t
Изобретение относится к прокатному производству, может быть использовано при намотке бунтов сортового проката на моталках мелкосортных и проволочных станов, а также для контроля и подсчета длины и веса сортамента в момент намотки бунтов и является усовершенствованием устройства по авт. св. № 1199335.
Цель изобретения - улучшение качества намотки.
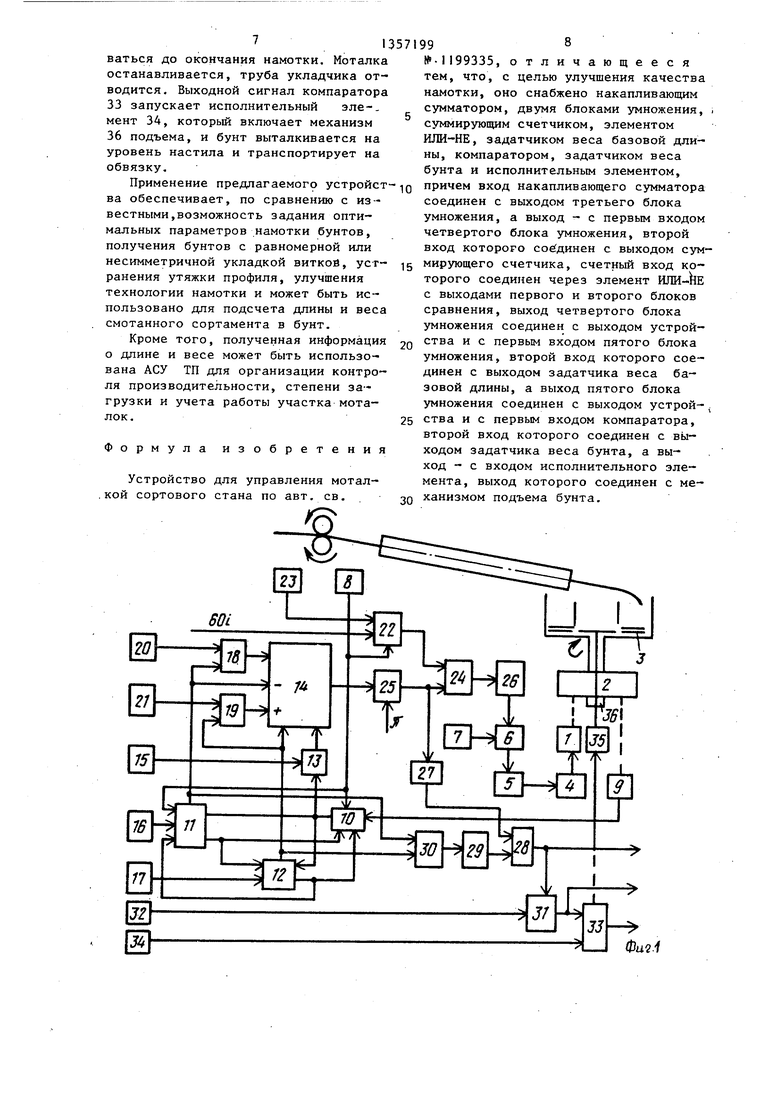
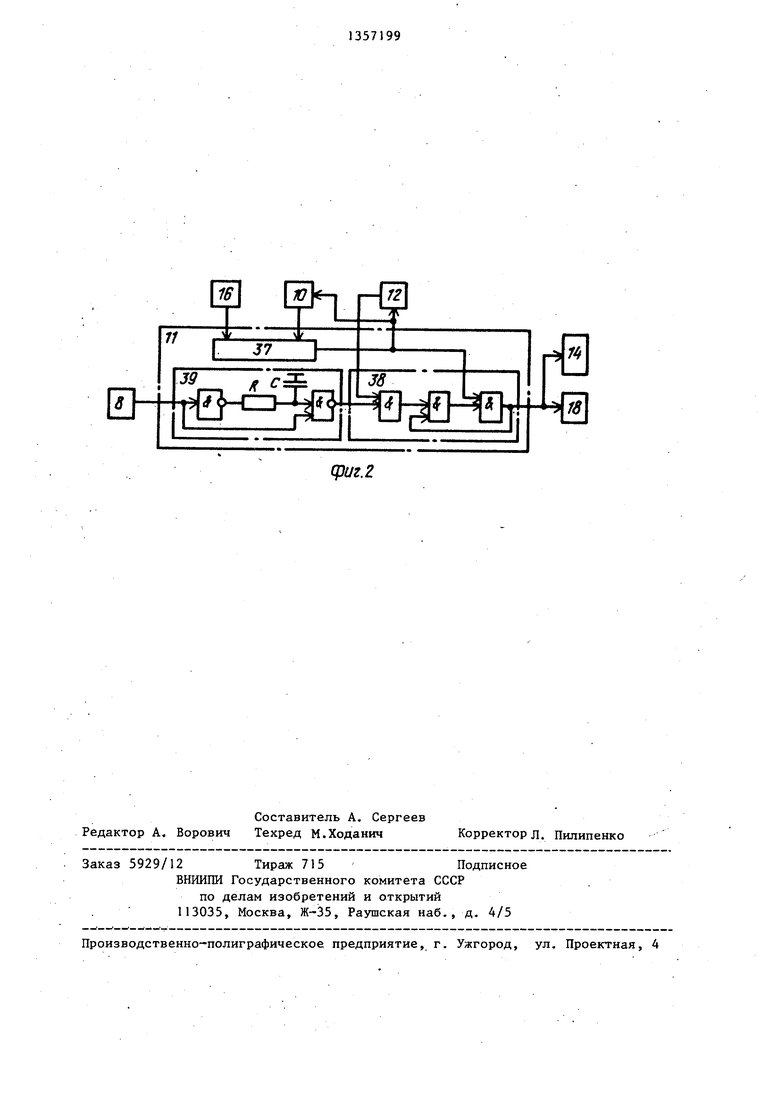
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - блок-схема блока сравнения.
Устройство для управления моталкой сортового стана (фиг. 1) содержит электропривод 1, кинематически сочлененный через редуктор 2 с барабаном 3 моталки, и систему управле- ния электроприводом, имеющую управляемый преобразователь 4 с последовательно соединенными регулятором 5 тока, регулятором 6 скорости, соединенный с ним эталонный источник 7 напряжения, а также датчик 8 наличия металла в последней клети стана, датчик 9 витков, подсоединенный к счетчику 10 витков, выход которого подсоединен соответственно к входам блоков 11 и 12 сравнения и блока 13 умножения, выход которого соединен с одним из входов вычислительного блока 14, а второй вход - с задатчи ком 15 шага намотки.
Задатчики 16 и 17 укладки витков от периферии к центру и от центра к периферии соединены с соответствующими входами блоков 11 и 12 сравнения, выходы которых соединены соответственно с входами вычитания и . сложения вычислительного блока 14 и коммутаторов 18 и 19, через которые подсоединены задатчики 20 и 21 наруж ного и внутреннего диаметров бунтов к входам вычислительного блока 14.
Вторые выходы блоков 11 и 12 срав нения соединены, между собой и со счетчиком 10 витков, управляющий вход которого соединен с датчиком 8 наличия металла, выход которого соединен, с управляющими входами блока 1 сравнения и блока 22 умножения, выходы которого соединены с шиной коэффициента передачи редуктора 2 и с выходом датчика 23 скорости прокатки Выход блока 22 умножения соединен с одним из входов блока 24 деления, а второй вход - с выходом третьего
0
71
5
о 5 о
5
0
5
О
5
992
блока 25 умножения, один вход которого соединен с шиной числаЯГ ,а другой - с выходом вычислительного блока 14, выход.блока 24 деления через цифроаналоговый преобразователь 26 соединен с вторым входом регулятора 6 скорости.
Вход накапливающего сумматора 27 соединен с выходом третьего блока 25 умножения, а выход - с первым входом четвертого блока 28 умножения, второй вход которого соединен с выходом суммирующего счетчика 29, счетный вход которого соединен через элемент ИЛИ-НЕ 30 с выходами первого и второго блоков 11 и 12 сравнения, выход четвертого блока 28 соединен с выходом устройства и с первым входом пятого блока 31 умножения, второй вход которого соединен с выходом за- датчика 32 веса базовой длины, а выход пятого блока 31 умножения соединен с выходом устройства и с первым входом компаратора 33, второй вход которого соединен с выходом задатчи- ка 34 веса бунта, а выход - с входом исполнительного элемента 35, выход которого соединен с механизмом 36 подъема бунта.
Блоки 11 и 12 сравнения состоят (фиг. 2) из узлов поразрядного сравнения, выполненных на элементах ИСКЛЮЧАЮЩЕЕ ИЛИ 37, и узлов 38 памяти. В блок 12 сравнения дополнительно введен формирователь 39 импульсов, на выходе которого формируется одиночный импульс от датчика 8 наличия металла в момент выхода катанки из последней клети стана.
Все элементы и блоки устройства могут быть выполнены на стандартных или специализированных отечественных микросхемах.
I
Устройство работает следующим образом.
Перед намоткой при помощи электропривода 1 через редуктор 2 барабан 3 моталки приводится во вращение. Управляющие сигналы подаются к электроприводу через управляемый преобразователь 4 с последовательно соединенными регулятором 5 тока и регулятором 6 скорости. Начальная частота вращения барабана 3 моталки задается управляющим сигналом эталонного источника 7 напряжения. Прокат подается от клети по трубе укладчика.
Датчик 8 наличия металла фиксирует момент прохождения переднего конца проката и устанавливает устройство в исходное положение. Прокат подается в намоточное пространство барабана через трубу укладчика. Окружна скорость барабана моталки 3 эталонным источником 7 напряжения устанавливается равной скорости движения проката. В результате в момент соударений происходит проскальзывание и подгиб переднего конца катанки в направлении вращения барабана. Благодаря свободному захвату образующие витки отбрасываются центробежными силами к наружной стенке барабана и свободно укладываются на намоточной, чаше.
Датчик 9 витков после отсчета каждого оборота барабана 3 моталки формирует импульс, который поступает на счетный вход счетчика 10 витков. Последний производит подсчет количества намотанных витков в барабане 3 моталки.
Эта информация с выхода счетчика
10витков поступает на входы блоков
11и 12 сравнения и блока 13 умножения. В вычислительном блоке 14 опре деляется текущий диаметр каждого сформированного витка. Для этого заданный шаг намотки S от задатчика
15 в первом блоке 13 умножения перемножается на количество витков N. Произведение SN, полученное в блоке
13,вводится в вычислительный блок
14,на управляющие входы вычитания
и сложения которого поступают поочередно сигналы с выходов блоков 11
и 12 сравнения. Причем блок И срав
нения запускается сигналом от датчика 8 наличия металла в последней гслети стана. На соответствующие входы блоков 11 и 12 сравнения поступают задания количества витков от за- датчиков намотки витков от периферии к центру и от центра к периферии.
Через коммутаторы 18 и 19, на г управляющие входы которых поочередно подается сигнал с выходов блоков 11 и 12 сравнения, в вычислительный блок 14 вводятся величины наружного или внутреннего диаметров бунтов от задатчиков 20 и 21.
При намотке от периферии к центру в вычислительный блок 14 через коммутатор 18, управляемьй блоком 11 сравнения, вводится значение наруж
5
0
5
0
5
0
5
0
5
ного диаметра от задатчика 20. При этом диаметр витка определяется вычитанием величины SN от D., где D п н
величина наружного диаметра.
В процессе намотки от центра к периферии вычислительный блок 14 через -коммутатор 19, управляемый блоком 12 сравнения, вводится от задатчика 21 величины внутреннего диаметра Dg. Текущий диаметр витка при этом в вычислительном блоке 14 определяется суммированием величин SN и Dp.
.В блоке 22 умножения вычисляется произведение двух величин, которые поступают от шины коэффициента передачи 60 i и от датчика 23 скорости прокатки. Блок 22 умножения управляется от датчика 8 наличия металла в последней клети стана. Выходной сигнал блока 22 умножения поступает в блок 24 деления. На второй вход этого блока через блок 25 поступает произведение величины диаметра витка с выхода вычислительного блока I4 на число ТГ.
В блоке 24 деления осуществляется деление двух величин. На выходе этого блока определяются обороты электропривода 1 в зависимости от заданных параметров намотки. На выходе блока 25 умножения определяется по формуле 1Г(В+ЗМ) длина уложенного витка на дно чаши барабана.
При намотке от периферии к центру число оборотов электродвигателя вычисляется по зависимости
601 Ук -irCDH-SN) а при намотке от центра по зависимости
601 Ук
к периферии п
где п
V.
N ITCDe+SN)
частота вращения, об/мин;
скорость катанки, мм/с;
передаточное число редуктора;
шаг укладки, равньй d+b (где
d - сортамент проката, Ъ зазор между витками);
число витков. Вычисленная частота вращения электродвигателя п в цифроаналоговом преобразователе 26 преобразуется в аналоговую форму и поступает в регулятор 6 скорости. В соответствии с сигналом частота вращения барабана 3 моталки увеличивается относительно номинальной, и посдедующие за пер-
20
513571
вым витки бунта от периферии к центру укладываются по горизонтали по уменьшающемуся радиусу спирали на дно чаши.
Когда число уложенных витков в слое и заданное число сравниваются, то в блоке 11 сравнения сигнал равенства из схемы 37 запоминается в узле 38 памяти, который управляется формирователем 39 импульсов. Вход комму- .„ татора 18 блокируется и ввод величины наружного диаметра от задатчика 20 в вычислительный блок 14 прерывается. Сигналом с второго выхода блока 11 сравнения запускается второй g блок 12 сравнения, и информация от задатчика 17 укладки витков от центра к периферии поступает в блок 12 сравнения, а счетчик 10 витков устанавливается в О. Укладка витков от периферии к центру .прекращается и формируются витки второго слоя от центра к периферии.
В момент равенства числа уложенных витков в слое и заданного числа 25 задатчиком 17 блок 12 сравнения блокирует вход коммутатора 19 и ввод величины внутреннего диаметра от за- датчика 21 в вычислительный блок 14 прерывается. Сигналом с второго о выхода блока 12 сравнения включается блок 1 1 сравнения и информация от за-- датчика 16 укладки витков от периферии к центру вводится в блок 11 сравнения, а счетчик 10 витков этим же сигналом сбрасывается в О.
При намотке бунта от периферии к центру или от центра к периферии длина каждого уложенного витка на дно чаши барабана определяется на выходе третьего блока 25 умножения по выражению Lg iitD±SN). Эта величина Lg поступает в накапливающий сумматор 30, где она запоминается и суммируется с длинами последующих намотаных витков в слое по формуле L
) /ir(D+SN), где N - число уложенных
1- итков.
Вычисленная в накапливающем сум-« CQ аторе 27 величина длины слоя L поС
ается в четвертый блок 28 умножения, где она умножается на число уложен- ных слоев NJ. . Число слоев N опре35
40
еляется суммирующим счетчиком 29 по сигналам равенства блоков 11 и 12 сравнения. На выходе элемента ИЛИ-НЕ 30 в момент, когда число уложенных итков в слое и заданное число срав55
0
1
g
5 о
Q
5
0
5
996
ниваются, формируется импульс. По заднему фронту этого импульса суммирующий счетчик 29 производит отсчет слоев N .
На выходе четвертого блока 28 умножения
м
по выражению 1с 2Z (DiSN)N вычисляет i г (
ся длина смотанного сортамента в бунт. Эта величина поступает на выход устройства и вход пятого блока 31 умножения, на Ьторойвход которого поступает величина веса единицы длины, например 1 мм с выхода задатчика 32 веса базовой длины. Эта величина вычисляется заранее перед процессом намотки по формуле
,
где iT - константа, равная 3,14;
j,d - удельный вес и диаметр сортамента соответственно; 1 - единица длины, например 1 мм. Вычисленная величина веса базовой длины устанавливается задатчиком 32. В пятом блоке 3I умножения величина Lj умножается на л.Р. На выходе блока 34 получается вес бунта
Pj uP-Lj ir(D+SN)N.
л« 1
Эта величина веса поступает на выход устройства и вход компаратора 33, на второй вход которого поступает заданный вес с выхода задатчика 34 веса бунта. Процесс укладки витков в барабан повторяется до тех пор, пока на выходе компаратора 33 не появится сигнал сравнения заданного веса с весом, вычисленном блоке 31 умножения. По этому сигналу формируется команда реза раската летучими ножницами (не показаны).
Выход заднего конца раската из клети фиксирует датчик 8 наличия металла. При выходе заднего конца раската из последней клети стана сигнал датчика 8 устанавливает устройство в исходное положение, выход счетчика 10 витков блокируется, а на вход блока 11 сравнения через формирователь 39 импульсов накладывается запрет. В вычислительный блок 14 ввод величины от блока 13 умножения и задатчи- ков 20 и 21 прерывается. Сигнал на выходе цифроаналогового преобразователя 26 равен нулю, и на вход регулятора 6 скорости поступает сигнал только от эталонного источника 7 на-г пряжения. Поэтому скорость вращения барабана 3 моталки снижается до номинальной. Прокат продолжает укладываться до окончания намотки. Моталка останавливается, труба укладчика отводится. Выходной сигнал компаратора 33 запускает исполнительный эле-. мент 34, который включает механизм 36 подъема, и бунт выталкивается на уровень настила и транспортирует на обвязку.
№1199335, отличающееся тем, что, с целью улучшения качества намотки, оно снабжено накапливающим сумматором, двумя блоками умножения, суммирующим счетчиком, элементом ИЛИ-НЕ, задатчиком веса базовой длины, компаратором, задатчиком веса бунта и исполнительным элементом.
Применение предлагаемого устройст-iQ причем вход накапливающего сумматора
соединен с вьпсодом третьего блока умножения, а выход - с первым входом четвертого блока умножения, второй вход которого соб динен с выходом суммирующего счетчика, счетный вход которого соединен через элемент ИЛИ-НЕ с выходами первого и второго блоков сравнения, выход четвертого блока умножения соединен с выходом устройства и с первым входом пятого блока умножения, второй вход которого соединен с выходом задатчика веса базовой длины, а выход пятого блока умножения соединен с выходом устрой- ства и с первым входом компаратора, второй вход которого соединен с выходом задатчика веса бунта, а выход - с входом исполнительного элемента, выход которого соединен с механизмом подъема бунта.
ва обеспечивает, по сравнению с известными, возможность задания оптимальных параметров намотки бунтов, получения бунтов с равномерной или несимметричной укладкой виткой, уст- -щ ранения утяжки профиля, улучшения технологии намотки и может быть использовано для подсчета длины и веса смотанного сортамента в бунт.
Кроме того, полученная информация 2о о длине и весе может быть использована АСУ ТП для организации контроля производительности, степени загрузки и учета работы участка моталок.25
Формула изобретения
Устройство для управления мотал- .кой сортового стана по авт. св.
-I Фиг.
Gpuz.Z
Составитель A. Сергеев Редактор А. Ворович Техред М.Ходанич
Заказ 5929/12 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор л. Пилипенко
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Устройство для управления уровнем приемного стола при многопроходной винтовой прокатке | 1986 |
|
SU1342551A1 |
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОММОТАЛКИ | 1972 |
|
SU330518A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1987 |
|
SU1537340A1 |
| Устройство для рвномерной намотки металла на моталке мелкосортного стана | 1978 |
|
SU694243A1 |
| Устройство для определения теоретического веса рулонного материала | 1975 |
|
SU560146A1 |
Изобретение относится к прокатному производству и может использоваться в системах автоматизации процесса намотки бунтов сортового проката на моталках мелкосортных и проволочных станов. Цель изобретения - улучшение качества намотки. Это достигается введением в устройство накапливающего сумматора, блоков умножения, суммирующего счетчика, элемента ИЛИ-НЕ, задатчиков веса бунта и веса базовой длины сортамента, компаратора, исполнительного элемента. Устройство определяет длину уложенного витка, длину уложенного слоя на дно чаши барабана, длину смотанного сортамента в бунте и вес всего бунта. 2 ил. со ел S iCO )
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
