Изобретение относится к производству электросварных труб в среде эаищтных газов, преимущественно высоколегированных сталей и титановых сплавов , и может быть использовано на предприятиях черной и пветной металлургии и в других отраслях промышленности.
Цель изобретения - повышение качества сварки за счет улучшения под- готовки кромок заготовки.
На фиг, 1 представлена схема предлагаемого устройства; на фиг. 2 - вид Л на фиг. I.
Устройство для направления кромок трубной заготовки содержит формовочную клеть 1, закреш1енш й на ней держатель 2 с направляющим ножом 3, установленным между формовочной клетью 1 и сварочной клетью 4, протиры 5, емкости 6 для растворителей, соединенные с протирами 5 подводящими трубками 7, Направляющий нож 3 под- Пру.кинен к держателю 2 пружиной 8.
Устройство работает следующим образом.
Перед запуском трубоэлектросвароч- ного стана устанавливают держатель 2 с нап| авляюа91м ножом 3 и протирами 5 на формовочную клеть 1, Емкости 6 наполняют растворителем, подают трубНую заготовку 9 через формовочную клеть 4 таким образом, чтобы направляющий нож 3 прошел мезкду кромками 10 трубной заготовки, а кромки трубной заготовки прошли между протирами 5. Открывают краны П емкостей 6 и пускают трубоэлектросварочный стан. Протиры пропитываются растворителем и обезжиривают кромки и прилегающие к ним участки наружной и внутренней поверхностей. Причем емкости могут быть заполнены различными растворителями. При колебаниях толщины заготовки 9 протиры 5 плотно прижима
0
0 5 0
5
ются к трубной заготовке за счет пружинения ножа 3 относительно держателя 2 благодаря наличию пружины 8, Таким образом, достигается цель изобретения.
Пример. В конструкции устройства для направления кромок трубной заготовки при сварке труб 40x2 из титанового сплава на стане аргоно- дуговой сварки труб направляющий нож 3 из стали имеет толщину 4 мм. Емкости 6 выполнены из нержавеющей стали. Объем каждой емкости 0,5 л. Ближайшая к формовочной клети емкость наполнена ацетоном, вторая - спиртом, Протиры представляют собой войлочные прокладки, обернутые хлопчатобумажной тканью (бязь). Длина каждого про- тира 30 мм, ширина 10 мм, толщина 5 мм,
Протиры, обезжиривающие внутреннюю поверхность участков заготовки, прилегающие к кромкам, закреплены на пластинах 12, привернутых к нижнему торцу ножа, верхние протиры, обезжиривающие наружную поверхность и торцы кромок, закреплены на нижней плоскости держателя 2, Пружина 8 сжатия выполнена из стали 65Г. Подводящие трубки 7 изготовлены из капиллярных труб с внутренниь диаметром 0,5-0,8 мм.
Использование предлагаемого устройства позволяет не только направлять кромки, но и обезжиривать их и прилегающие к ним участки поверхности трубной заготовки, что повьшает качество сварки, а также поджимать протиры к поверхности заготовки за счет подпружинивания направляющего ножа, что повьшает надежность контакта и качество обезжиривания.
За счет улучшения подготовки кромок под сварку повьппается качество сварки и качество труб.
W
Редактор О. Бугир
Составитель А, Небогатое
Техред И.Верес Корректор Т. Колб
Заказ 5063/П Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и бткрытий 113035 Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
«г. 2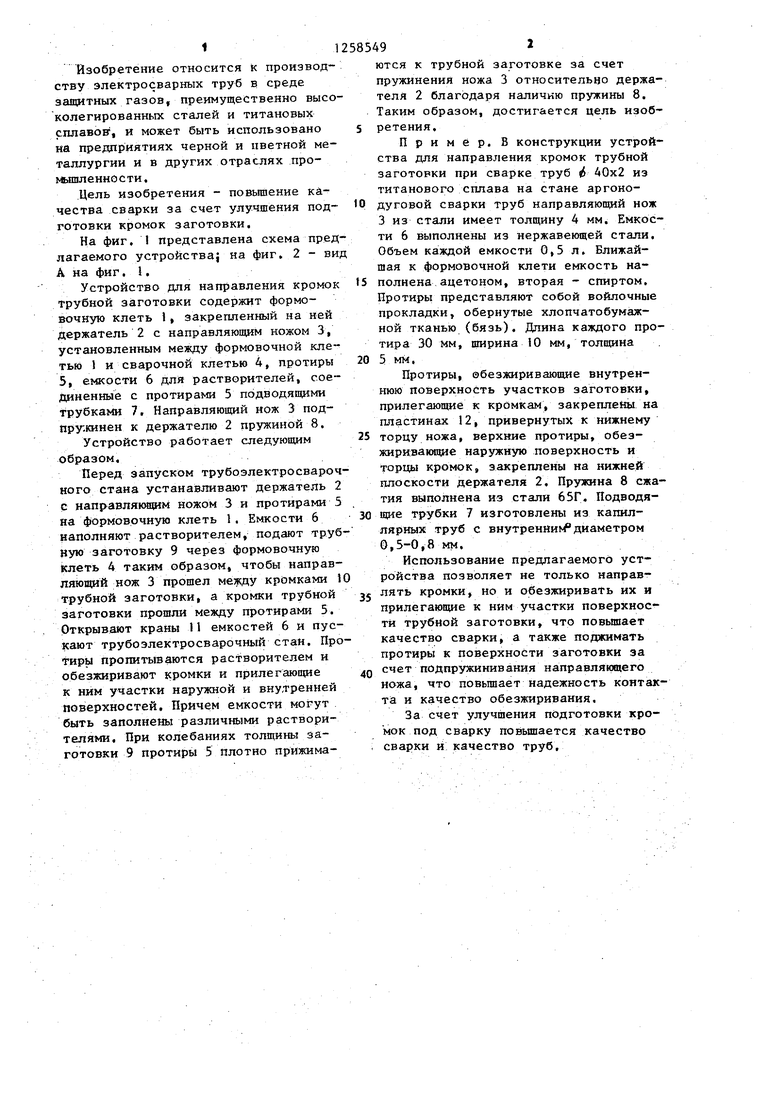
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прямошовных труб | 1985 |
|
SU1273202A1 |
| Способ производства электросварных труб | 1986 |
|
SU1310060A1 |
| Способ изготовления сварных труб | 1985 |
|
SU1273203A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| Трубосварочный стан | 1986 |
|
SU1382528A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| Способ производства сварных труб | 1988 |
|
SU1611486A1 |
| ТРУБОСВАРОЧНЫЙ СТАН | 1992 |
|
RU2028846C1 |


| Матвеев Ю | |||
| Н | |||
| и др | |||
| Технология производства сварных труб | |||
| - М.: Металлургия, 1967, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ КРОМОК ТРУБНОЙ ЗАГОТОВКИ ПРИ СВАРКЕ | 0 |
|
SU134785A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
