Изобретение относится к черной металлургии, а именно к обработке пруткового проката, и может быть использовано при изготовлении мелкосортного проката и катанки, постав- ляемых в мотках.
Цель изобретения - повышение равномерности механических свойств металла по дпине начального и конечного участков раската.
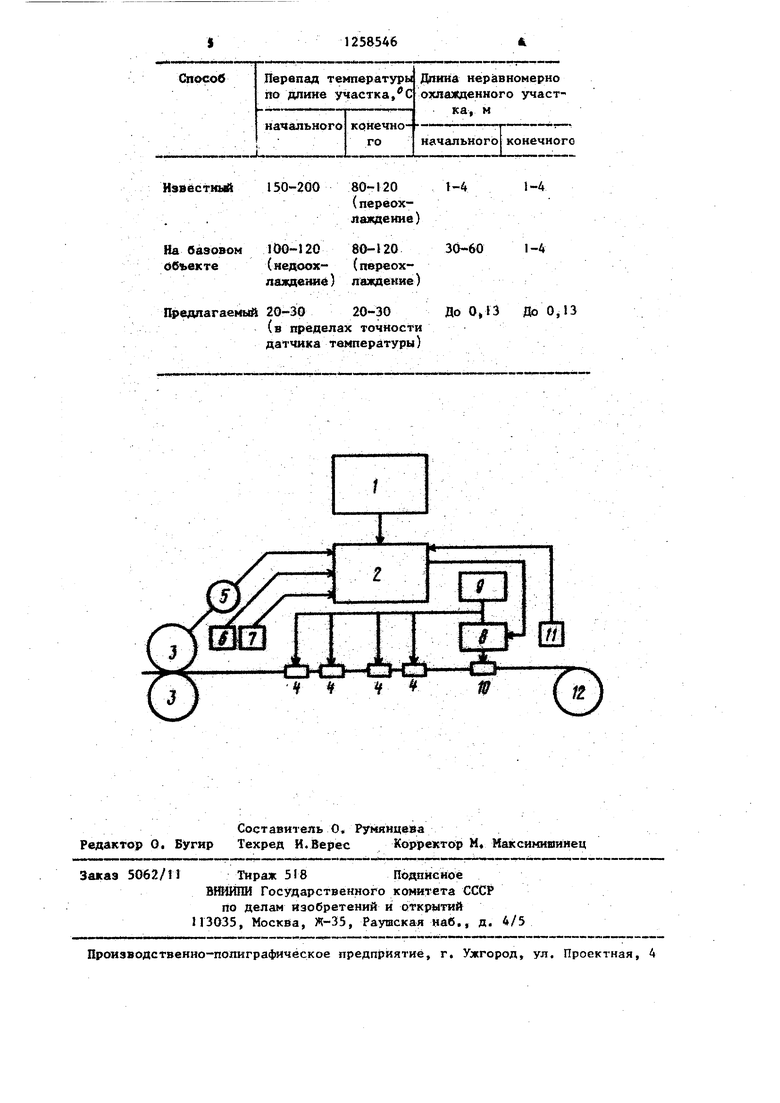
На чертеже приведена функциональная схема ре изации предлагаемого способа.
Способ производства мелкосортного проката я катанки может быть реали- зовая на шобом непрерьшном мелкосортном стане, оборудованном устройством для термообработки в потоке и моталками, а также на непре|швных проволочных станах.
С помощью устройства 1 ввода ис- ходш данных в управлякжее логическое устройство 2 вводятся информация о марке прокат аемой стали, площади поперечного сечения проката, а также величмш i и К. После выхода из последней клети 3 стана горячей прокатки раскат подается в секции А охлаждающего устройства. Датчик 5 скорост прокатки аносит информацию о скоро- сти в управляющее логическое устройство 2, а фотореле 6 и датчик 7 температуры регистрируют момент появления раската перед охлаждакя м устройством и его температуру. На осно- вании этих даншох управляющее логическое устройство 2 с учетом транспортного запаздывания управляет по приведенным зависимостям регулятором 8 расхода охладителя, подаваемого на сосной станцией 9 в управляющую сек- кшо 10 охлаждакм его устройства при п$н)хбждении концевых участков раската. За охлаждаювщм устройством дат чйк П контролирует температуру вы- 1содящего раската, и последний сматывается в моток на моталке $2. Регулятор 8 может быть выполнен в виде клапана с соответствукщей характеристикой,
Приведенные зависимости изменения расхода охладители при прохождении через установку начального и конечного участков раската выбраны исходя из распределения температуры по длине указанных участко. Исследования показали, tTo такое распределение
с достаточной точностью аппроксимируется уравнениями
, (t - t, +7 f
дпя начального участка и
т + -
й -с
. (t tj
для конечного,
где Т ц и Т - теку1дае значения температуры;
Т. - температураторцов проката;
TQ - температура проката В его средней части;
t - текущее время;
tjj - момент времени входа
начального участка проката в секцию охлаждающего устройства;
t - момент времени выхода
конечного участка про- ; ката из секции;
с - время протекания пере-г ходного процесса в секции
./ ,.. t
t К - ,
V
где К - коэффициент, зависявщй от
типа охлаждающего устройства, его размеров, марки охлаждаемой стали и площади поперечного сечения проката; { - дпина секции охлаждающего
устройства;
V - скорость перемещения раската Приведенные уравнения получены гфи постоянном расходе охладителя в установке для термообработки, когда обрабатываются концевые участки проката.
Если соответствукяцим образом изменять расход охладителя в одной или нескольких секциях установки при прохождении начального и конечного участков раската, компенсируется переохлаждение этих участков в остальных секциях, следовательно, распределение температуры и механических свойств по длине приближается к равномерному на уровне заданных величин. Количество секций, работаю-
щих по указанному принципу, зависит от охлаждающей способности каждой секции и от общего количества секций в установке для термообработки
Способ производства мепкосортиого проката и катанки опробован при производстве подката 014-31 мм из углеродистых марок сталей на мелкосортном стане 250- 6«
Дпя воспроизведения известного способа производства охладитель подается в линию охлаждения заблаговременно, а затем туда направляется прокат.
Согласно технологической конст- рукции при производстве подката на указанном стане охладитель подается в линию охлаждения через 7 с после выхода проката из последней клети, благодаря чему обеспечивается надёж- ный захват раската барабаном моталки но образуется кедоохпажденный начальный участок, длиной 30-60 м.
Данные измерений перепадов температуры по дашне начальных и конечных участков проката, а также длин этих участков приведены в таблице.
Как видно из табли1е4, использова- jffle предлагаемого способа по сравнению с K3BecTtQOf практически исключа- ет неравномерность охлаждения концевых участков раската что повышает равномерность механических характеристик по длине раската.
Повышение равиомерности механичес ких свойств по длине проката снижает величину брака при его производстве йа металлургическом заводе и при переработке на метизных заводах. Кроме того, исключение переохлажденных на- чальных участков раската гарантирует налсежный захват последнего барабаном моталки.
Формула изобретения
Способ производства мелкосортного проката включающий последовательно горячу прокатку, термическую обра
10
2585464
ботку с прокатного нагрева в секционированном охлаждаюцем устройстве с регзглнровкой интенсивиостн охлаждения и смотку раската в моток, о т- личаюцийся тем, что, с целью повышения равномерности механических свойств металла по длиие начального и конечного участков раската , расход охладителя по менывей мере в одной секции охлаждающего устройства изменяют от нуля до заданного значения в соответствии с зависимостью
QI
%-4t - (t,
)
;ц - /j- V - (
При входе начального участка раската а охлаждающее устройство и от заданного значения до нуля в соответствии с зависимостью
Q, I
При выходе конечного участка раската, где Q и текущие расходы охладителя;
QO - заданное значение расхода охладителя; t -текущее время; 11, и t| - момент времени начала процесса регулирования при входе начального участка раската и при выходе конечного соответственно;С - время регулирования
.t
к1
V
де К - коэффициент, зависящий от
типа охлаждающего устройства, его размеров, марки охлаждаемой стали и поперечного сечения проката; длина секции охлаждающего устройства; скорость перемещения раската.
t -
V Известный
150-200
1« 0-120 80-120 (иедоох- (переохлаждение) лаждеыие)
Предлагаемый 20-30 20-30 До О,13 (в пределах точности датчика температуры)
Г-4
1-4
30-60
1-4
До 0,13
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
| Способ прокатки | 1984 |
|
SU1219181A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО СОРТОВОГО ПРОКАТА ИЗ ПОДШИПНИКОВЫХ СТАЛЕЙ | 2005 |
|
RU2307176C2 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Способ обработки катанки | 1990 |
|
SU1788048A1 |
| УЧАСТОК ОХЛАЖДЕНИЯ КАТАНКИ | 1994 |
|
RU2116849C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 2001 |
|
RU2213150C2 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ ПРОКАТА | 2000 |
|
RU2184632C2 |
Способ {фонзводсг а мелкосортного проката я катанки относился к области шряой металлургии, а именно к обработке пруткового проката. Целью изобретения является повышение равномерности механических свойств металла по «цпине начального и конечного участков проката. Способ производства включает последовательно горячу про|(атку, термическую обработку с прокатного нагрева в секционированном охлажддкяцем устройстве, в которсж интенсивность охлаждения регулируют с учетом портного за- паэдыва1а(Я раскдта, и смотку раската в моток ikxBiiM является то, что расход охладители изменяют от нуля до заданного значения в соетветствян с завнеимастыо Q,, Q /t ifli -(t - t ) 1ФН BXipffe начального участка раската в охпшкдапцве устройство н от заданного зма1|енкя до куля :в ерответст с зависимостью Q Q / - -ii-t) при выхо конечного участка раската, где Q к Qk текучие расхода охладителя; Q - заданное эначетю расхода охлддителя; t - текущее время; t и t - момент времени начала процесса регулирования при входе начального участка раската н при ныходе конечного соответственно; -время регулирования; t « К t/V, где К - коэффициент i зависящий от типа охлаждающего устройства, его размеров, марки охлаждаемой статт и ллоцади поперечного сечения проката; t - длина секции охлажддккцего устройства; V - скорость перемене («я раската. I ял., 1 табл. (О :п X) :л Э)
Составитель О. Румянцева Редактор О. Бугир Техред И.Верес Корректор М« Максикниинец
5062/11
Тираж 518 Подпйсиое ВШШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
