2, Автомат ito п. I, о т п и ч а ю ш и и с я тем, что рычажный механизм для поцачи смеси под плунжер вьтолнен коромыслово-цвухползунным, причем шарнир коромысла закреплен в кронштейнах поц приемником смеси, а механизм содержит по крайней мере цва заклиненных под углом друг к другу рычага, оцин из Которых с помсядью шатуна шарнирно связан с муфтой плунжера.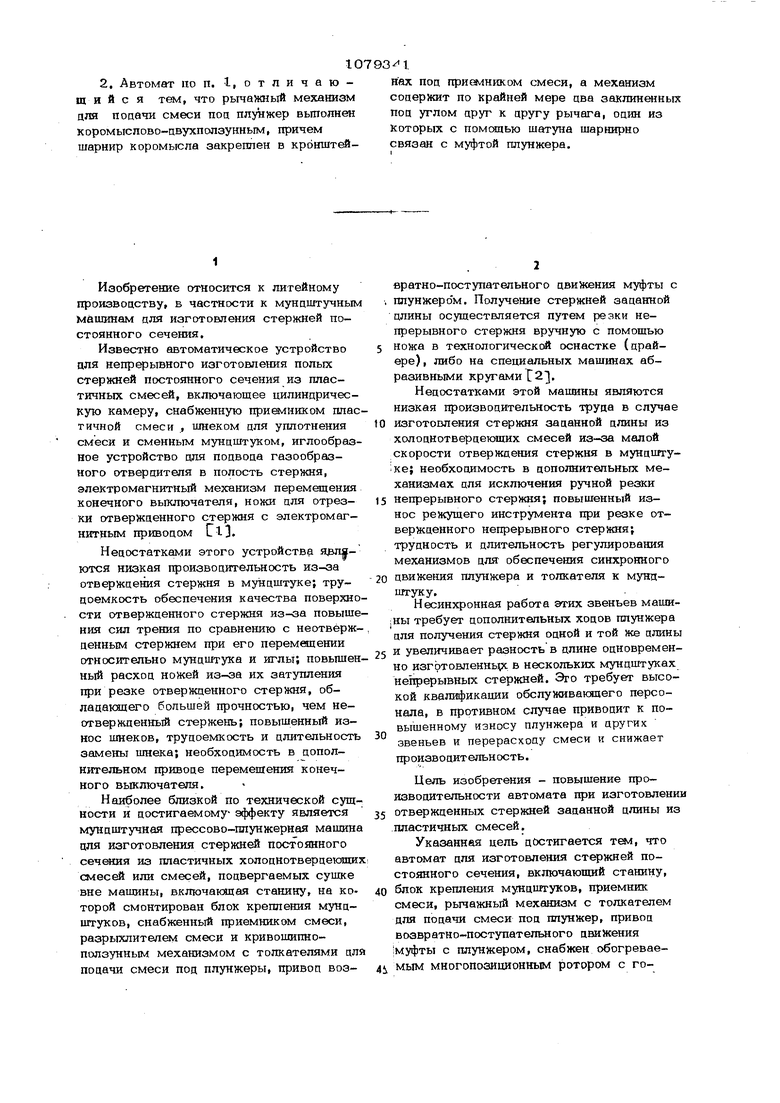
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых стержней и устройство для его осуществления | 1985 |
|
SU1258593A1 |
| Линия для изготовления стержней постоянного сечения | 1983 |
|
SU1234040A1 |
| Мундштучная стержневая многоручьевая машина | 1990 |
|
SU1787654A1 |
| МАШИНА ДЛЯ НАПОЛНЕНИЯ БАНОК ПРОДУКТОМ | 2001 |
|
RU2206479C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАПИРОС | 1966 |
|
SU182033A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Автомат для контроля и сортировки вкладышей подшипников скольжения | 1988 |
|
SU1664416A1 |
| ПРЕСС ДЛЯ СОЕДИНЕНИЯ ШИН С ТОКОВОДАМИ | 1971 |
|
SU304150A1 |
| Шайбонавивочный автомат | 1979 |
|
SU810347A1 |
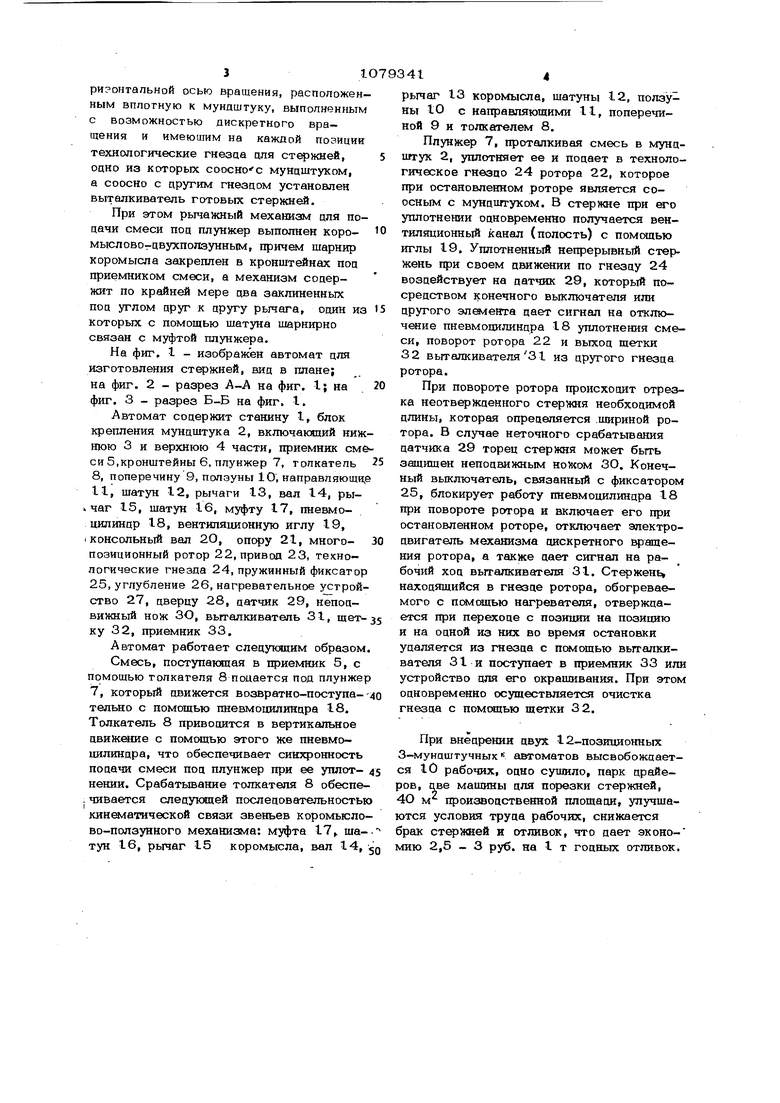
I. АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ПОСТОЯННОГО СЕЧЕНИЯ, включающий станину, блок крепления мунциггука, приемник смеси, рычажный механизм с толкателем для подачи смеси под плунжер.привод возвратнопоступательного движения муфты с плунжером, отличающийся тем, что, с целью повышения производительности при изготовлеюш отвержденных стержней заданной длины из пластичных смесей, автомат снабжен обогреваемым многопозкционным ротором с горизонтальной осью вращения,расположенным вплотную к мундштуку,выпопненным с возможностью дискретного вращения и имеющим на каждой позиции технологические гнезда для стержней, одно из которых соосно с мундштуком, а соосно с другим гнездом уста-g новлен выталкиватель готовых стерн ней, О)
1
Изобретение относится к литейному производству, в частности к мундштучным м&шинам для изготовления стержней постоянного сечения.
Известно автоматическое устройство для непрерывного изготовления полых стержней постоянного сечения из пластичных смесей, включающее цилиндрическую камеру, снабженную приемником пластичной смеси , шнеком для уплотнения смеси и сменным мундштуком, иглообразное устройство для подвода газообразного отвердителя в полость стержня, электромагнитный механизм перемещения конечного выключателя, ножи для отрезки отвержденного стержня с электромагнитным приводом Ll3.
Недостатками этого устройства ярляются низкая производительность из-за отверждения стержня в мундштуке; трудоемкость обеспечения качества поверхности отвержденного стержня из-за повышения сил трения по сравнению с неотвёржденным стержнем при его перем«цении относительно мундштука и иглы; повышенный расход ножей из-за их затупления при резке отвержценного стержня, облацаквдего большей прочностью, чем неотверЖ-денный стержень; повышенный износ шнеков, трудоемкость и длительность замены шнека; необходимость в дополнительном приводе перемещения конечного выключателя.
Наиболее близкой по технической сущности и достигаемому эффекту является мундштучная прессово-плунжерная машина для изготовления стерШ1ей постоянного сечйшя из пластичных холоднотвердеющих смесей или смесей, подвергаемых сушке вне машины, включакяцая станину, на которой смонтирован блок крепления мундштуков, снабженный приемником смеси, разрыхлителем смеси и кривошнпноползунным механизмом с толкателями для подачи смеси под плунжеры, привод возвратно-поступательного движения муфты с плунжером. Получение стержней заданной длины осуществляется путем резки непрерывного стержня вручную с помощью
ножа в технологической оснастке (драйере), либо на специбшьных машинах абразивными кругами 23.
Недостатками этой машины являются низкая производительность труда в случае
изготовления стержня заданной длины из холоднотвердеющих смесей из-за малой скорости отверждения стержня в мундшту ке; необходимость в дополнительных механизмах для исключения ручной резки
непрерывного стержня; повышенный износ режущего инструмента при резке отвержденного непрерывного стержня; трудность и длительность регулирования механизмов для обеспечения синхронного
движения плунжера и толкателя к мундштуку.
Несинхронная работа этих звеньев машиНЫ требует дополнительных ходов плунжера для получения стержня одной и той Же длины
и увеличивает разность в длине одновременно изгЬтовленньрс в нескольких мундштуках непрерывных стержней. Это требует высокой квалификации обслуживающего персонала, в противном случае приводит к повышенному износу плунжера и других звеньев и перерасходу смеси и снижает производительность.
Цель изобретения - повышение производительности автомата при изготовлени 35 отвержденных стержней заданной длины из пластичных смесей.
Указанная цель дсжтигается т&л, что автомат для изготовления стержней постоянного сечения, включающий станину,
40блок крепления мундштуков, приемник смеси, рычажный механизм с толкателем для подачи смеси под плунжер, привод возвратно-поступательного движения 1муфты с плунжером, снабжен обогревае41мым многопоаиционным ротором с го31риэонтальной осью вращения, расположенным вплотную к мундштуку, выполненным с возможностью дискретного вращения и имеющим на каждой позиции технологические гнезца для стержней, одно из которых сооснос мундштуком, а соосно с другим гнездом установлен выталкиватель готовых стержней. При этом рычажный механизм для подачи смеси под плунжер выполнен коромыслово-двухползунным, причем шарнир коромысла закреплен в кронштейнах под приемником смеси, а механизм содержит по крайней мере два заклиненных под углом друг к другу рычага, один из которых с помощью шатуна шарнирно связан с муфтой плунжера. На фиг, I - изображен автомат для изготовления стержней, вид в плане; на фиг, 2 - разрез А-А на фиг, I; на , фиг, 3 - разрез Б-Б на фиг. I. Автомат содержит станину I, блок крепления мундштука 2, включакядий ниж нюю 3 и верхнюю 4 части, приемник сме си 5,кронштейны 6, плунжер 7, толкатель 8, поперечину 9, ползуны 10, направляющи; II, шатун 12, рычаги 13, вал 14, ры чаг 15, шатун 16, муфту 17, пнеш оцилинпр 18, вентиляционную иглу 19, консольный вал 2О, опору 21, многопозиционный ротор 22, привод 23, технологические гнезда 24, пружинный фиксатор 25, углубление 26, нагревательное устрой ство 27, дверцу 28, датчик 29, неподвижный нож ЗО, выталкиватель 31, щетку 32, приемник 33, Автомат работает следующим образом Смесь, поступающая в приемник 5, с помощью толкателя 8 подается под плунже 7, который движется возвратно-поступательно с помощью пневмоцилиндра 18. Толкатель 8 приводится в вертикальное движение с помощью этого же пневмоиилиндра, что обеспечивает синхронность подачи смеси под плунжер при ее уплотнении. Срабатьшание толкателя 8 обеспе . чивается следукяцей последовательность кинемй-гаческой связи звеньев коромьюло во-ползунного механизма: муфта 17,. ша тун 16, рычаг 15 коромысла, вал 14, 41 рычаг 13 коромысла, шатуны 12, ползуны 10 с направляющими II, поперечиной 9 и толкателем 8, Плунжер 7, проталкивая смесь в мундиггук 2, уплотняет ее и подает в технологическое гнездо 24 ротора 22, которое при остановленном роторе является соосным с мундиггуком. В стержне при его уплотнении одновременно получается вентиляционный канал (полость) с помощью иглы 19. Уплотненный непрерывный стержень при своем движении по гнезду 24 воздействует на датчик 29, который посредством конечного выключателя или другого элемента дает сигнал на отключение пневмоцилиндра 18 уплотнения смеси, поворот ротора 22 и выход щетки 32 выталкивателя31 из другого гнезда ротора. При повороте ротора происходит отрезка неотвержденного стержня необходимой длины, которая определяется .шириной ротора. В случае неточного срабатывания датчика 29 торец стержня может быть защищен неподвижным ножом ЗО, Конечный выключатель, связанный с фиксатором 25, блокирует работу пневмоцилиндра 18 при повороте ротора и включает его при остановленном роторе, отключает электродвигатель механизма дискретного вращения ротора, а также дает сигнал на рабочий ход выталкивателя 31, Стержень, находящийся в гнезде ротора, обогреваемого с псмощью нагревателя, отверждается при переходе с позишга на позицию и на одной из них во время остановки удаляется из гнезда с помсядью выталкивателя 31 и поступает в приемник 33 или устройство для его окрашивания. При этом одновременно осуществляется очистка гнезда с помсяцью щетки 32. При внедрении двух 12-позиционных З-мундштучных автоматов высвобождается 10 рабочих, одно сушило, парк драйеров, две машины для порезки стержней, 4О м производственной площади, улучшаются условия труда рабочих, снижается брак стержней и отливок, что дает экономию 2,5 - 3 руб. на I т годных отливок.
| I | |||
| Автоматическое устройство для непрерывного изготовления полых стержней | 1961 |
|
SU151775A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аксенов П | |||
| А | |||
| и цр | |||
| Машины литейного производства | |||
| Атлас конструкции | |||
| М., Машиностроение, 1972, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
