2, Устройство для приготовления полых стержней, содержащее механизм подачи смеси и угыотнения ее в мунд-- плунжером с вентилядионной иглой, механизм выдачи непрерывной не- отверйщенной полой заготовки из мундштука, дискретно вращающийся обогреваемый многопозиционный ротор с технологическими сквозными гнездами на каждой позиции, установленный вплотную к мундштуку, и выталки}5атель готовых ст€фжней из гнезда ротора о т- л :и ч а ю щ е е с я тем, что, с целью повышения производительности и сокращения расхода связующего, оно дополнительно снабжено прессующим элементом, установленньм на противоположной от мундштука стороне ротора с возможностью перемещения внутрь гнезда, причем площадь среднего сечения этого по формуле
элемента определяется
плoщaдfJ среднр Х поперечных сечений соответственнокунди. тука., вентиляционной иглы, плотность заготовки и готового стер жня, г/мм ;
длина загото1 1Ки и готового стержня,, см.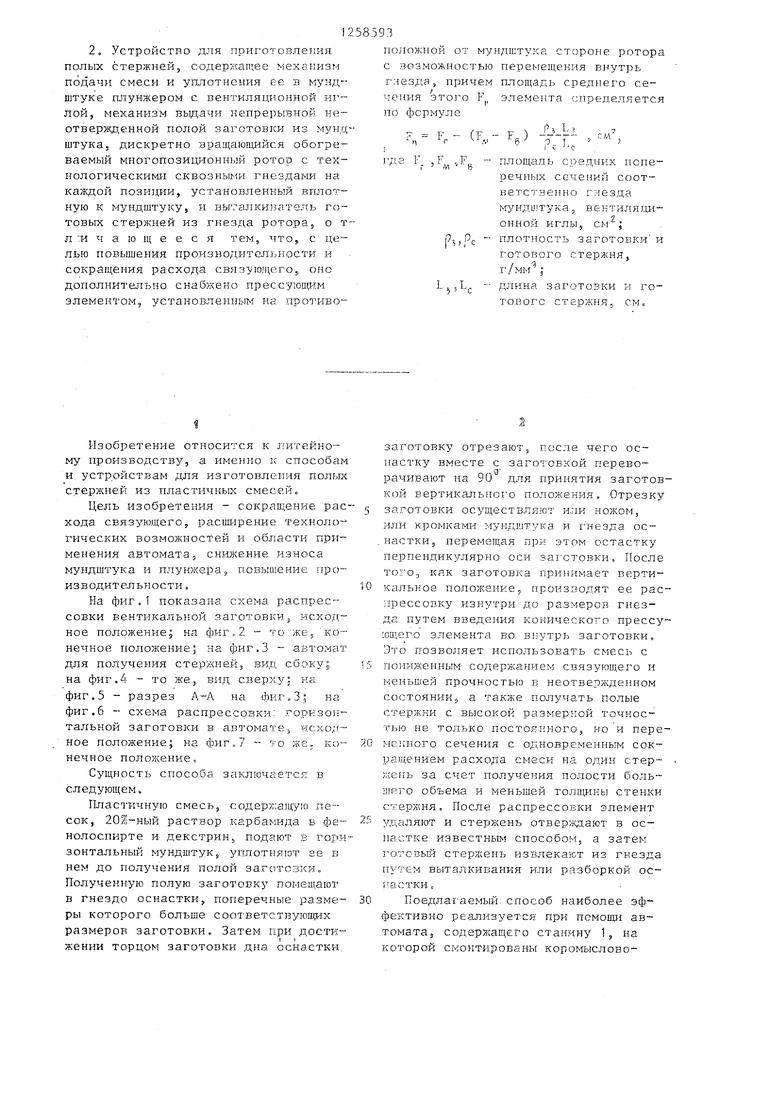
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления стержней постоянного сечения | 1982 |
|
SU1079341A1 |
| РЫЧАЖНЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2085370C1 |
| Линия для изготовления стержней постоянного сечения | 1983 |
|
SU1234040A1 |
| РЫЧАЖНЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2085369C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2115497C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2006 |
|
RU2314887C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
1. Способ изготовления полых стержней, включающий подачу пластичной смеси в мундштук, ее уплотнение в мундштуке до получения полой неот- вержденной заготовки и подачу заготовки в гнездо остастки для оуверж- дения, отличающийся тем, что, с целью йовьйпённА: производительности и сокращения расхода связующего, заготовку перед отверждением рас- прессовьшают изнутри до размеров гне зда.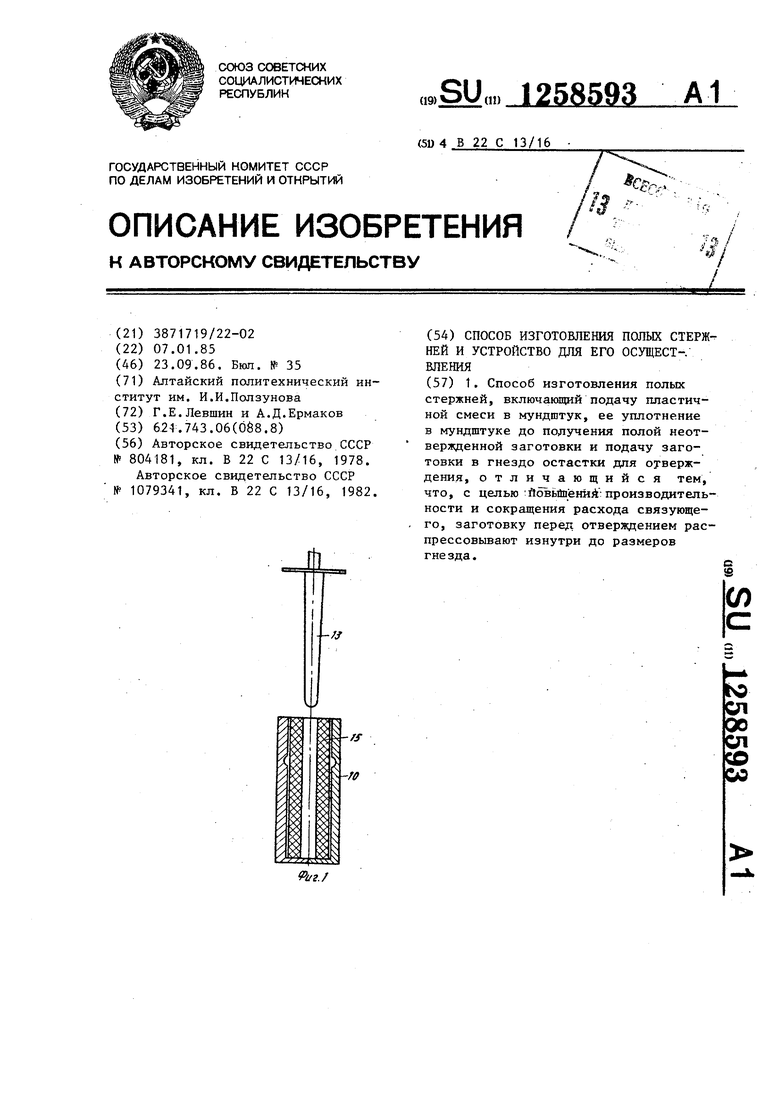
Изобретение относится к литейно-- му производству, а именно к способам и устройствам для изготовления полых стержней из пластичных смесей о
Цель изобретения - сокращение рас хода связующего, расширение техноло- гических возможностей и области применения автомата, снижение износа мундштука и плунжера, повышение производительности,
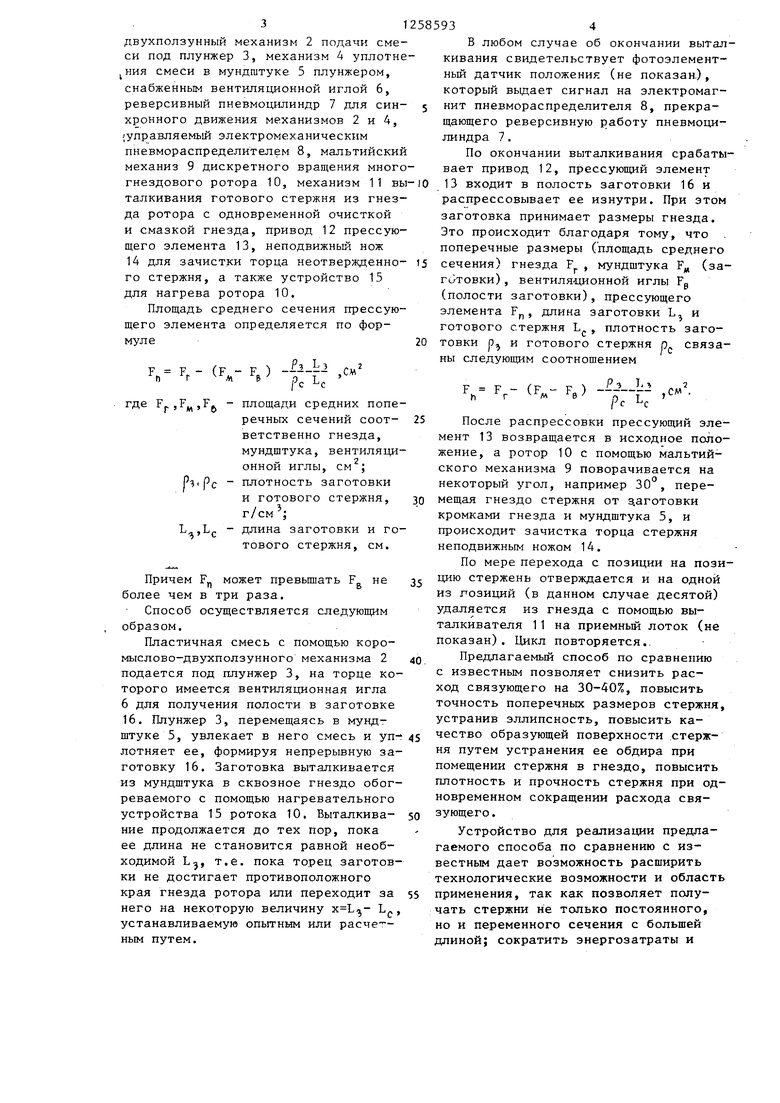
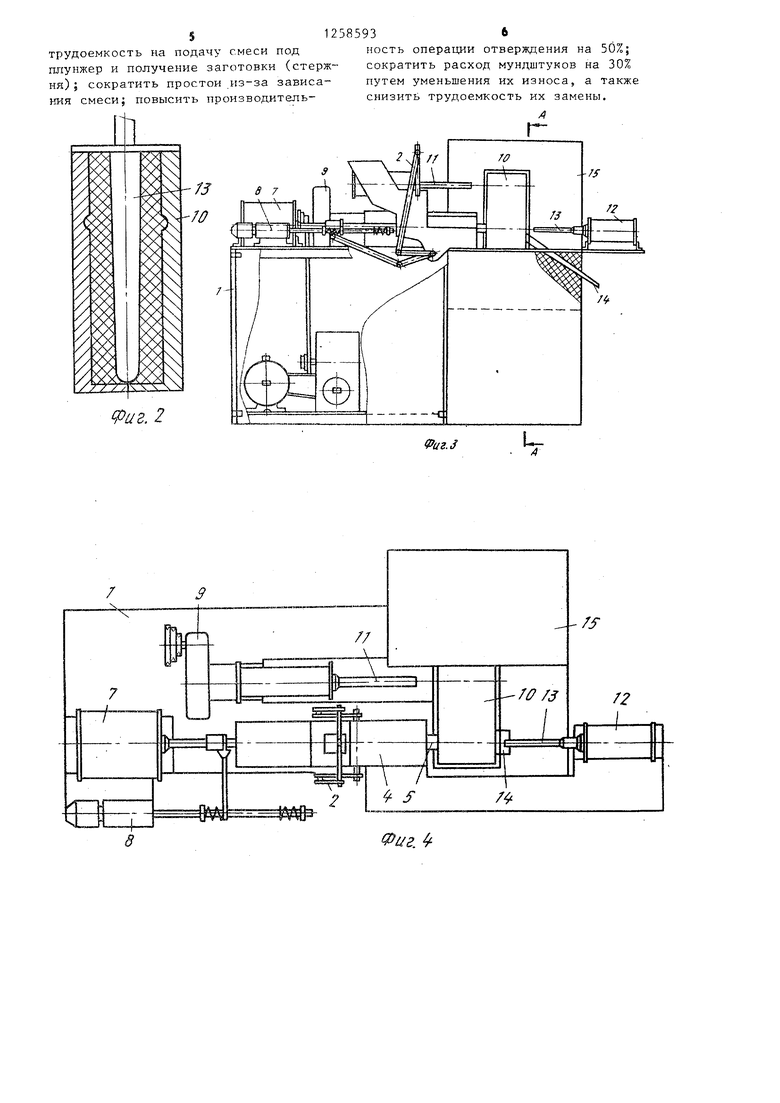
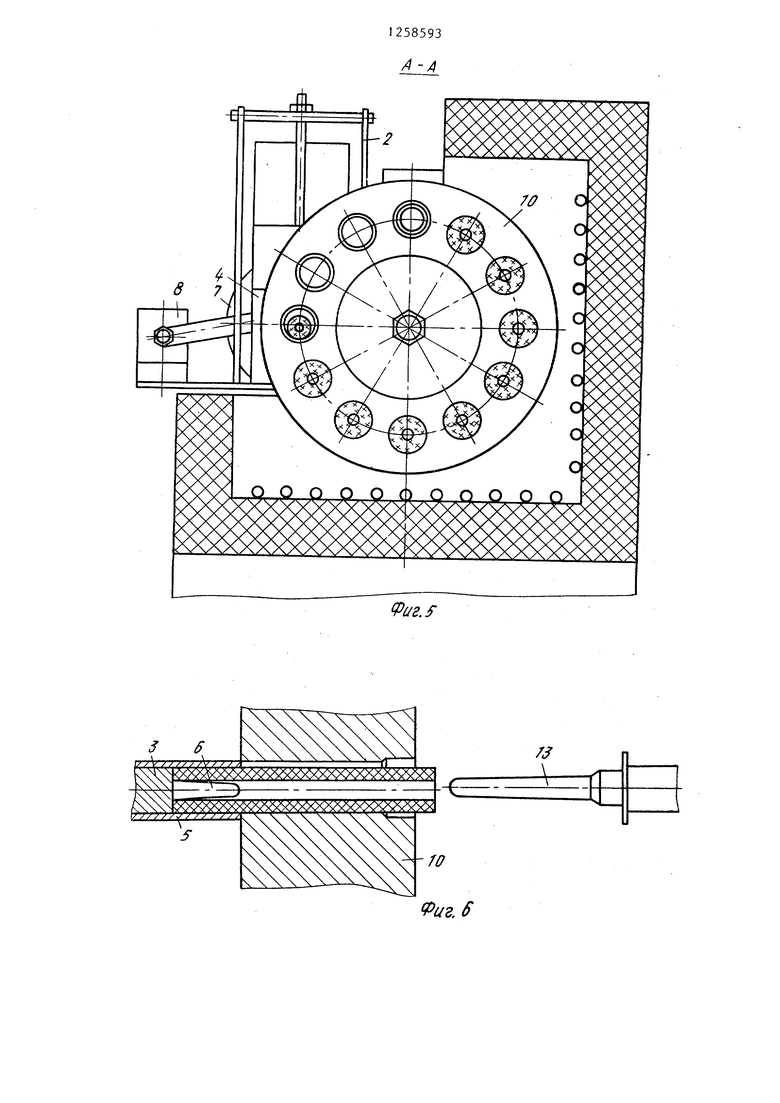
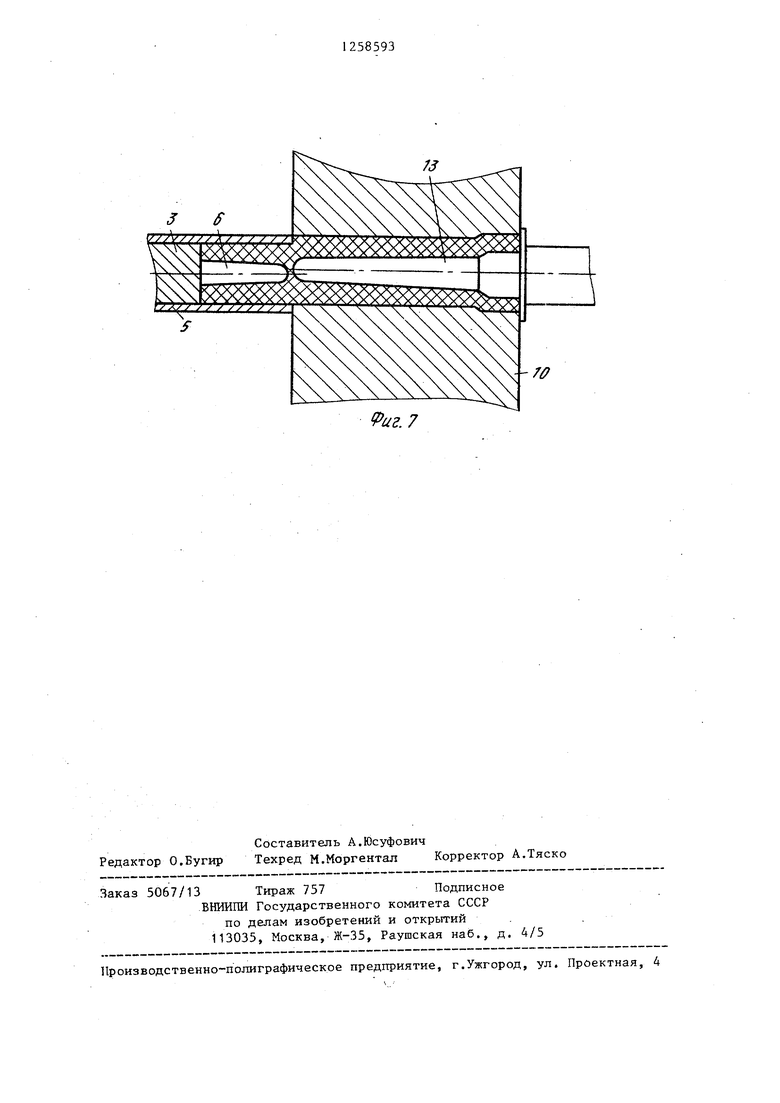
На фиг. 1 показана схема распрес-- совки вентикальной заготовки, исходное положение; на фиг,. 2 -- то жв; конечное положение на фиг.З - автомат для получения стержней, вид сбоку; на фиг.4 то же, вид сверху; на фиг.З - разрез А-А на фиг.З; на фиг.6 - схема распрессовки: горизонтальной заготовки в автомате, исхо, ное положение; на фиг„7 - то же, ко- нечное положение.
Сущность способа заключается в следующем.
Пластичную смесь, содерз1;ащу о песок, 20%-ный раствор карбамида Б фе- Н олоспирте и декстрин,, подают в горизонтальный мундштукS уплотняют ее в нем до получения полой заготозкрь, Полученную полую заготовку noi-ieiuaioT в гнездо оснастки, поперечные разме- ры которого больше соответствуюЕ1т-1Х размеров заготовки. Затем при достк- женин торцом заготовки дна оснастки.
заготовку отрезаютj после чего оснастку вместе с заготовкой переворачивают на 90 для принятия заготовкой вертикальног о положения. Отрезку заготовки осуществляют или ножом, или кромками мундштука и г незда ос- .настки, перемещая при этом остастку перпендикулярно оси зад отовки. После тол о, как заготовка принимает вертикальное положение, производят ее рас- прессовку изнутри до размеров гнезда путем введения конического прессу- :ощего элемента во внутрь заготовки Это позволяет использовать смесь с пониженным содержанием связующего и меньшей прочностью в неотвержденлном состоянии, а также получать полые стержни с высокой размерной точностью не только постоянного, но и переменного сечения с одновременным сокращением расхода смеси на один стер- жень за счет получения полости большего объема и меньшей толщины стенки стержня. После распрессовки элемент удаляют и стержень отверждают в оснастке известным способом; а затем готовый стержень извлекают из гнезда путем выталкивания или разборкой оспа с тки,
Поедлаг-аемый. способ наиболее эффективно реализуется при помощи автомата, содерлсащего станину 1, на которой смонтированы коромыслово3
двухползунный механизм 2 подачи смеси под плунжер 3, механизм 4 уплотне ния смеси в мундштуке 5 плунжером, снабженным вентиляционной иглой 6, реверсивный пневмоцилиндр 7 для синхронного движения механизмов 2 и 4, {управляемый электромеханическим пневмораспределителем 8, мальтийский механиз 9 дискретного вращения много гнездового ротора 10, механизм 11 выталкивания готового Стержня из гнезда ротора с одновременной очисткой и смазкой гнезда, привод 12 прессующего элемента 13, неподвижный нож 14 для зачистки торца неотвержденно- го стержня, а также устройство 15 для нагрева ротора 10.
Площадь среднего сечения прессующего элемента определяется по формуле
,-(Г,-Р,) .CM
где F-,F,Fj - площади средних поперечных сечений соответственно гнезда, мундштука, вентиляционной иглы, см ;
плотность заготовки и готового стержня,
L ,L - длина заготовки и готового стержня, см.
Причем Г„ может превьщ1ать Р„ не пь
более чем в три раза.
Способ осуществляется следующим образом.
Пластичная смесь с помощью коро- мыслово-двухползунного механизма 2 подается под плунжер 3, на торце которого имеется вентиляционная игла 6 для получения полости в заготовке 16. Плунжер 3, перемещаясь в мундштуке 5, увлекает в него смесь и уплотняет ее, формируя непрерывную заготовку 16. Заготовка выталкивается из мундштука в сквозное гнездо обогреваемого с помощью нагревательного устройства 15 ротока 10. Выталкивание продолжается до тех пор, пока ее длина не становится равной необходимой L, т.е. пока торец заготовки не достигает противоположного края гнезда ротора или переходит за него на некоторую величину L,, устанавливаемую опытным или расче- - ным путем.
585934
В любом случае об окончании выталкивания свидетельствует фотоэлементный датчик положения (не показан.), который выдает сигнал на электромаг- 5 нит пневмораспределителя 8, прекращающего реверсивную работу пневмоци- линдра .
По окончании выталкивания срабатывает привод 12, прессующий элемент 10 13 входит в полость заготовки 16 и распрессовывает ее изнутри. При этом заготовка принимает размеры гнезда. Это происходит благодаря тому, что . поперечные размеры (площадь среднего 5 сечения) гнезда Р , мундштука Р (заготовки) , вентиляционной иглы Рр (полости заготовки), прессующего элемента Р, длина заготовки L и готового стержня L , плотность заго- 20 товки р, и готового стержня р связаны следующим соотношением
Р.-№„-к.)-Ь--Ь,е„ .
25 После распрессовки прессующий элемент 13 возвращается в исходное положение, а ротор 10 с помощью мальтийского механизма 9 поворачивается на некоторый угол, например ЗО, пере30 мещая гнездо стержня от заготовки кромками гнезда и мундштука 5, и происходит зачистка торца стержня неподвижным ножом 14.
По мере перехода с позиции на пози,, цию стержень отверждается и на одной
/-N
из лозиции (в данном случае десятой) удаляется из гнезда с помощью выталкивателя 11 на приемный лоток (не показан). Цикл повторяется..
Q Предлагаемый способ по сравнению с известным позволяет снизить расход связующего на 30-40%, повысить точность поперечных размеров стержня, устранив эллипсность, повысить ка5 чество образующей поверхности .стержня путем устранения ее обдира при помещении стержня в гнездо, повысить плотность и прочность стержня при одновременном сокращении расхода свя0 зующего.
Устройство для реализации предлагаемого способа по сравнению с известным дает возможность расширить технологические возможности и область
5 применения, так как позволяет получать стержни не только постоянного, но и переменного сечения с большей длиной; сократить энергозатраты и
S12585936
трудоемкость на подачу смеси под ность операции отверждения на 50%; плунжер и получение заготовки (стерж- сократить расход мундштуков на 30% ня); сократить простои из-за зависа- путем уменьшения их износа, а также иия смеси; повысить производитель- снизить трудоемкость их замены.
иг.2
Фиг.
Фиг,
73
uzJ
иг.7
| Мундштучная машина для изготовле-Ния СТЕРжНЕй | 1979 |
|
SU804181A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Автомат для изготовления стержней постоянного сечения | 1982 |
|
SU1079341A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| / / -Л | |||
