) и получают таким образом пер- Эую точку тарировочной зависимости (зависимости показаний прибора 5 измерителя от фактичес; ой нагрузки в клети). Затем усилие гидроизгиба снимают путем отключения электромагнита Д гидрораспределителя 19 (через открытые вентили 14 - 16 и 18 полости гидроцилиндров соединяют со сливной магистралью 21). Включают привод нажимных винтов 2, и путем их перемещения вниз восстанавливают нагрузку в клети до зафиксированного на предыдущем (первом) ща ге значения нагруже- ния, контролируя ее по показывающему прибору 5 (при тарировке нагруже- ние винтами ведут до тех пор, пока стрелка показывающего прибора 5 не отклонится до того же деления шкалы, что и при йагружении гидроизгибом на предыдущем шаге). Отключают привод нажимных винтов. Снова включают электромагнит Д гидрораспределителя 19, В результате нагрузка в клети на 2- ом шаге тарировки суммируется с нагрузкой, зафиксированной на 1-ом шаге.
Указанные операции последовательного нагружения повторяют до окончания процесса тарировкн. При максимальных значениях усилия выполняют корректировку показаний прибора 5 с помощью потенциометра Фаза, входящего в комплект аппаратуры измерителя усилия (на чертеже не показано).
Таким образом, по предлагаемому способу тарировки измерителей усилия прокатки непосредственно в клети используют не косвенный параметр (угол поворота нижимных винтов), а прямой- . измеряемое и контролируемое значение
1419779
тарировочной нагрузки. Это позволяет
л
достичь поставленной цели, в именно, повысить и надежность при сокращении времени испытания и тарировки.
Повьппеиие точности тарировки измерителей усилия обеспечивает получение достоверной информации об од- иом из важнейших технологических параметров процесса непрерывной прокатки. Наличие такой информации позволяет рационально загрузить клети непрерывного стана по усилию, что способствует стабилизации процесса.прокатки, особенно тонких полос. Этим обеспечивается получение тонких полос заданной толщины (снижается количество беэзаказной продукции). По- . вышается доля пблос минимальной толщины в сортаменте стана (h 0,46 - - 0,5 мм для 4-клетевого стана 1700), Снижается количество обрывов полос, их продольная разнотолщинность, улуч- щается плоскостность готовых листов .
Формула изобретения Способ тарировки измерителей усилия прокатки преимущественно в клетях кварто-непрерывных и реверсивных станов, включающий воздействие на нажимные винты, выбор люфтов в линии передачи усилия, прижатие валков при их вращении без металла и измерение усилия прижима валков, отличающий ся тем, что, с целью повьппения точности тар фовки и сокращения времени на ее проведение, валки прижимают при помощи гидроцилинд ров дополнительного и/или противоиз- гиба рабочих валков при неизменном положении нажимных винтов, затем измеряют усилие прижима валков, снимают усилие прижима валков, обусловленное гидроцилиндрами дополнительного и/или противоизгиба, а измеренное усилие прижима валков восстанавливают воздействием на нажимные вин- ты и цикл приемов ппвторя1 уг до окончания тарировки измерителей усилия прокатки.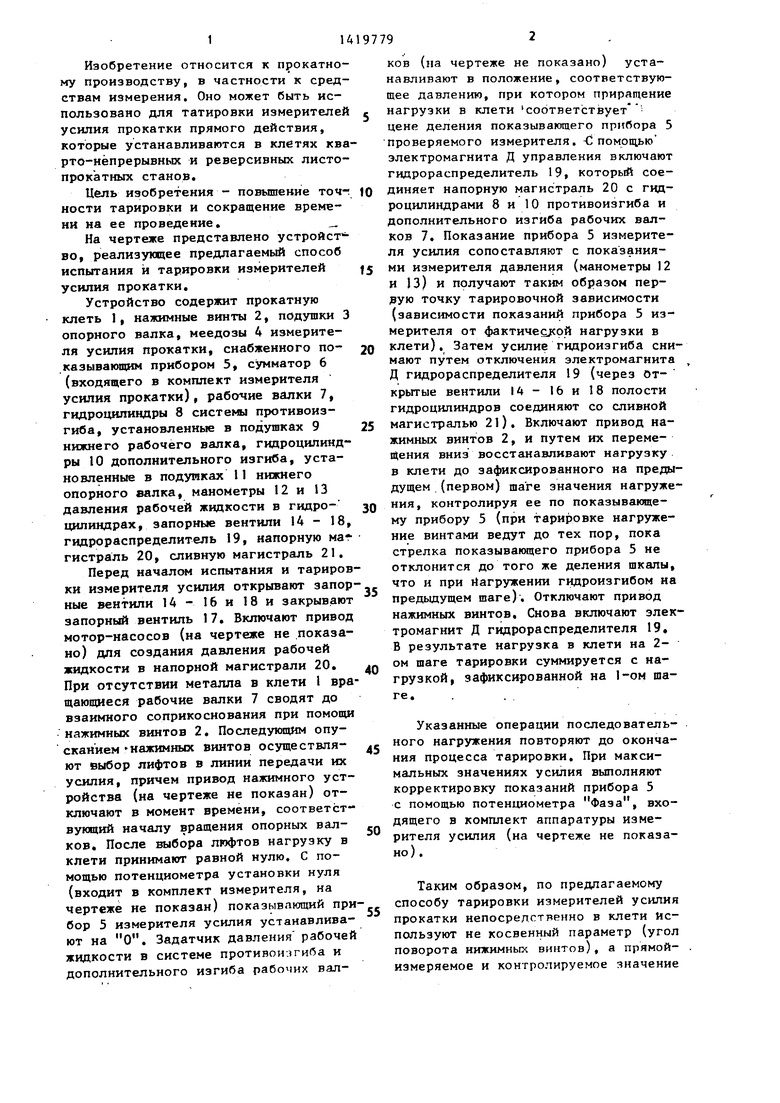

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1974 |
|
SU610578A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| Рабочая клеть прокатного стана | 1981 |
|
SU959858A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Устройство для гидроизгиба рабочих валков непрерывного прокатного стана | 1986 |
|
SU1359037A1 |
| Прокатная клеть кварто | 1975 |
|
SU749465A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| Устройство для регулирования профиля межвалкового зазора четырехвалковой прокатной клети | 1985 |
|
SU1324698A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2281817C1 |
| Устройство дополнительного изгиба рабочих валков прокатной клети кварто | 1977 |
|
SU789178A1 |
Изобретение относится к средствам измерения в прокатном производстве и способам их испытания тарировки, контрольной проверки. Оно может использоваться для испытания и тарировки измерителей усилия прокатки прямого действия в клетях кварто, оснащенных электромеханическими нажимными устройствами и системами гид-, роизгиба рабочих валков. Цель изобретения - повышение точности и сокращение времени на ее проведение. Способ предусматривает сведение валков, выбор люфтов в линии передачи усилия, создание нагрузки непосредственно в клети при-вращающихся валках и страцию усилия с помощью мёсдоз. После выбора люфтов нагружение мес- доз в процессе их испытания и тарировки осуществляют чередующимися поэтапными операциями, в ходе которых мерное значение нагрузки создают при помощи гидроцилиндров дополнительного и/или противоизгиба при отключенном приводе нажимных винтов. Показания измерителя усилия прокатки сопоставляют с показанием измерителя давления в гидропилиндрах. Затем снимают усилие гидроизгиба, а нагрузку, зафиксированную на предыдущем шаге, восстанавливают путем соответствующего перемещения нажимных винтов, контролируя его по измерителю усилия. Указанные операции повторяют вплоть до создания максимально допустимой нагрузки в клети. I ил. с (Л 4 СО
Н
21
| Прибор автоматического контроля в металлургии | |||
| Справочник | |||
| Климовиц- кий М.Д, и Шшпкинский В.И | |||
| М.: Металлургия, 1979, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ контрольной проверки впРОцЕССЕ эКСплуАТАции изМЕРиТЕлядАВлЕНия МЕТАллА HA ВАлКи | 1978 |
|
SU801932A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
