Дополнительное изобретение относится к обработке металлов давлением и является усовершенствованием штампа совмещенного действия по авт. св. № 1074632.
Цель дополнительного изобретения - повышение качества получаемых деталей.
На фиг. 1 изображена рабочая зона штампа, конец хода образования отверстия; на фиг.2 - узел I на фиг.1; на фиг.З - рабочая зона штампа, конец хода отбортовки.
Штамп содержит в верхней части отбор- товочный пуансон 1, прижим 2, подпружиненный буфером 3, и в нижней части от- бортовочную матрицу 4, выталкиватель 5, подпружиненный буфером 6.
На выталкивателе 5 закреплен или выполнен за одно целое с ним инструмент для образования отверстия с рабочей частью в виде остроугольного ребра 7 с внешней конической поверхностью 8, сопряженной с торцовой поверхностью 9 выталкивателя 5 по криволинейной поверхности 10 с радиусом, равным 0,3h (при h, равной толщине материала заготовки), так как конечная толщина материала на торце борта равна 0,7 исходной толщины материала заготовки, и в этом случае радиус уменьшается до нуля, а борт по наружному диаметру получается без рызрывов и трещин.
Коническая поверхность 8 наружной части остроугольного ребра 7 способствует по
лучению гладкой, даже блестящей поверхности на торце борта, так как при ее взаимодействии с материалом заготовки 11 при вдавливании создаются меридиональные сжимающие напряжения в зоне разделения.
Остроугольное ребро 7 имеет высоту не более толщины штампуемого материала и замкнутый контур, эквидистантный контуру рабочего отверстия матрицы 4.
Штамп работает следующим образом.
Заготовка 11 укладывается на матрицу 4 и при перемещении верхней части штампа вниз прижим 2 прижимает заготовку 11, а пуансон 1, прижимая заготовку 11 к ребру 7 выталкивателя 5, осуществляет образование отверстия с закругленной по радиусу нижней кромкой и гладкой поверхностью среза. При этом буфер 6 не сжимается, так как усилие его сжатия больше усилия образования отверстия.
Отход 12 при образовании отверстия может быть отделен полностью от материала заготовки. 11 или частично, что зависит от высоты ребра h. При дальнейшем перемещении верхней части штампа буфер 6 сжимается и происходит отбортов- ка борта 13.
Внедрение изобретения позволит повысить качество торца борта детали по его наружному диаметру, а следовательно, повысить качество деталей.
фиг. 2
12
(Pus. 3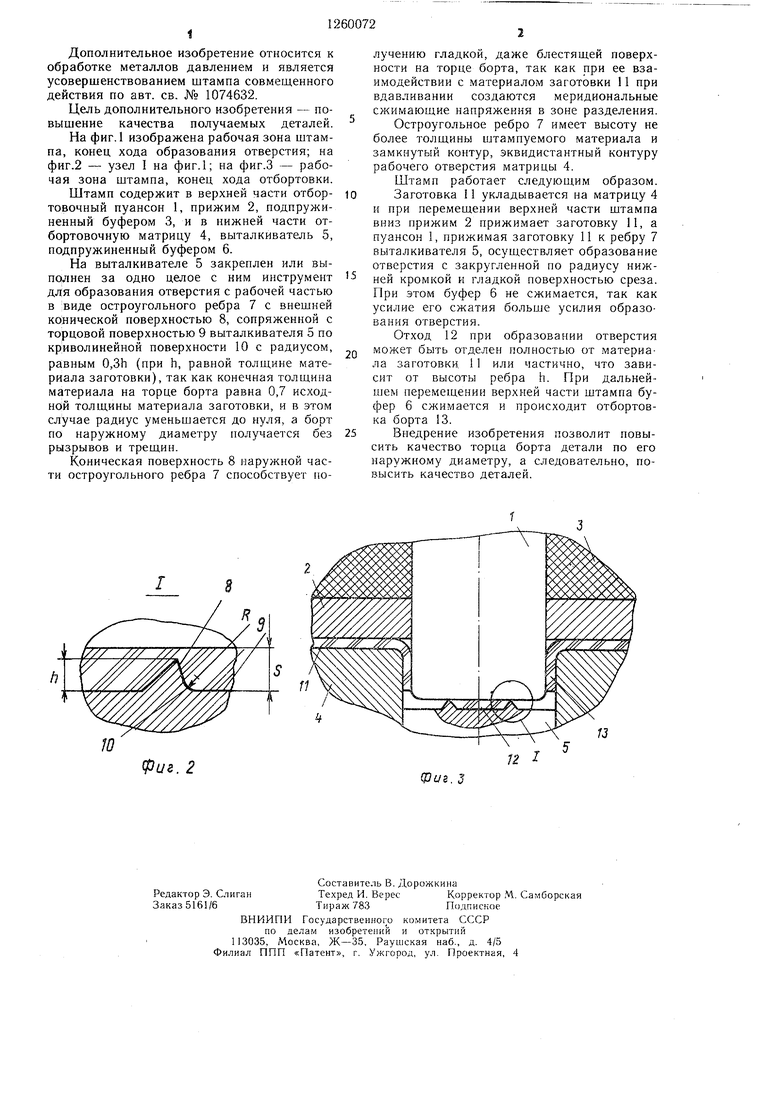
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1982 |
|
SU1074632A1 |
| Штамп совмещенного действия | 1985 |
|
SU1258566A2 |
| Штамп совмещенного действия | 1987 |
|
SU1423230A2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |

| Штамп совмещенного действия | 1982 |
|
SU1074632A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
