Изобретение относится к сварочном производству, а именно к устройствам импульсно-дуговой сварки, преимущественно плавящимся электродом, где требуется получение импульсов тока значительной амплитуды.
Цель изобретения - повышение качества сварного соединения за счет ступенчатой формы импульса сварочного тока.
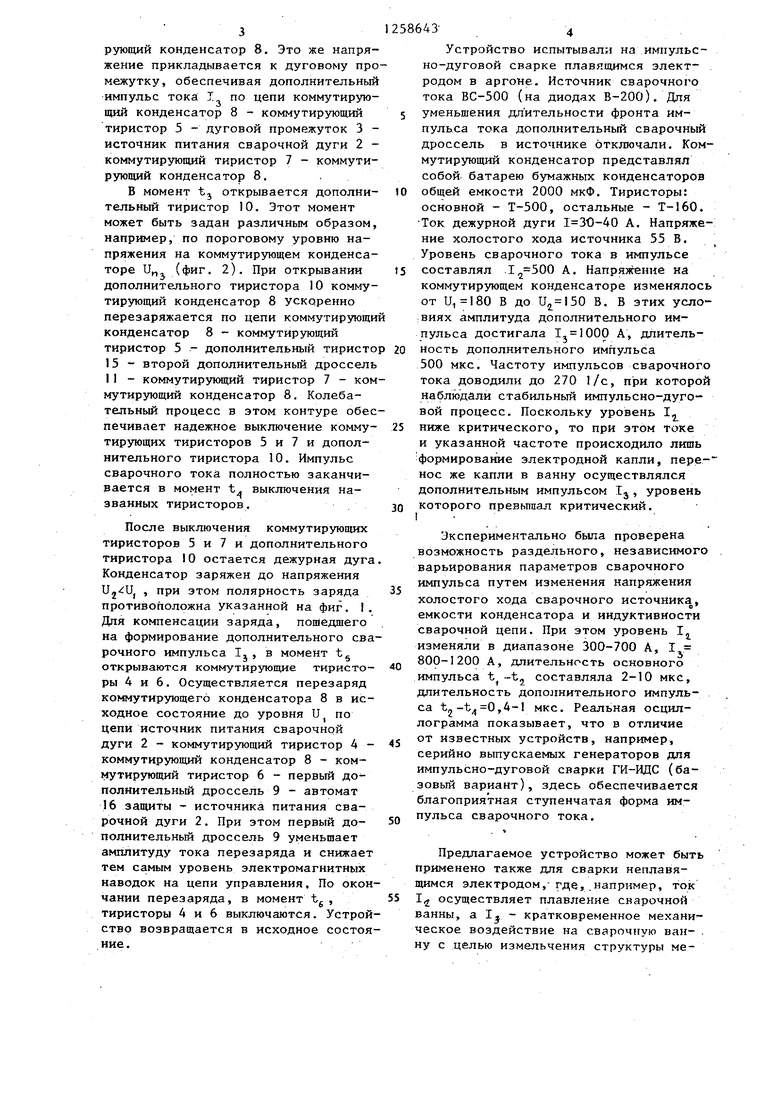
На фиг. 1 приведена схема устройства для импульсно-дуговой сварки; на фиг. 2 - схематичные осциллограм- .мы сварочного тока (а) и напряжение на коммутирующем конденсаторе (б).
Устройство содержит основной ти- тиристор 1, подключенный к источнику 2 питания сварочной дуги и дуговому промежутку 3, коммутирующие тиристоры 4-7, коммутирующий конденсатор 8, первый дополнительный,,дроссель 9, цепь ускоренного перезаряда конденсатора, состоящую из дополнительного тиристора 10 и второго дополнительного дросселя 11, цепь дежурной дуги, состоящую из балластного резистора 1 и дросселя 13 дежурной дуги.
Блок 14 управления тиристорами 14 формирует управля1Ьщие импульсы на открывание тиристоров в соответствии с временнь ми параметрами импульсов сварочного тока и работой порогового элемента 15.
Пороговый элемент 15 предназначен для повыгаения надежности и помехоустойчивости устройства. Он разрешает открывание тиристоров лишь при определенном напряжении заряда коммутирующего конденсатора. Так, открывание коммутирующих тиристоров 5 и 7 разрешается, если напряжение на коммутирующем конденсаторе 8 при указанной на фиг. 1 полярности пре- вьтает U (20-30 В), а открывание основного тиристора 1 - если при той же поля.рности напряжение на коммутирующем конденсаторе В превышает Un, (50-100 в). Это предотвращает опасность сквозного открьшания коммутирующих тиристоров 4 и 5 и к моменту открывания основного тиристора 1 гарантирует возможность его последующего выключения. Для предотвращения выхода из строя коммути- рующих тиристоров 6 и 7 при их аварийном сквозном открывании введен автомат 16 защиты.
Устройство работает следующим образом.
:
10
2586432
До начала сварки осуществляется заряд коммутирующего конденсатора 8. Для этого при включенном источнике питания сварочной дуги открывают коммутирующие тиристоры 4 и 6.
Коммутирующий конденсатор 8 заряжается по цепи + источника питания сварочной дуги 2 - коммутирующий тиристор 4 - коммутирующий конденсатор 8 - коммутирующий тиристор 6 - первый дополнительный дроссель 9 - автомат 16 защиты - - источника питания сварочной дуги. По окончании заряда коммутирующие тиристоры 4 и 6 закрываются. Полярность заряда соответствует указанной На фиг. I. Напряжение заряда должно повысить пороговый уровень U . Затем открывают коммутирзлощие тиристоры 5 и 7 и дополнительный тиристор 10. Коммутирующий конденсатор 8 перезаряжается по цепи коммутирующий тиристор 5 - дополнительный тиристор 10 - второй дополнительный дроссель 11 - коммутирующий тиристор 7. Далее вновь открываются коммутирующие тиристоры 4 и 6.
В результате напряжение заряда конденсатора увеличивается. После 3-5 указанных циклов напряжение заряда достигает установившегося значе15
20
25
30
ния ц , при котором потери при перезарядке возмещаются при дозарядке. В исходном состоянии все тиристоры устройства закрыты. Коммутирующий конденсатор 8 заряжен в соответствии с указанной на фиг. I по- аярностью до уровня l,l . Горит дежурная дуга по цепи + источника питания сварочной дуги 2 - балластный резистор 12 - дроссель дежурной дуги 13 - дуговой промежуток 3 - - источника питания сварочной дуги 2.
Ток дежурной дуги I,
{ф
(фиг. 2). 2) блок 14
В момент t, (.фиг. 2) блок 1 управления открьшает основной тиристор 1. Возникает ток I по цепи источника питания свар чной дуги 2 - основной тиристор 1 - дуговой промежуток 3 - - источника питания сварочной дуги 2. В момент t открываются коммутируюпще тиристоры 5 и 7. Напряжение коммутирующего конденсатора 8 прикладывается встречно к основному тиристору 1, приводя к его выключению по цепи коммутирующий конденсатор 8 - коммутирующий тиристор 5 - основной тирлстор 1 - коммутирующий тиристор 7 кoм гyти3
рующий конденсатор 8. Это же напряжение прикладывается к дуговому промежутку, обеспечивая дополнительный импульс тока: I, по цепи коммутирующий конденсатор 8 - коммутирующий тиристор 5 - дуговой промежуток 3 - источник питания сварочной дуги 2 - коммутируюпшй тиристор 7 - коммутирующий конденсатор 8. .
В момент tj открывается дополнительный тиристор 10. Этот момент может быть задан различным образом, например, по пороговому уровню напряжения на коммутирующем конденсаторе и„ (фиг. 2). При открывании дополнительного тиристора 10 коммутирующий конденсатор 8 ускоренно перезаряжается по цепи коммутирующи конденсатор 8 - коммутирующий тиристор 5 - дополнительный тиристо
15- второй дополнительный дроссель
1 1 - коммутирукиций тиристор 7 - коммутирующий конденсатор 8. Колебательный процесс в этом контуре обеспечивает надежное выключение коммутирующих тиристоров 5 и 7 и дополнительного тиристора 10. Импульс сварочного тока полностью заканчивается в момент t. выключения названных тиристоров.
После выключения коммутирующих тиристоров 5 и 7 и дополнительного тиристора IО остается дежурная дуга Конденсатор заряжен до напряжения , при этом полярность заряда противоположна указанной на фиг. I. Для компенсации заряда, пошедшего на формирование дополнительного сварочного импульса Ij, в момент t открываются коммутируюище тиристоры 4 и 6. Осуществляется перезаряд коммутирующего конденсатора 8 в исходное состояние до уровня U по цепи источник питания сварочной дуги 2 - коммутирующий тиристор 4 - коммутирующий конденсатор 8 - коммутирующий тиристор 6 - первый дополнительный дроссель 9 - автомат
16защиты - источника питания сварочной дуги 2. При этом первый дополнительный дроссель 9 уменьшает амплитуду тока перезаряда и снижает тем самым уровень электромагнитных наводок на цепи управления, По окончании перезаряда, в момент t, тиристоры 4 и 6 выключаются. Устройство возвращается в исходное состояние.
643-4
Устройство испытывали на импульс- но-дуговой сварке плавящимся электродом в аргоне. Источник сварочного тока ВС-500 (на диодах В-200). Для уменьшения длительности фронта импульса тока дополнительньй сварочный дроссель в источнике отключали. Коммутирующий конденсатор представлял собой батарею бумажных конденсаторов
общей емкости 2000 мкФ. Тиристоры: основной - Т-500, остальные - Т-160. Ток дежурной дуги 1 30-40 А. Напряже-: ние холостого хода источника 55 В. Уровень сварочного тока в импульсе
составлял . А. Напряясение на коммутирующем конденсаторе изменялось от В до В. В этих усло- ;виях амплитуда дополнительного импульса достигала А, длительность дополнительного импульса
500 МКС. Частоту импульсов сварочного тока доводили до 270 1/с, при которой наблюдали стабильный импульсно-дуго- вой процесс. Поскольку уровень 1
ниже критического, то при этом токе и указанной частоте происходило лишь Сформирование электродной капли, пере- нос же капли в ванну осуществлялся дополнительным импульсом Ij, уровень
которого превьппал критический.
Экспериментально была проверена возможность раздельного, независимого варьирования параметров сварочного импульса путем изменения напряжения холостого хода сварочного источника, емкости конденсатора и индуктивности сварочной цепи. При этом уровень Ij изменяли в диапазоне 300-700 А, I
800-1200 А, длительность основного импульса составляла 2-10 мкс, длительность дополнительного импульса ,4-1 МКС. Реальная осциллограмма показывает, что в отличие
от известных устройств, например, серийно выпускаемых генераторов для импульсно-дуговой сварки ГИ-ИДС (базовый вариант), здесь обеспечивается благоприятная ступенчатая форма импульса сварочного тока.
Предлагаемое устройство может быть применено также для сварки неплавящимся электродом,- где, .например, ток 1 осуществляет плавление сварочное ванны, а 1 - кратковременное механическое воздействие на сварочную ван- . ну с целью измельчения структуры ме51258643 :6
талла шва, что позволяет повысить ка- ния за счет ступенчатой формы импуль- чество получаемого сварного соёдине- са сварочного тока.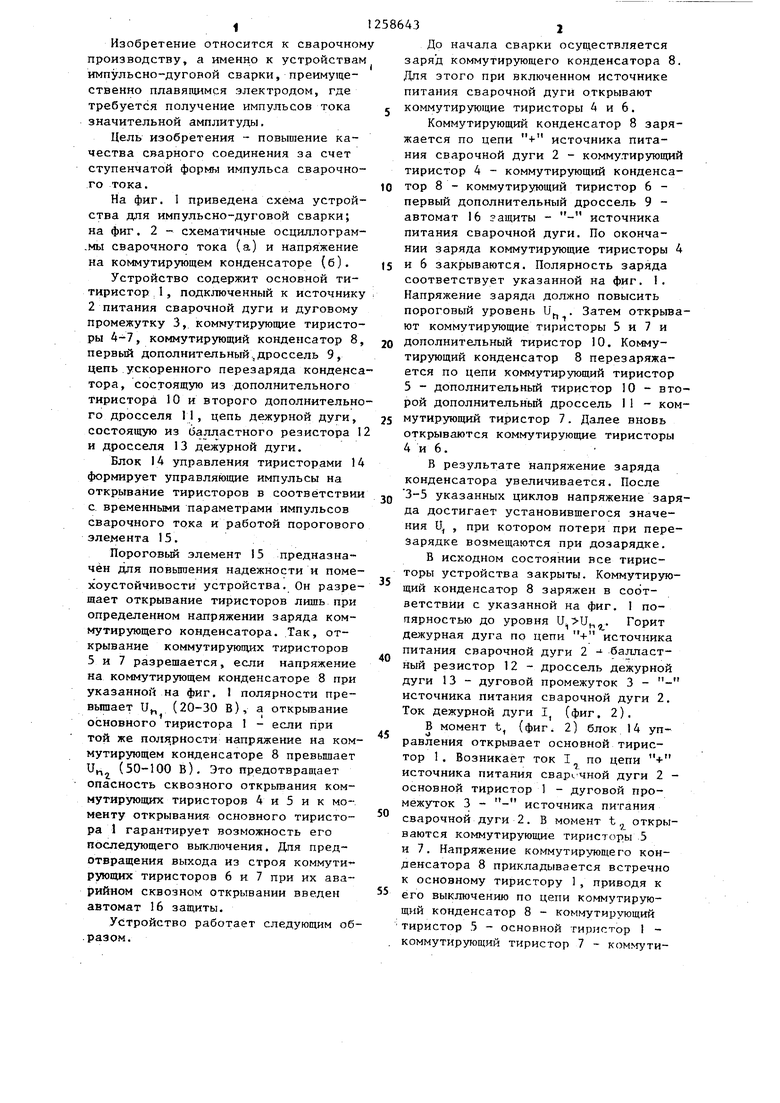
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки прямоугольными разнополярными импульсами тока | 1987 |
|
SU1551484A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| Устройство для сварки | 1984 |
|
SU1268335A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU856705A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU791487A1 |
| Устройство для дуговой сварки плавящимся электродом | 1983 |
|
SU1098702A1 |
| Устройство для управления процессом дуговой точечной сварки | 1983 |
|
SU1222454A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2013 |
|
RU2547048C2 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1980 |
|
SU919819A2 |
Редактор А. Сабо
9&й г2
Составитель Г, Чайкраекий
Техред М.Ходанич Корректор А. Обручар
Заказ 5071/16 Тираж 1001. Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и .открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для электродуговой сварки | 1982 |
|
SU1038129A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU856705A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
