IsD vl
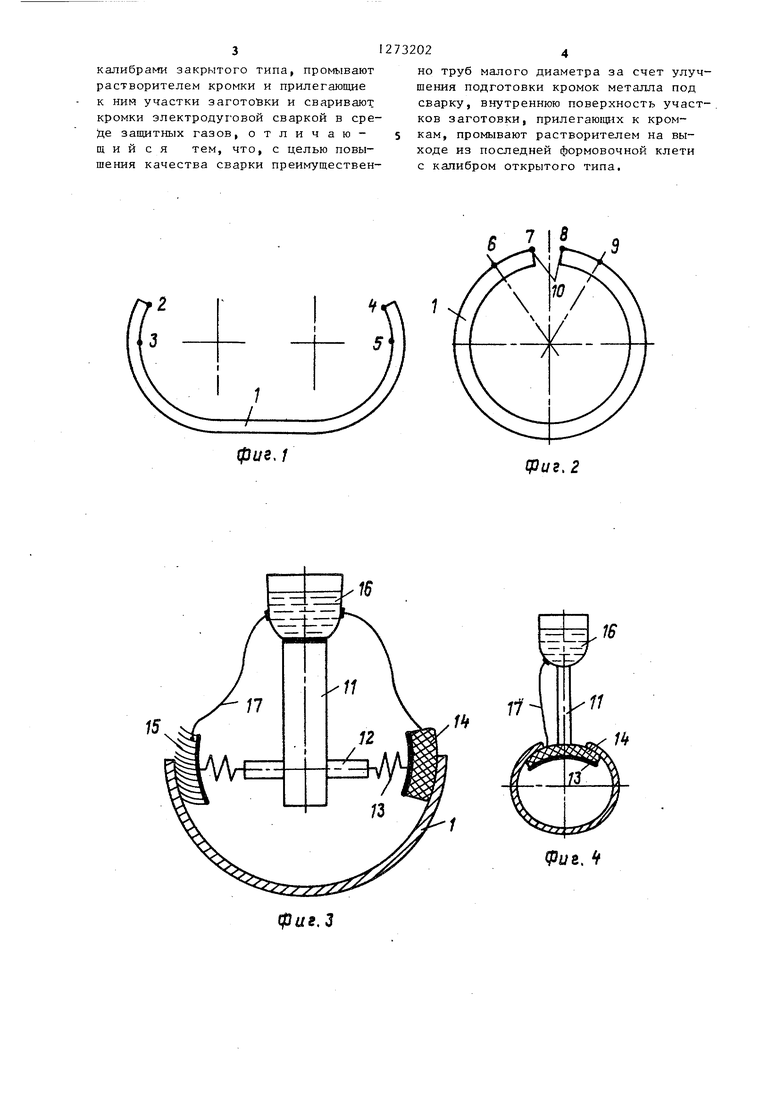
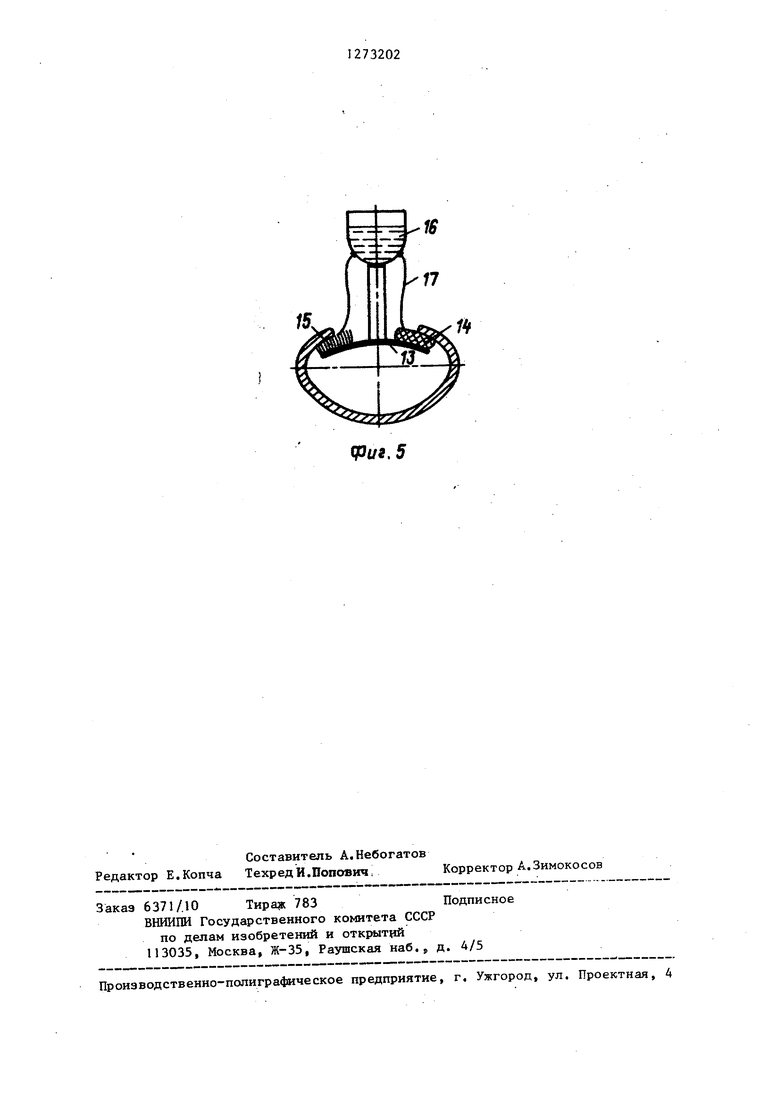
GO Гч5 I1 Изобретение относится к производству прямошовных труб, преимущественно из высоколегированных сталей и титановых сплавов, электродуговой сваркой в среде защитных газов и может быть использовано на агрегатах aprdHo-дуговой сварки труб. Цель изобретения - повьппение качества сварки преимущественно труб малого диаметра за счет улучшения подготовки кромок металла под сварку Поставленная цель достигается тем что исходную полосу разматывают, под вергают зачистке, формуют вначалев клетях с калибрами открытого типа, затем в клетях с калибрами закрытого типа, промывают растворителем кромки и прилегающие к ним участки заготовки и сваривают кромки, причем внутреннюю поверхность участков заготовки, прилегающих к кромкам, промывают растворителем на выходе из последней формовочной клети с калибром открытого типа. На фиг,1 изображена схема очистки внутренних участков кромок; на фиг.2 схема очистки наружных участков и торцов кромок после формовочного ста на) На фиг.3-5 - варианты устройств для осуществления предлагаемого способа. Исходную полосу разматывают и зачищают известным способом, формуют в клетях с калибрами открытого типа, промывают растворителем поверхность заготовки (фиг.1) на участках 2-3 4-5, ширина которых 15-25 мм, формуют известным способом заготовку в клетях с калибрами закрытого типа на выходе из формовочного стана про мывают растоврителем участки 6-7, 8-9 наружной поверхности заготовки и торцы кромок 10 (фиг.2), npONbiBKy производят с помощью протиров из хлопчатобумажной ткани или щеток, смоченных растворителем. После промывки кромок сваривают их известным способом. Принципиальные схемы устройств для: промывки внутренней поверхности кромок для различных случаев калибровки последней клети с открытым калибром изображена на фиг. 3-5, где позициями обозначены тяга 11, соединенная со станиной клети, кронштейн 12, пружина 13 (в устройствах, изображенных на фиг.4 и 5, крепится к тяге), протир 14 в виде фетра и 22 т.п., щетка 15, емкость 16 с растворителем, трубопроводы 17, подающие растворитель из емкости 16 к протирам 14 или щеткам 15. Предлагаемый способ обеспечивает качественное обезжиривание кромок, а также внутренней и наружной поверхности участков заготовки, прилегающих к кромкам, предотвращает загрязнение и увлажнение их при прохождении через формовочный инструмент и обеспечивает возможность контроля качества промывки. В качестве примера конкретного осуществления способа может быть представлен процесс сварки труб (51x2 из титанового сплава ОТ4-0 на непрерывном трубоэлектроеварочном, агрегате типа 20-76.аргоно-дуговой сварки труб, формовочный стан которого включает пять клетей с калибрами открытого типа и четыре клети с калибрами закрытого типа. Ленту разматывают, кромки и прилегающие к ним участки шириной 1015 мм зачищают механически известным способом, формуют заготовку в клетях с калибрами открытого типа, обезжиривают внутреннюю поверхность участков 2-3 и 4-5 трубной заготовки 1 (фиг.1) с помощью протиров (щетки или салфетки, смоченные растворителем), формуют заготовку в клетях с калибрами закрытого типа, обезжиривают торцы кромок 10 и участки 6-7, 8-9 наружной поверхности заготовки (фиг.2) с помощью протиров, после чего подают заготовку в сварочную клеть и сваривают. Длина дуг участков 2-3, 4-5, 6-7, 8-9 составляет 20 мм. Таким образом, при использовании изобретения создаются условия для тщательной промывки растворителем как наружной, так и внутренней поверхностей, устраняется возможность возникновения дефектов сварки (наприме пор) из-за недоброкачественной подготовки кромок. При этом качество сварки труб повышается. Формула изобретения Способ изготовления прямошовных труб, при котором исходную полосу разматывают, подвергают зачистке, формуют вначале в клетях с калибрами открытого типа, затем в клетях с 3 калибрами закрытого типа, промывают растворителем кромки и прилегаюпще к НИН участки заготовки и сваривают кромки электродуговой сваркой в среде защитных газов, отличающийся тем, что, с целью повышения качества сварки преимуществен02но труб малого диаметра за счет улучшения подготовки кромок металла под сварку, внутреннюю поверхность участков заготовки, прилегающих к кромкам, промывают растворителем на выходе из последней формовочной клети с калибром открытого типа.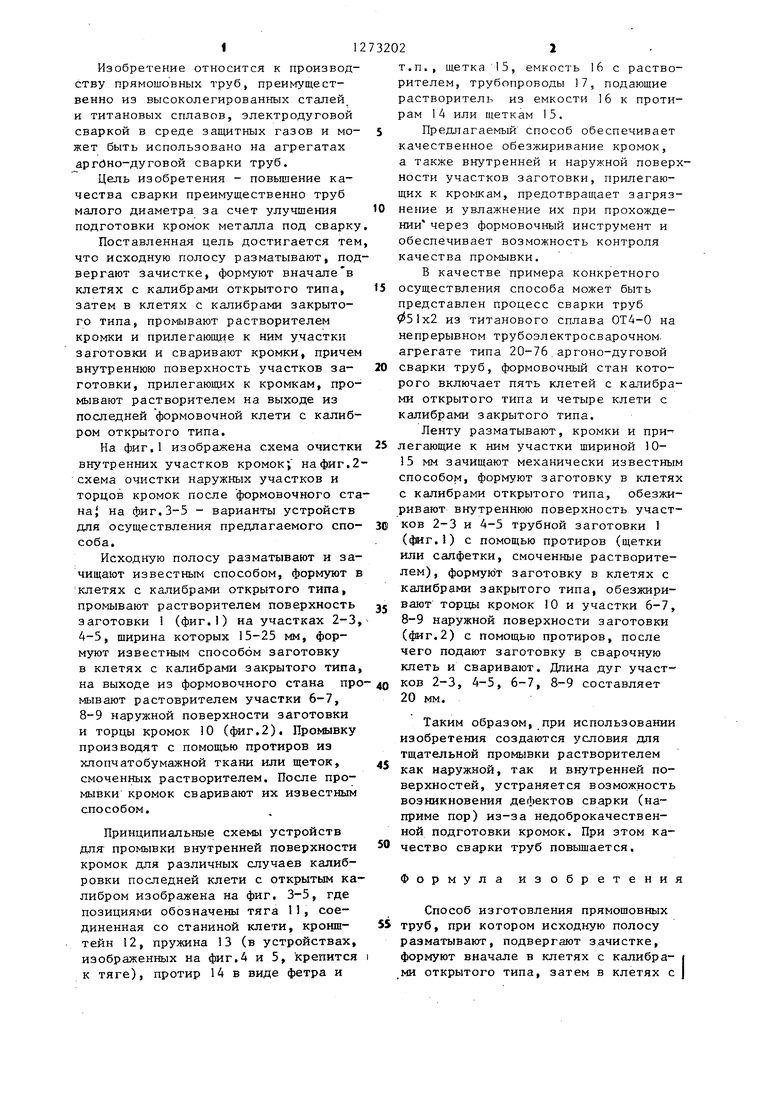
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления кромок трубной заготовки при сварке труб на трубоэлектросварочном стане | 1985 |
|
SU1258549A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| ВАЛКОВЫЕ КАЛИБРЫ АСИММЕТРИЧНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2002 |
|
RU2218224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ | 2006 |
|
RU2304477C1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1988 |
|
SU1523210A1 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
Изобретение относится к области изготовления прямошовных труб электродуговой сваркой в среде защитных газов. Изобретение позволяет получать обезжиренные и промытые кромки трубной заготовки перед сваркой, обеспечивая высокое качество сварного шва у труб преимущественно малого диаметра из высоколегированных сталей и титановых сплавов. Внутреннюю поверхность участков заготовки, прилегающих к кромкам, промывают растворителем на выходе из последней формовочной клети с калибром открытого типа, а наружную поверхность и « торцы кромок обезжиривают перед сварочной клетью, исключая тем самым (Л возможность контакта с формовочным инструментом участков кромок после обезжиривания. 5 ил.
фие
S J.l
fpus.2
If
Фив.
фиг,3
/5,
16
иг,5
| Ю.М.Матвеев и др Технология производства электросварных труб | |||
| М.: Металлургия, 967, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Рымов В.А., Полухин П.И., Потапов И.Н | |||
| Совершенствование производства сварных труб, М | |||
| Металлургия, 1983, 1 | |||
| Катодное реле | 1918 |
|
SU159A1 |
