Изобретение относится к области обработки металлов давлением, а именно к инструменту для горячего прессования полых профилей, в том числе труб.
Известны устройства для прессования полых профилей и труб, содержащих контейнер, пресс-штемпель, матрицу с центрирующей втулкой, контактирующей с заготовкой и иглу (а.с. №252272, кл. В21С 25/00, публ. 1968, абзац 2).
Недостатком известных устройств является то, что из-за неравномерной осадки при подпрессовке заготовки в контейнере происходит смещение иглы, которое вызывает разностенность изделия.
Наиболее близким аналогом к заявляемому изобретению является устройство для прессования полых профилей, которое снабжено дополнительной центрирующей втулкой, установленной на игле и контактирующей с заготовкой (а.с. №252272, кл. В21С 25/00, публ. 1968) - прототип. В известном устройстве центрирующие втулки изготавливаются из материала деформируемой заготовки.
Недостатком прототипа является разовое использование центрирующих втулок, т.е. на одно изделие. Увеличивается расход годного металла в результате использования его на изготовление центрирующих втулок, а также дополнительные затраты, необходимые для изготовления центрирующих втулок. Кроме того, при распрессовке заготовки в контейнере происходит изменение формы (деформация) центрирующих втулок, что ведет к смещению иглы, которое вызывает разностенность изделия.
Задачей, на решение которой направлено данное изобретение, является обеспечение надежной центровки иглы относительно оси прессования за счет установки центрирующей пробки, что позволяет снизить разностенность готовых изделий и повысить выход годного.
Поставленная задача решается тем, что в устройстве для прессования полых профилей, содержащем контейнер, пресс-штемпель, иглу с центрирующим элементом и матрицу, контактирующую с центрирующим элементом, согласно изобретению центрирующий элемент выполнен в виде пробки, наружная поверхность которой контактирует с внутренними рабочими стенками матрицы, при этом пробка выполнена из обычной углеродистой стали и с возможностью многоразового использования.
Сущность изобретения поясняется графическими материалами.
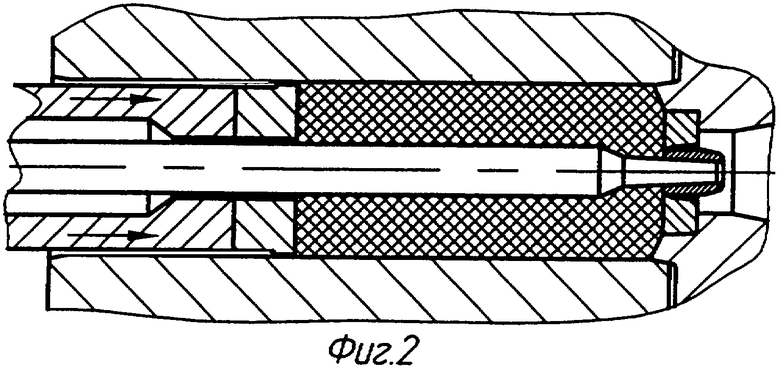
На фиг.1 представлен заявленный инструмент для прессования полых профилей, продольный разрез;
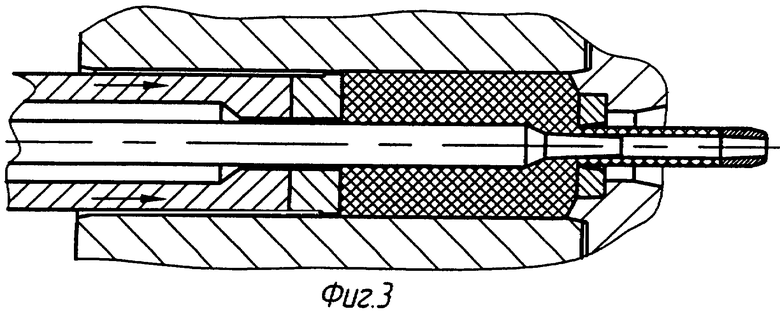
На фиг.2 и 3 показано положение центрирующей пробки 5 после окончания распрессовки заготовки в контейнере (фиг.2) и в момент прессования изделия (фиг.3).
Устройство содержит контейнер 1 с матрицей 6, в полости которого расположен пресс-штемпель 2 с пресс-шайбой 3 и иглой 4, на рабочей части которой размещена центрирующая пробка 5. Пробка 5 наружной поверхностью соприкасается с рабочими стенками (внутренней поверхностью) матрицы 6.
При распрессовке заготовки 7 (фиг.1) в контейнере 1 игла 4 жестко фиксируется одним концом в отверстии пресс-шайбы 3. Рабочий конец иглы 4 через центрирующую пробку 5 входит в очко матрицы 6, что позволяет произвести распрессовку заготовки 7 в контейнере 1, не нарушая центровку иглы 4.
Предлагаемое устройство было опробовано при прессовании трубы размерами ⊘75×12,5 мм и ⊘75×10 мм из алюминиевого сплава САВ1 в промышленных условиях кузнечно-прессового цеха. Полученные изделия соответствовали требованиям ТУ.
Нагретую до температуры 500-520°С заготовку 7 размерами ⊘272×⊘104×⊘630 мм надевают на смазанную иглу 4, на которую предварительно были установлены пресс-шайба 3 и центрирующая пробка 5, изготовленная из малоуглеродистой стали Ст3. Ходом прошивной системы иглу 4 подают вперед и устанавливают центрирующую пробку 5 в отверстие матрицы 6. Затем производят распрессовку заготовки 7 в контейнере 1 и прессование трубы. Центрирующая пробка 5 снимается с иглы 4 и выталкивается из отверстия матрицы 6 движущейся трубой в процессе прессования. После прессования центрирующую пробку вручную отделяют от готовой трубы и используют повторно при прессовании следующей трубы и т.д.
При распрессовке заготовки 7 в контейнере 1 игла 4 жестко фиксируется одним концом в отверстии пресс-шайбы 3, другим концом через центральную пробку 5 в отверстии матрицы 6, что позволяет произвести распрессовку заготовки 7 в контейнере 1, не нарушая центровку иглы 4, осей отверстий матрицы 6 и контейнера 1 относительно оси прессования.
Использование предлагаемого устройства для прессования полых профилей по сравнению с прототипом позволяет снизить разностенность прессуемых профилей и повысить выход годного за счет использования центрирующей пробки на рабочем конце иглы, обеспечивающей жесткую фиксацию иглы, при распрессовке заготовки в контейнере. Кроме того, снижаются затраты на изготовление центрирующей пробки при возможности многократного ее использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием | 2015 |
|
RU2608110C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2455094C2 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
Изобретение относится к области обработки металлов давлением, а именно к инструментальной оснастке для горячего прессования полых профилей, в том числе труб, а именно к устройству для прессования полых профилей. В устройстве для прессования полых профилей, содержащем контейнер, пресс-штемпель, иглу и матрицу, игла снабжена центрирующей пробкой, наружная поверхность которой контактирует с рабочими стенками матрицы, при этом пробка выполнена из обычной малоуглеродистой стали. Техническим результатом настоящего изобретения являются уменьшение разностенности изготавливаемых профилей и повышение выхода годного, а также снижение затрат на изготовление центрирующей пробки с возможностью использования ее многократно. 1 з.п. ф-лы, 3 ил.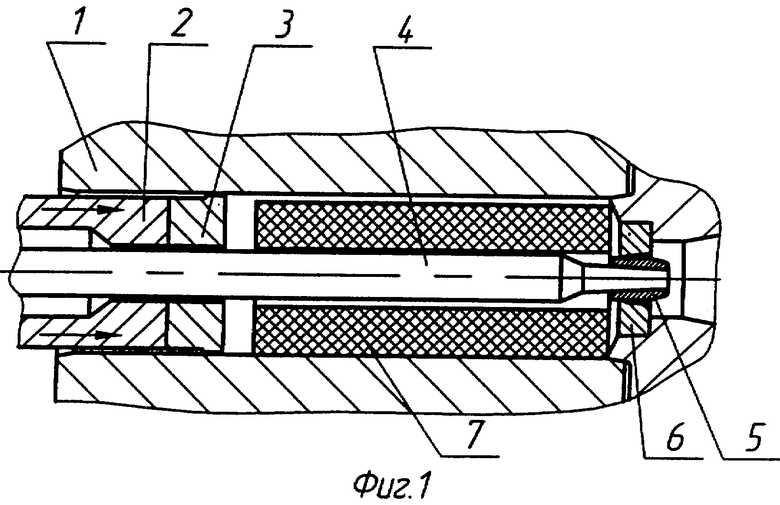
| Щ ПАТЕНТНО-'У | 0 |
|
SU252272A1 |
| Устройство для прессования труб | 1978 |
|
SU774660A1 |
| Инструмент для прессования полых изделий переменного сечения | 1980 |
|
SU897359A1 |
| Инструмент для прошивки заготовок под прессование | 1982 |
|
SU1037991A1 |
| DE 10257585 А, 24.06.2004 | |||
| ПАНЕЛЬ ДЛЯ ОТДЕЛКИ ИНТЕРЬЕРА ВОЗДУШНОГО СУДНА И ВОЗДУШНОЕ СУДНО, ОТДЕЛАННОЕ ТАКИМИ ПАНЕЛЯМИ | 2012 |
|
RU2607210C2 |

