1
Изобретение относится к сварочному производству, а именно к устройствам для дуговой сварки с короткими замы каниями.
По основному авт. св. № 791487 известно устройство, содержащее сварочный выпрямитель, индуктивность, коммутирующий, вспомогательный и дополнительный тиристоры, схему управления коммутирующим и вспомогательным тиристорами, датчик непрерывного контроля размеров перемычки жидкого металла, блок управления дополнительным тиристором и сварочную головку.. Сварочная головка подключена к одному из зажимов сварочного выпрямителя, к другому его зажиму подсоединена одна из обкладок конденсатора и один из входов датчика непрерывного контроля размеров перемычки жидкого металла, а другой еГо вход подключен к сварочной головке и к катоду коммутирующего тиристора, управляющий электрод и катод которого coei
динены с одним из выходов .схемы управления, с другим ее выходом соединены управляющий электрод и катод вспомогательного тиристора, анод которого подключен к аноду вспомогательного тиристора, анод кото(эого подключен к аноду коммутирующего тиристора и через индуктивность к одному зажиму сварочного выпрямителя. Причем катод вспомогательного тирис10тора соединен с другой обкладкой конденсатора, с анодом дополнительного тиристора и с одним из входов блока управления дополнительным тиристором, другой вход которого подключен к аноtsду вспомогательного тиристора. Один Из выходов блока управления подключен к управляющему электроду дополнительного тиристора, другой выход блока управления подключен к катоду
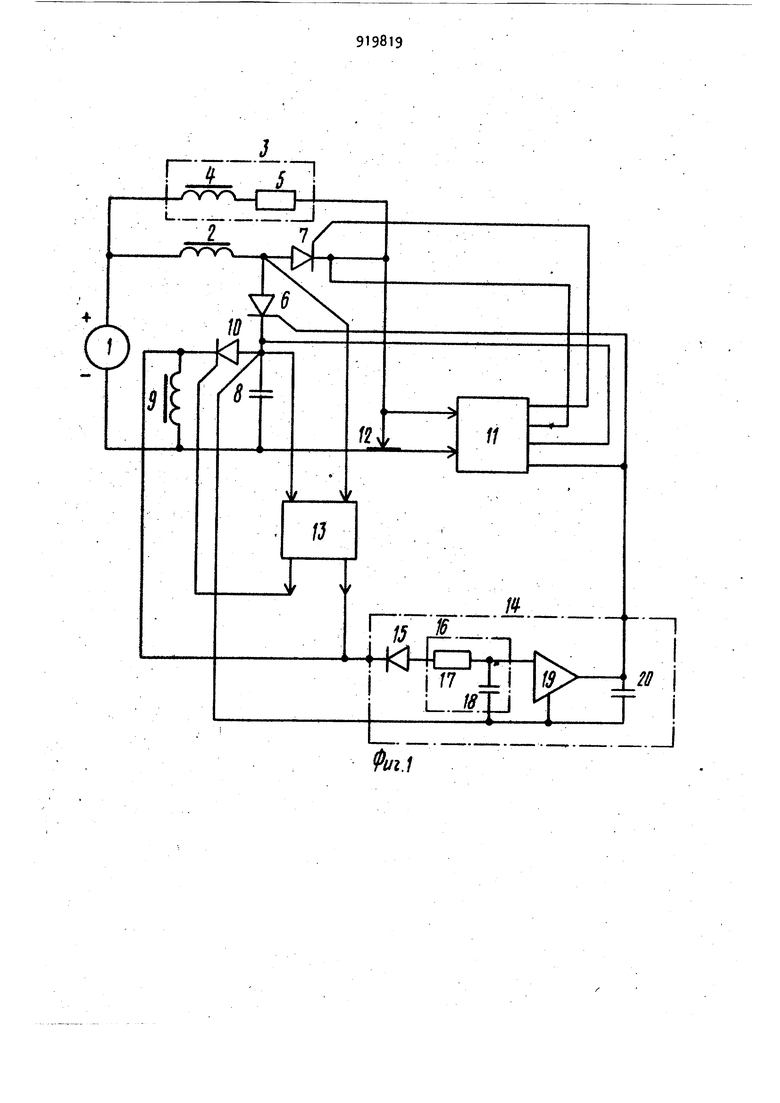
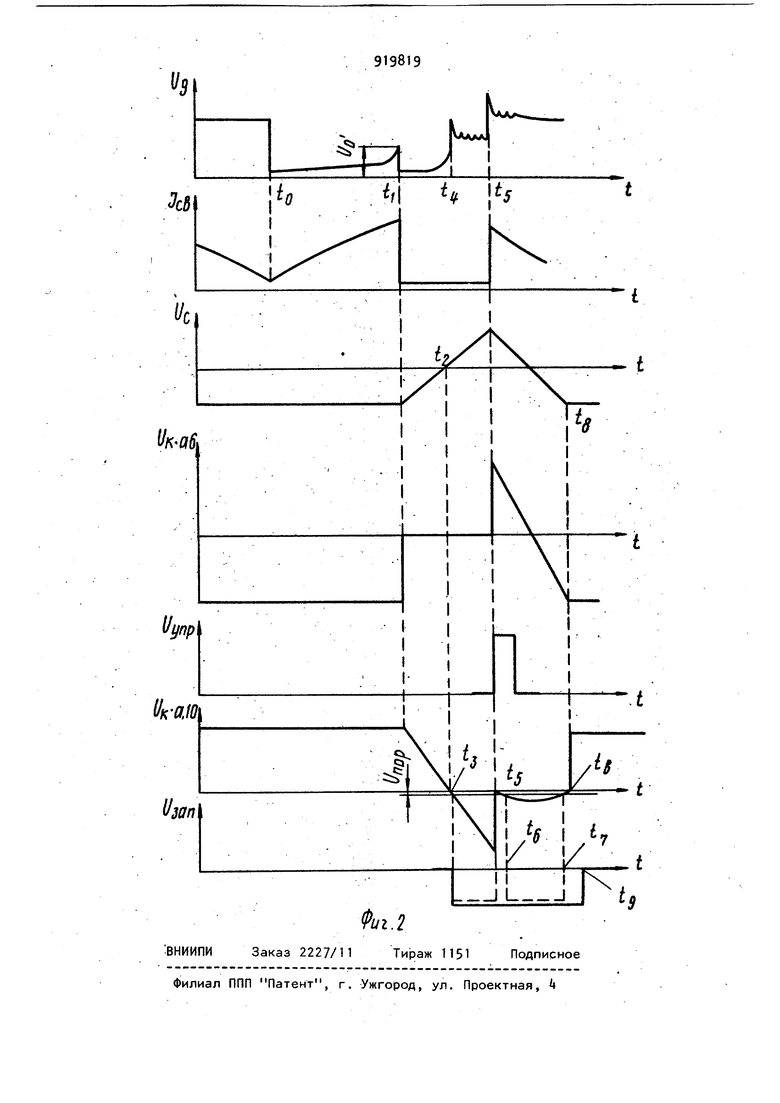
20 дополнительного тиристора, подсоединенному через дополнительную индуктивность к другому зажиму сварочного выпрямителя СП.. 3 Однако известное устройство для дуговой сварки с короткими замыканиями характеризуется недостаточно высокой надежностью работы устройства и качеством сварки вследствие нестабильного и непериодического об разования капель расплавленного металла. При этом может возникнуть случайное короткое замыкание дугового промежутка каплей расплавленно металла, в результате чего отпирает вспомогательный тиристор при поступ лении на его управляющий электрод сигнала с выхода схемы управления в 7OJ интервал времени, когда допол нительный тиристор открыт и через н то протекает ток перезаряда конденс тора. Возникает шунтирующая дуговой промежуток цепь (сварочный выпрямитель, индуктивность, вспомогательный тиристор, дополнительный тиристор, дополнительная индуктивность), в результате чего ухудшаются условия сварки, повышается разбрызгивание металла, что снижает надежность работь устройства и качество сварки. Целью изобретения является повышение качества сварки и надежность работы устройства за счет устранения случайных коротких замыканий дугового промежутка. Поставленная цель достигается что в устройство для дуговой сварки с короткими замыканиями введен блок защиты, при этом первый вход его соединен с катодом дополнительного тиристора, анод последнего соединен со вторым входом блока защиты, при этом выход блока защиты соединен с уг1равляющим электродом вспомогатель« ного тиристора. Блок защиты содержит дополнитель г ный конденсатор и последоват епьно соединенные диод, интегрирующую цепь и пороговый элемент, при этом катод диода соединен с первым входом блока защиты, интегрирующая цепь, пороговый элемент и одна из обкладок введены на другой вход блока ациты, а .другая обкладка этого конденсатора соединена с пороговым элементом, образуя выход блока защиты. На фиг. 1 приведена принципиальная электрическая схема предлагаемого устройства для дугрвой сварки с короткими замыканиями; на фиг. 2 временные диаграммы работы устройства. 94 где и - напряжение.на дуговом промежутке; Зрд - сварочный ток; DC - напряжение на конденсаторе 8; ejj - напряжение между катодом и анодом вспомогательного тиристора 6; - напряжение на выходе блока 13 управления дополнительным тиристором 10; - напряжение между катодом и анодом дополни-, тельного тиристора 10; UjQj, - запирающее напряжение на выходе блока 1 защи. . ты. Устройство для дуговой сварки с короткими замыканиями содержит сварочнь1Й выпрямитель 1 , индуктивность 2, сопротивление 3, состоящие из индуктивности k и резистора 5, вспомогательный тиристор 6, коммутирующий тиристор 7, конденсатор 8, дополнительную индуктивность 9, дополнительный тиристор 10, датчик 11 непрерывного контроля размеров перемычки жидкого металла, сварочную головку 12, блок 13 управления дополнительным тиристором 10, блок Н защиты, содержащий диод 15, интегрирующую цепь 16, состоящую из резистора 17 и конденсатора 18, а также пороговый элемент 19 и дополнительный конденсатор 20. Плюсовый зажим сварочного выпрямителя 1 подключен через индуктивность 2 к анодам вспомогательного тиристора 6 и коммутирующего тиристора 7. Кроме того, плюсовый зажим сварочного выпрямителя 1 подсоединен через сопротивление 3 к катоду коммутирующего тиристора 7, к сварочной головке 12 и к одному из входов датчика 11 непрерывного контроля размеров перемычки жидкого металла. Минусовой зажим сварочного выпрямителя 1 подключен к одной из обкладок конденсатора 8, к другому входу датчика 11 непрерывного контроля размеров перемычки жидкого металла, а также через дополнительную индуктивность 9 подключен к катоду дополнительного тиристора 10. Выход датчика 11 подключен к управляющему электроду и катоду коммутирующего тиристора 7, ai другой его выход - к управляТощему электроду и катоду вспомогательного 5. 9 тиристора 6. Анод вспомогательного тиристора 6 подключен к одному из входов блока 13 управления дополнительным тиристором, а другой его вход подключен к катоду вспомога- , тельного тиристора 6, к другой обкладке конденсатора 8 и к аноду дополнительного тиристора 10. Один из выходов блока 13 управления дополнительным тиристором 10 подсоединен к управляющему электроду дополнительного тиристора 10, а другой его выход - к катоду дополнительно-. го тиристора 10 и к катоду диода 15 блока И защиты. Каноду диода 15 подключена интегрирующая цепь 16, состоящая из резистора 17 и конденсатора 18, одна из обкладок которого подключена ко входу порогового эле. мента 19, выход его подсоединен к управляющему электроду вспомогательного тиристора б и к одной из обкладок дополнительного конденсато-i ра 20, другая обкладка которого подсоединена к общей шине блока И защиты. К этой же шине подключен пороговый элемент 19, другая обкладка конденсатора 18 и анод дополнительного тиристора 10. Сварочный выпрямитель 1 используется как источ-; ник сварочного тока. Индуктивность 2 предназначена для ограничения скорости нарастания сварочного тока во времени коротких замыканий и для под держания устойчивого горения сварочной дуги. Сопротивление 3, состоящее из индуктивности и резистора 5, служит для ограничения тока дежурной дуги, т-е. дуги, возбуждающейся при разрушении перемычки в интервале коммутации сварочного тока. Вспомога тельный тиристор 6 предназначен для переключения сварочного тока, протекающего от сварочного выпрямителя V ПО цепи (индуктивность 2, коммутирую щий тиристор 7, сварочная головка 12 в параллельную цепь заряда конденсатора 8 (индуктивность 2, вспомогательный тиристор 6, кондейсатор 8). Коммутирующий тиристор 7 служит для отключения сварочного тока через перемычку жидкого металла, когда она достигает критических размеров. Конденсатор 8 предназначен для накопле ния энергии за период коммутации сва j3O4Horo тока. Дополнительная индуктивность 9 предназначена для перезаряда конденсатора 8 при открывании дополнительного тиристора 10. Допол9нительный тиристор 10 служит для замыкания контура перезаряда конденг сатора при закрывании вспомогат-ельного тиристора 6 (в конце промежутка коммутации). Датчик 11 служит для подачи импульса тока на управляющий электрод, вспомогательного тиристора 6 в момент начала коммутации, когда перемычка жидкого металла достигает критических размеров, а также для подачи импульса тока на управляющий электрод коммутирующего тиристора 7 в момент окончания интервала коммутации. Сварочная головка 12 служит для автоматической подачи сварочной проволоки в зону дуги. Блок 13 управления дополнительным тиристором 10 служит для подачи импульса тока на управляющий электрод дополнительного тиристора 10 в момент запирания вспомогательного тиристора 6, что соответствует концу коммутации сварочного тока. Диод 15 служит для пропускания на вход блока И защиты напряжения UK.C( 10 только отрицательной полярности , поступающего с катода дополнительного тиристора 10. Интегрирующая цепь 16 (резистор 17 и конденсатор 18) служит для сглаживания входного напряжения блока Г защиты в момент открывания дополнительного тиристора 10. Пороговый элемент 19 служит для формирования прямоугольного импульса в интервале времени, когда дополнительный тиристор 10 открыт. Интегрирующая цепь, состоящая из выходного сопротивления порогового элемента 19 и дополнительного конденсатора 20, служит для сглаживания выходного напряжения блока И защиты в интервале времени, когда ток через дополнительный тиристор 10 изменяется от максимума до нуля. Перед началом сварочных работ свариваемая конструкция должна быть подсоединена к минусовому зажиму сварочного выпрямителя 1. Устройство работает следующим образом.. При включении устройства коммути-, рующий тиристор 7 открыт сигналом с выхода датчика 11 и к дуговому промежутку прикладывается напряжение, подаваемое от сварочного выпрямителя 1. При этом вспомогательный тиристор 6 и дополнительный тиристор 10 закрыты. При включении подачи сварочной проволоки зажигается дуга, начинается переходный процесс, по окончании которого происходит заряд конденсатора 8, в результате чего на его обкладке, соединенной с катодом вспомогательного тиристора 6, появляется отрицательный потенциал (порядка 70-90 в)., а между катодом и анодом вспомогательного тиристора 10 - положительное напряжение такой же величины. Напряжение Uj. поступает на входы блока 1 защиты, т.е. на катод диода 15 и общую шину блока Т защиты. При этом диод 15 закрыт, и напряжение на вход порогового элемента 10 не поступает. На выходе блока 1 защиты сигнал отсутртвует. Процесс дуговой сварки с короткими замыканиями сопровождается периодическими замыканиями дугового промежутка каплей электродного металла, расплавленного за время горения дуги. В момент времени tp капля металла касается свариваемой конструкции, при этом образуется перемычка жидкого .металла, напряжение на дуговом промежутке U резко падает почти до нуля, а сварочный ток Зм начинает нарастать с постоянной времени, опре/ еляемой электрическими параметрами сварочной цепи, т.е. ее индуктивным и активным сопротивлением. По мере роста тока короткого замыкания перемычка сжимается,под действ; ем электромагнитных сил, ее сопротивление растет и соответственно увеличивается напряжение на перемычке Причем ток короткого замыкания через перемычку протекает по основной цепи (от сварочного выпрямителя 1 через индуктивность 2, коммутирующий тиристор 7 в открытом состоянии и сварочную головку 12) и по вспомогательной цепи (от сварочного выпрямителя 1 через сопротивление 3. и сварочную го- . глОвку 12). При достижении критических ;размеров перемычки жидкого металла |на последней стадии ее разрушения (при сварочном токе порядка 300500 и) напряжение на перемычке достигает определенного значения U в момент времени t,. Напряжение Уд поступает на вход датчика 11 непрерывного контроля pa3Me|ioB перемычки. С одного из выходов датчика 11 подается импульс тока на катод и управляющий электрод вспомогательного тиристора 6 и открывает его, а коммутирующий тиристор 7 закрывается, при ,этом сигнал с другого выхода.датчика 1 1 снимается.С момента закрывания тиристора 7 ток коммутируюется в цепь (последовательно соединенные сварочный выпрямитель 1, индуктивность 2, вспомогательный тиристор 6 в открытом состоянии, конденсатор 8) и перезаряжает конденсатор 8 таким образом, что на его обкладке, соединенной с катодом вспомогательного тиристора 6, появляется положительный потенциал 70-90 В. Одновременно с -этим через перемычку протекает ток величиной 15-20 А по вспомогательной цепи (сварочный выпрямитель 1, сопротивление 3, сварочная головка 12). При перезаряде конденсатора 8 в момент времени tfj напряжение на конденсаторе 8 U и напряжение между катодом и анодом дополнительного тиристора 10 ,0 равны нулю. При поступлении напряжения Uj;. на входы блока-Н защиты диод 15 открывается, и напряжение через интегрирующую цепь 16 подается на вход порогового элемента 19. В момент времени ta, когда напряжение и,(У становится равным пороговому напряжению (0,2-0,5) В, пороговый элемент 19 срабатывает и на его выходе появляется импульс запирающего напряжения Ujctn. -(10-12) В (его амплитуда больше амплитуды импульсд с выхода датчика 11), подаваемый на управляющий электрод вспомогательного тиристора 6. Перемычка жидкого металла разрушается за счет сил поверхностного натяжения и инерционных сил без разбрызгивания.электродного металла в момент времени t (фиг. 2). Одновременно с этим возбуждается вспомогательная дуга (по вспомогательной цепи 1- 1-5-12), а по окончании интервалов коммутации тока в момент времени ty сигналом с одного из выходов датчика 11 открывается коммутирукщий тиристор 7. Ток ПО цепи (1-2-6-8) коммутируется в основную цепь (1-2-7-12), т.е. снова зажигается основная дуга, скачком возрастает сварочный ток . В этот же момент времени te вспомогательный тиристор 6 закрывается под действием положительного потенциала на обкладке конденсатора 8, соединенной с катодом этого тиристора. При этом между катодом и анодом вспомогательного тиристора 6 возникает скачок напряжения U к.-с(-ь от величины напряжения 0,5-1 В (при открытом тиристоре 5) до 50-70 В (при закрытом тиристоре 6), подаваемый на вход
991
блока 1 управления дополнительным тиристором 10. С выхода этого блока подается импульс управляющего напряжения на управляющий электрод дополнительного тиристора 10, котот рый при этом открывается и через не- го происходит перезарядка конденсатора 8 по цепи (8-10-9). В результате чего на обкладке конденсатора 8, соединенной с катодом вспомогательного тиристора 6, появляется отрицатель ный потенциал. Напряжение ,сило ° даваемое с дополнительного тиристора 10 на вход блока I защиты в интервале времени tr-tg, имеет синусоидальную форму в соответствии с формой и величиной тока, протекающего через дополнительный тиристор 10. Если бы не было интегрирующей цепи 16, то в интервале времени tg-t, когда напряжение на входе порогового элемента 19 меньше порогового напряжения Uf,pp , на выходе порогового элемента 19 напряжение равно нулю (его форма показана на фиг. 2 пунктирной линией). Но при наличии/i ин- ,. тегрирующей цепи 16 входное напряжение порогового элемента 19 сглаживается и на его выходе напряжение не изменяется и остается прежней величины U-jQn вплоть до момента времени trt. В интервале времени интегрирующая цепь, образованная выходным сопротивлением порогового элемента 19 и дополнительным конденсатором 20, сглаживает входное .напряжение, поступающее на пороговый элемент 19, и на его выходе напряжение и дпостается постоянным (пунктирной линией показана на фиг.2 форма напряжения U ц, при отсутствии этой интегрирующей цепи), Таким образом, на выходе блока Н защиты формируется прямоугольный импульс напряжения Uijgfj с амплитудой 10-12 В и длительностью t g з перекрывающей весь диапазон времени открытого состояния дополнительного тиристора 10, с необходимым запасом перекрытия в начале и в конце .этого диапазона, что исключает возможность случайного отпирания вспомогательного тиристора 6 при открытом дополнительном тиристоре 10. В момент времени tg при токе заряда конденсатора 8, равном ,нулю, дополнительный тиристор 10 закрывается, а на обкладке конденса910
тора 8, соединенной с катодом вспомогательного тиристора 6, появляется отрицательный потенциал (порядка 7090 в). В таком состоянии схема подготовлена к следующему циклу сварки.
Установлено, что при использовании известного устройства разбрызгивание металла в процесса сварки составляет -5%, что ухудшает качество
сварки из-за нестабильного и непериодического процесса и образования капель расплавленного металла. Использование в предложенном устройстве блока защиты позволяет обеспечить
более надежную работу устройства и снизить разбрызгивание металла до 2-2,5, т.е. существенно повысить качество процесса сварки.
Формула изобретения
1.Устройство для дуговой сварки с короткими замыканиями по авт. св.
№ , отличающееся тем,, что, с целью повышения качества . сварного соединения и надежности работы устройства за счет устранения случайных коротких замыканий дугового промежутка, в него введен блок . защиты, при этом первый вход блока защиты соединен с катодом дополнительного тиристора, анод тиристора соединен со вторым входом б.пока защиты, а выход блока защиты подсЬединен к управляющему электроду вспомогательного тиристора.
2.Устройство по п. 1,отличающееся тем, что блок защиты содержит дополнительный конденсатор и последовательно соединенные диоды, интегрирующую цепь и пороговый элемент, при этом катод диода соединен с первым входом блока защиты, интегрирующая цепь, пороговый элемент и одна из обкладок дополнительного кон денсатора. выведены на другой вход блока защиты, а другая обкладка дополнительного конденсатора соединена с пороговым элементом образуя выход
блока защиты.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 791t87, кл. В 23 К 9/00, 20.06.79 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU791487A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1489940A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Устройство для дуговой сварки плавящимся электродом | 1983 |
|
SU1098702A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |