Изобретение относится к литейному производству, а именно к устройствам для изготовления литейных стержней постоянного сечения, преимущественно отливок «звено гусеницы.
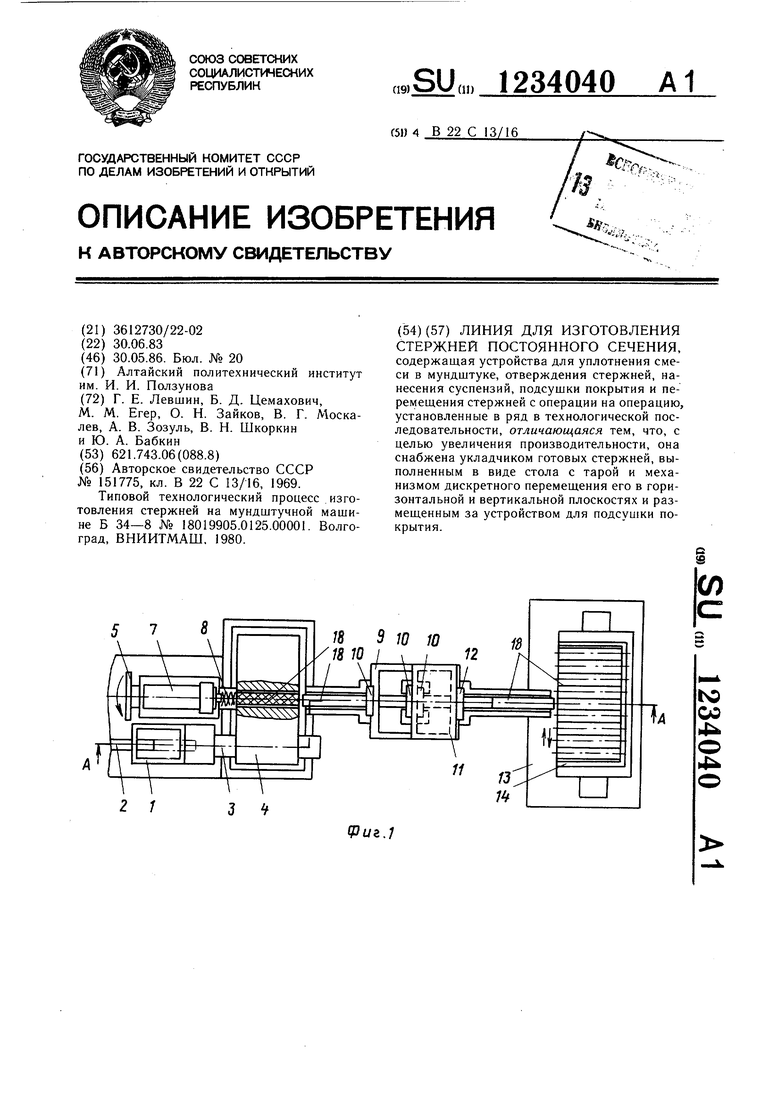
Цель изобретения - увеличение производительности линии.
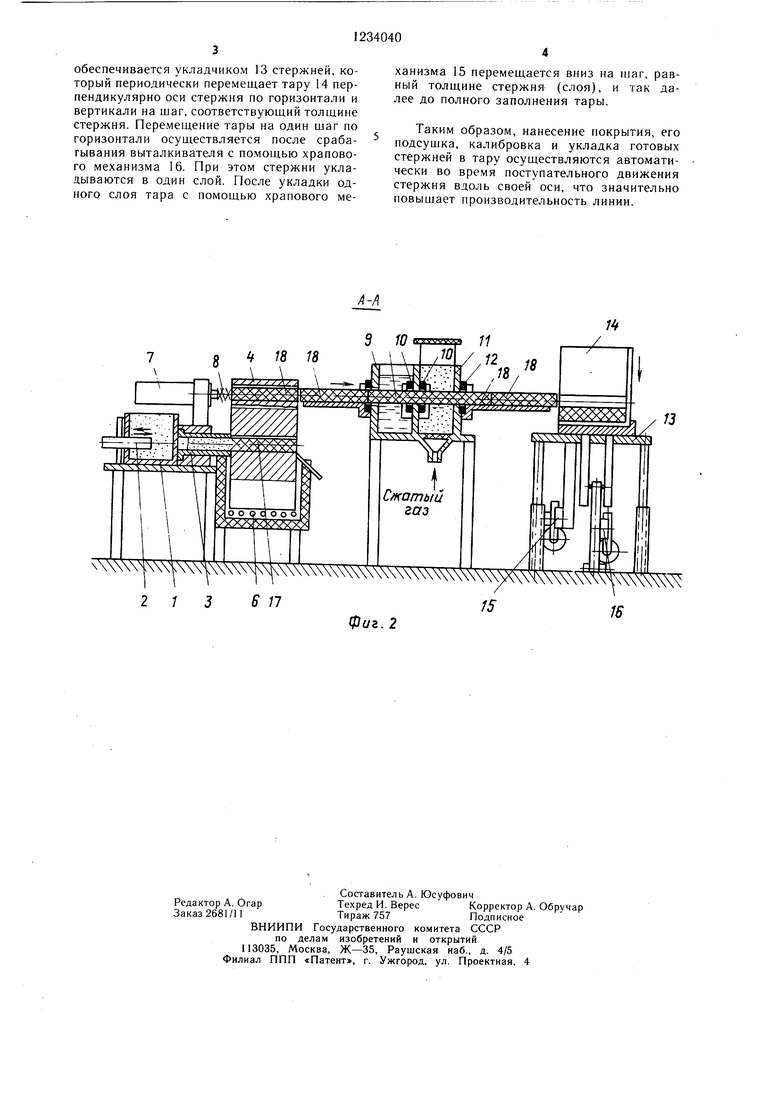
На фиг. 1 изображена предлагаемая линия, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Линия для изготовления стержней посто- янного сечения содержит установленные в технологической последовательности прес- сово-плунжерный автомат для формирования непрерывного неотвержденного стержня и выдачи его в гнездо ротора, снаб- женный плунжером 2, совершающим ноз- вратно-поступательные движения, .и мундштуком 3, многопозиционный ротор 4 с гие.ч- дами для стержней на каждой позиции и дискретным вращением, установленный вплотную к мундштуку на горизонтальном консольном валу и приводимый в дискретное вращение приводом с мальтийским механизмом 5, нагревательное устройство 6 (электрическое, газовое и т.п.), выталкиватель 7 отвержденных стержней из гнезд ротора, установленный по возможности бли- же к позиции формирования непрерывного стержня и снабженный металлической щеткой 8 для одновременной очистки и смазки гнезда ротора, ванну 9 с суспензией, имеющую в стенках, перпендикулярных оси стержня, два соосных отверстия с вмонтированными эластичными манжетами 10, камеру 11 для создания газопорошковой смеси путем псевдоожижения противопригарного пороп1ка, примыкающую к ванне 9 и имеющую в наружной стенке отверстие с вмон- тированной в него эластичной манжетой 12 для калибровки покрытия, а также укладчик 13 для послойного укладывания готовых стержней в тару 14, снабженный храповым механизмом 15 дискретного опускания стола и храповым механизмом 16 возврат- но-поступательного дискретного перемещения каретки.
Линия работает следующим образом.
Пластичная смесь, находящаяся в приемнике автомата 1, посредством плунжера 2, совершающего возвратно-поступательные движения, подается в мунд1итук 3, где уплотняется. При этом формируется непрерывный стержень 17, поступающий с остановками (дискретно) из мундп1тука в гнездо ро- тора 4, который выполнен многопозицион- ным с приводом его дискретного перемещения с позиции на позицию. Ротор обогревается нагревательным устройством 6 (электрическим, газовым и т.п.). Температура нагрева ротора (200-ЗвО ) определяет- ся видом применяемой смеси.
Необходимая длина стержня обеспечивается соответствующей шириной ротора. О
достижении непрерывным стержнем 17 противоположного края гнезда ротора свидетельствует конечный выключатель (не показан) или фотоэлемент, который подает сигнал на остановку плунжера 2.
После этого гнездо ротора перемещается на другую позицию путем поворота ротора на некоторый угол, определяемый числом позиций. При этом происходит отделение ротором от непрерывного неотвержденного стержня части необходимой длины. Отделение осуществляется при неотвержденном состоянии стержня и обеспечивается значительно меньп1им усилием, чем при отверж- денном состоянии стержня. Роль режущего инструмента выполняет кромка гнезда ротора, который установ, 1сн вп.ютную к мундштуку.
Стержень 18 необходимой длины от- верждается в гнезде обогреваемого с по.м- мощью устройства 6 ротора во время перемещения его с позиции на позицию. При достижении стержнем 18 выталивателя 7 последний срабатывает и выталкивает стержень из неподвижного гнезда ротора на приемный лоток ванны 9. Одновременно с помощью щетки 8 происходит очистка гнезда ротора от возможного пригара и прн необходимости смазка. Рабочий орган выталкивателя coBepnjaeT возвратно-поступательные движения на длину, превьипающую длину стержня.
При последующем новороте ротора и срабатывании выталкивателя стержень 18 под действием другого стержня поступает в ванну 9 с суспензией через отверстия в ее наружной стенке, в которую вмонтирована уп- лотнительная эластичная манжета 10. Во время прохождения стержня 18 сквозь слой суспензии на него наносится покрытие, излишек которого снимается эластичными манжетами 10, установленными в противоположной стенке ванны соосно со стержнем.
Затем стержень поступает в камеру 11 псевдоожижения, где с помощью сжатого газа, проходящего через пористую прокладку, создается газопорощковая смесь и стержень обсыпается порошком, входящим в состав суспензии. В камере покрытие подсушивается за счет остаточного тепла стержня, усиленного испарения влад-и в потоке газа, абсорбции влаги сухими частицами порошка, относительного увеличения в покрытии сухих частиц порошка при одновременном снижении влаги. Газ из камеры проходит через фильтр, перекрывающий ее сверху, и очищается от пыли. После подсушки на выходе из камеры 11 покрытие калибруется эластичной манжетой 12, уста новленной в наружной стенке камеры соосно с другими манжетами.
Затем стержень, перемещаясь по лотку, поступает в тару 14. Определенное положение стержня в таре относительно други.х
обеспечивается укладчиком 13 стержней, который периодически перемещает тару 14 перпендикулярно оси стержня по горизонтали и вертикали на шаг, соответствующий толщине стержня. Перемещение тары на один щаг по горизонтали осуществляется после срабатывания выталкивателя с помощью храпового механизма 16. При этом стержни укладываются в один слой. После укладки одного слоя тара с помощью храпового механизма 15 перемещается вниз на luar, равный толщине стержня (слоя), и так далее до полного заполнения тары.
Таким образом, нанесение покрытия, его подсущка, калибровка и укладка готовых стержней в тару осуществляются автоматически во время поступательного движения стержня вдоль своей оси, что значительно повыщает производительность линии.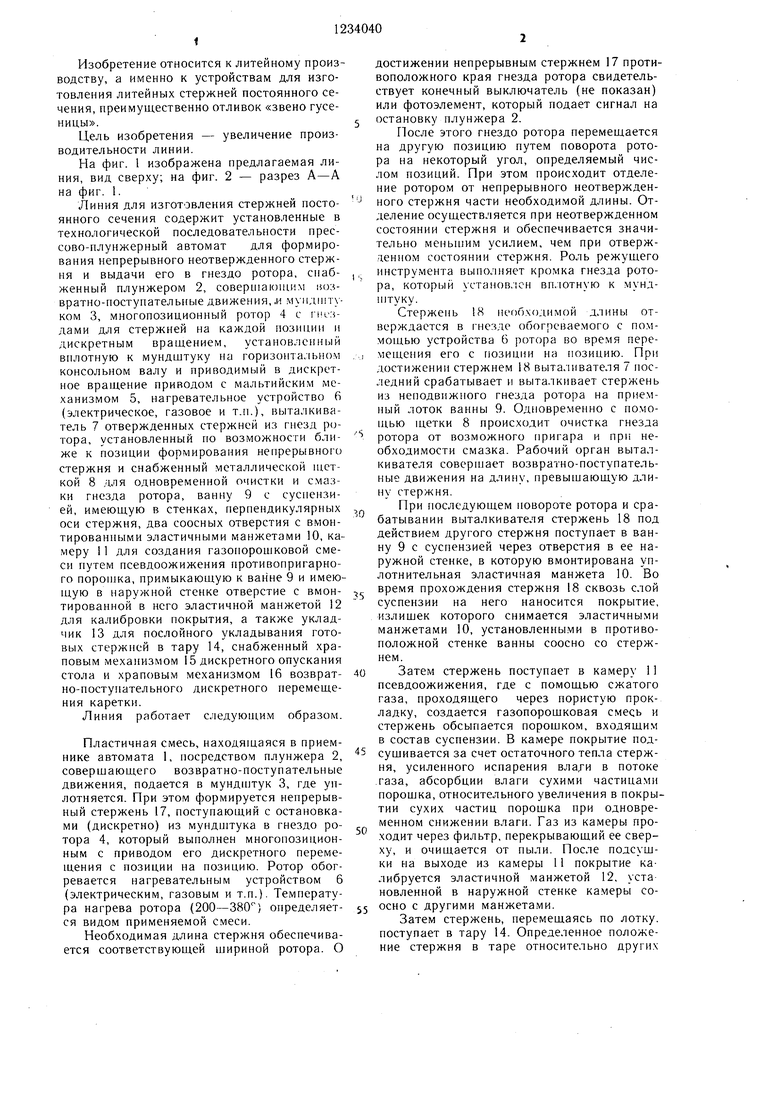
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления стержней постоянного сечения | 1982 |
|
SU1079341A1 |
| Способ изготовления полых стержней и устройство для его осуществления | 1985 |
|
SU1258593A1 |
| Устройство для нанесения покрытия на стержни | 1982 |
|
SU1058708A1 |
| Способ нанесения противопригарного покрытия на стержни и устройство для его осуществления | 1980 |
|
SU954148A1 |
| Устройство для нанесения противопригарного покрытия на стержни | 1983 |
|
SU1122405A1 |
| Устройство для нанесения противопригарного покрытия на стержни | 1982 |
|
SU1042876A1 |
| Автомат карусельного типа для многослойного эмалирования | 1977 |
|
SU717151A1 |
| Роторная машина | 1978 |
|
SU781086A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2394135C1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
g 18 18
2 1 3
В Л
9 ГО
э 11
13
фиг. 2
| Автоматическое устройство для непрерывного изготовления полых стержней | 1961 |
|
SU151775A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Волгоград, ВНИИТМАШ | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
