2.Шгамп по п. 1, отличающийся тем, что он снабжен установленной на нижней плите соосно с вытяжным пуансоном обоймой и размещенным на наружном прижиме кольцом с радиальными направляющими пазами, при этом каждая из упругих пластин задним концом закреплена в обойме ниже рабочей плоскости наружного прижима, а передним концом установлена в соответствующем пазу кольца.
3.Штамп по п. 1, отличающийся тем, что он снабжен установленной на нижней плите соосно с вытяжным пуансоном вырубной матрицей с упорами, закрепленными на ней со стороны противоположной рабочему торцу, а также дополнительным кольцом, размещенным на периферии наружного прижима, который выполнен с выемками на рабочей поверхности, расположенными напротив упоров, при этом упруги пластины задним концом размещены между наружным прижимом и дополнительным кольцом, а вытяжная матрица выполнена с режущей
кромкой по наружному контуру рабочего торца.
4.Штамп по п. 1, отличающийся тем, что, с целью повыщения коэффициента использования материала при- вытяжке изделий из многоугольных заготовок, внутренний прижим выполнен с пирамидальной рабочей поверхностью со скругленными ребрами, матрица со стороны рабочего торца снабжена заходными участком с профилем поверхности, соответствующим рабочей поверхности внутреннего прижил а, а упругие пластины размещены напротив ребер на рабочей поверхности внутреннего прижима.
5.Штамп по пп. 1 и 3, отличающийся тем, что, с целью увеличения степени деформации при вытяжке изделий из анизотропного материала, внутренний прижим выполнен с конической рабочей поверхностью и радиальными пазами на ней со стороны расположения упругих пластин, а вытяжная матрица со стороны рабочего торца снабжена коническим заходным участком.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для глубокой вытяжки полыхиздЕлий C флАНцЕМ | 1979 |
|
SU844102A1 |
| Штамп для вытяжки | 1976 |
|
SU640785A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |

1. ШТАМП ДЛЯ ВЫТЯЖКИ ЛИСТОВОГО МАТЕРИАЛА, содержащий закрепленные на верхней плите вытяжную матрицу и выталкиватель, размещенные на нижней плите вытяжной пуансон, прижим, кинематически связанный с буфером, и узел торцового подпора, имеющий радиально расположенные вокруг пуансона толкатели.. (Л оо ISD О1 tC контактирующие с торцом заготовки, отличающийся тем, что, с целью уменьщения трудоемкости изготовления штампа, он снабжен дополнительным буфером, размещенным под основным, прижим выполнен составным из двух телескопических установленных частей - наружной и внутренней, кинематически связанных, соответственно с основным и дополнительным буферами, а каждый толкатель узла торцового подпора выполнен в виде упругой пластины, передний конец которой свободно установлен на рабочей плоскости наружного прижима, а задний конец закреплен и расположен от переднего конца на расстоянии, меньшем длины передней пластины.
Изобретение относится к листовой щтамповке и может быть использовано для получения полых изделий с подпором фланца заготовки.
Наиболее близким к предлагаемому является штамп для вытяжки листового материала, содержащий закрепленные на верхней плите вытяжную матрицу и выталкиватель, размещенные на нижней плите вытяжной пуансон, прижим, кинематически связанный с буфером, и узел торцового подпора, имеющий радиально расположенные вокруг пуансона толкатели, контактирующие с торцом заготовки 1.
Недостатком известного щтампа является больщая трудоемкость его изготовления, так как боковая поверхность каж-. дого толкателя имеет сложный профиль, .различный для каждого типоразмера изделий.
Цель изобретения - уменьщение трудоемкости изготовления щтампа.
Для достижения поставленной цели щтамп для вытяжки листового материала, содержащий закрепленные на верхней плите вытяжную матрицу и выталкиватель, размещенные на нижней плите вытяжной пуансон, прижим, кинематически связанный с бу;1)сром, и узел торцового подпора, имеющий радиально расположенные вокруг пуансона то,1кате,1И, контактирующие с торцом заготовки, снабжен дополнительным буфером, размещенным под основным, прижим выполнен составным из двух телескопически установленных частей - наружной и внутренней, кинематически связанных соответственно с основным и дополнительным буферами, а каждый толкатель узла торцового подпора выполнен в виде упругой пластины, передний конец которой свободно установлен на рабочей плоскости наружного прижима, а задний конец закреплен и расположен от переднего конца на расстоянии, меньшем длины упругой пластины.
Штамп снабжен установленной на нижней плите соосно с вытяжным пуансоном, обоймой и размещенным на наружном прижиме кольцом с радиальными направляющими пазами, при этом каждая из упругих пластин задним концом закреплена в обойме ниже рабочей плоскости наружного прижима, а передним концом установлена в соответствующ,ем пазу кольца.
Штамп снабжен установленной на нижней плите соосно с вытяжным пуансоном вырубной матрицей с упорами, закрепленными на ней со стороны, противоположной рабочему торцу, а также дополнительным кольцом, размещенным на периферии наружного прижима, который выполнен с выемками на рабочей поверхности,, расположенными напротив упоров, при этом упругие пластины задним концом размещены между наружным прижимом и дополнительным кольцом, а вытяжная матрица выполнена с режущей кромкой по наружному контуру рабочего торца.
С целью повышения коэффициента использования материала при вытяжке изделий из многоугольных заготовок прижим штампа выполнен с пирамидальной рабочей поверхностью со скругленными ребрами, матрица со стороны рабочего торца снабжена -заходным участком, с профилем поверхности, соответствуюшим профилю рабочей поверхности внутреннего прижима, а- упругие пластины размешены напротив ребер на рабочей поверхности внутреннего прижима.
С целью увеличения степени деформации при вытяжке изделий из анизотропного материала, внутренний прижим штампа выполнен с конической поверхностью и радиальными пазами на ней со стороны расположения упругих пластин, а вытяжная матрица со стороны рабочего торца снабжена коническим заходным участком.
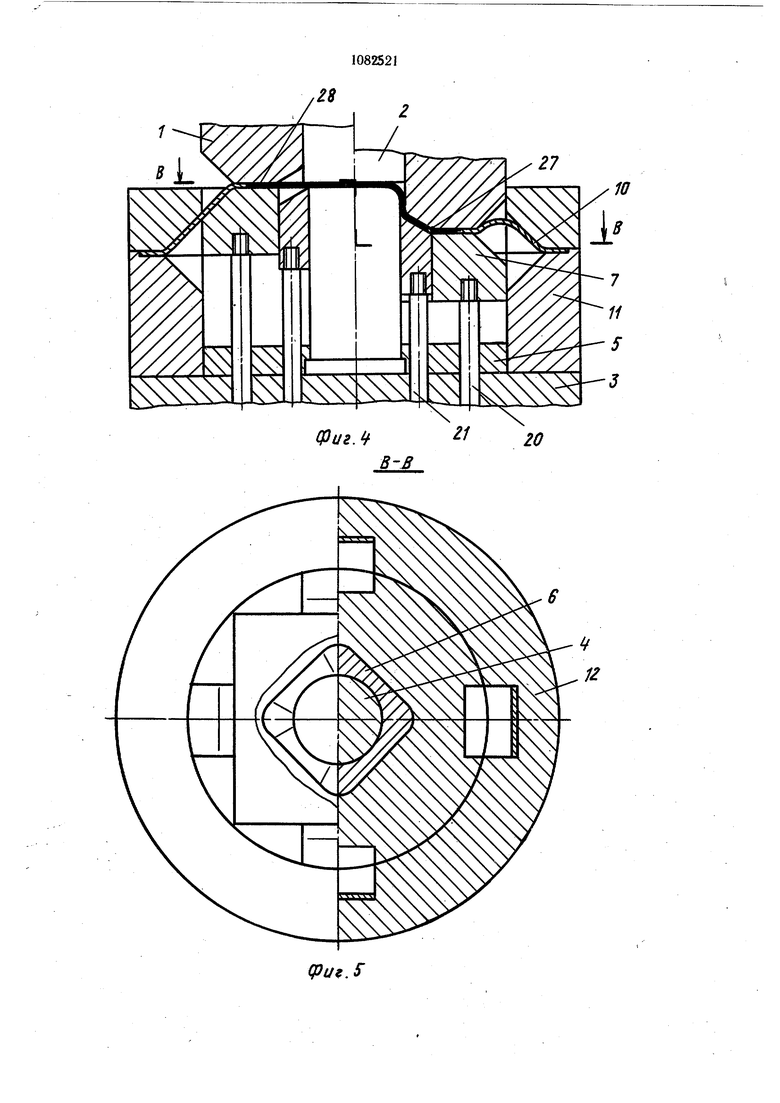
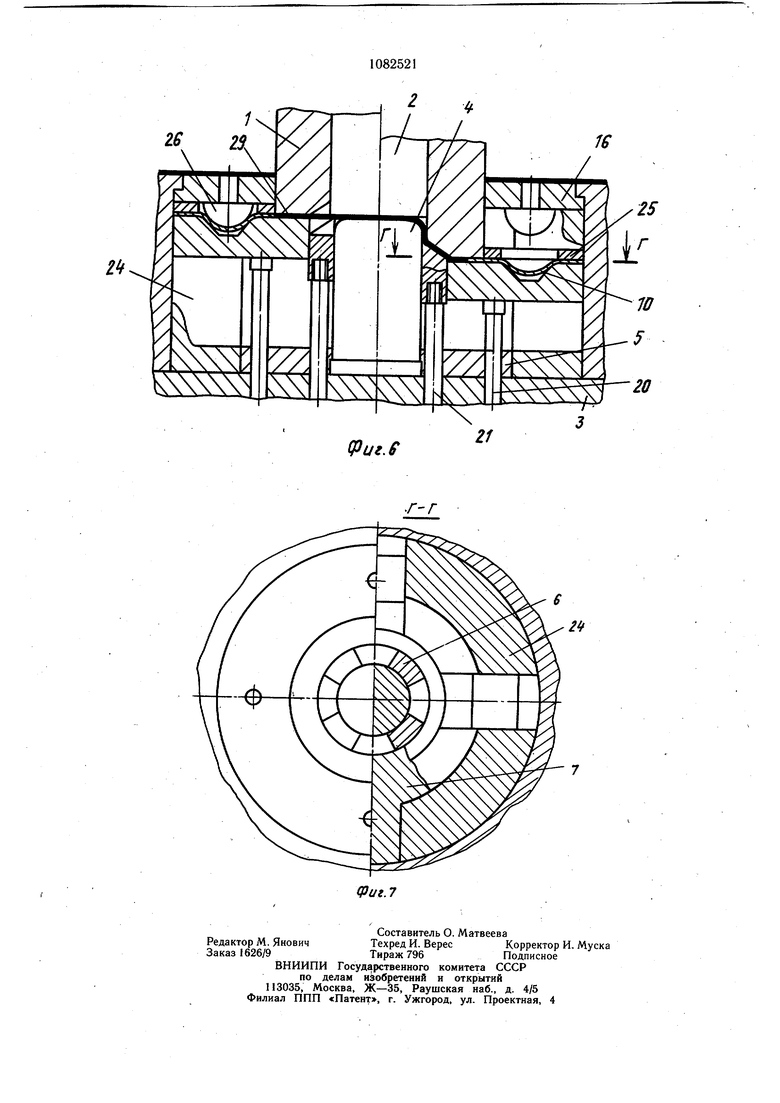
На фиг. 1 представлен предлагаемый штамп, разрез, (слева в исходном положе НИИ, справа ,- в процессе вытяжки); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вариант штампа для вытяжки цилиндрического изделия из квадратной заготовки; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - вариант штампа для вытяжки полого изделия из анизотропного материала; на фиг. 7 - разрез Г-Г на фиг. 6.
Штамп содержит вытяжную матрицу 1, выталкиватель 2, нижнюю плиту 3, вытяжной пуансон 4, пуансонодержатель 5 и телескопически установленные внутренний прижим 6 и наружный прижим 7, в котором предусмотрена расточка глубиною и диаметром, равными высоте и диаметру внутреннего прижима 6. Это обеспечивает расположение рабочей плоскости внутреннего прижима 6 на одном уровне с горизонтальной обрашенной к матрице 1 полостью наружного прижима 7, к которой прикреплено с помош,ью винтов 8 кольцо. 9 с радиальными пазамр. В них установлены передние концы упругих пластин 10, задние концы которых жестко прикреплены к обойме 11 ниже рабочей плоскости внутреннего прижима 6 при помощи планки 12 и винтов 13. При этом передние концы упругих пластин 10, подвижные в вертикальном и радиальном направлениях, расположены на уровне рабочих плоскостей матрицы 1 и внутреннего прижима .6. Толщина упругих пластин 10 соответствует толщине деформируемого материала и равна высоте радиальных пазов в кольце 9. Втулка 14 и стакан 15, предназначенный для крепления вырубной матрицы 16, выполнены с отверстиями в боковых стенках для размещения упругих пластин 10. К нижней плите 3 штампа прикреплен центральный стержень 17, к которому с помощью опорной гайки 18 с вертикальными отверстиями крепится дополнительный буфер 19, который через шпильку 20 подпружинивает наружный прижим 7. Внутренний прижим б подпружинен через шпильку 21 и промежуточную втулку 22 основным буфером 23, также закрепленным на центральном стержне 17. Для вытяжки цилиндрического изде ЛИЯ из квадратной заготовки внутренний прижим .4 выполнен с пирамидальной рабочей поверхностью, матрица 1 имеет заход. ный участок с профилем поверхности, соответствующим профилю рабочей поверх0 ности внутреннего прижима 6. При этом упругие пластины 10 размещены напротив ребер на рабочей поверхности внутреннего прижима 6 (фиг. 4 и 5).
Для вытяжки полого изделия из анизотропного материала внутренний прижим б 5 выполнен с конической рабочей поверхностью и радиальными пазами, матрица 1 имеет заходный участок. Наружный прижим 7 выполнен с периферийной стороны с выступами, .которые размещены в радиальных пазах опорной втулки 24. К рабочей плоскости наружного прижима 7 прикреплено дополнительное кольцо 25 с радиальными пазами. В них установлены упругие пластины 10, передний конец которых подвижен в вертикальном и радиальном направле5 ниях, а задний конец закреплен на рабочей плоскости наружного прижима 7. Середина упругих цластин 10 изогнута при взаимодействии с выступающей частью упоров 26, расположенных на нижнем торце вырубной матрицы 16, и размещена в торцовых выем0 ках на рабочей плоскости наружного прижима 7. Упругие пластины 10 установлены напротив радиальных пазов на рабочей поверхности внутреннего прижима 6 (фиг. 6 и 7).
Штамп работает следующим образом. 5 В начальный момент матрица 1, являющаяся .одновременно вырубным пуансоном, вырубает из ленты заготовку 27 и проталкивает ее вниз до соприкосновения с пуансоном 4. При этом внутренний прижим 6 опускается и нижний его торец упирается в торец расточки наружного прижима 7, после чего рабочая плоскость внутреннего прижима 6 распола1:ается на одном уровне с горизонтальной плоскостью наружного прижима 7. Затем при опускании ползуна 5 пресса начинается процесс вытяжки полого изделия. Одновременно опускаются вниз прижимы 6 и 7, а передние концы упругих пластин 10, находящиеся в упруго деформированном состоянии, по радиальным пазам кольца 9 перемещаются к центру и 0 соприкасаются с торцом заготовки 27. В дальнейшем из-за того, что скорость перемещения в радиальном -направлении переднего конца упругих пластин 10, расположенных на горизонтальной плоскости наружного прижима 7, больше, чем торца 5 заготовки 27, упругие пластины 10 начинают давить на торец заготовки 27. В результате этого создается радиальный подпор и по мере опускания матрицы 1 процесс
вытяжки полого изделия с подпором фланца заготовки продолжается. После окончания процесса вытяжки дополнительный буфер 19 через шпильки 20 действует на наружный прижим 7 и поднимает его вверх. При этом передние концы упругих пластин 10 также поднимается вверх и перемещаются от центра по радиальным пазам кольца 9. Одновременно основной буфер 23 через промежуточную втулку 22 и шпильки 21 действует на внутренний прижим 6, который, поднимаясь вверх до уровня рабочей плоскости вырубной матрицы 16, возврашается в исходное положение. Удаляется деталь из матрицы 1 с помощью вытэлкивателя 2.
При вытяжке полого изделия из квадратной заготовки (фиг. 4 и 5) штамп работает следующим образом. Квадратную заготовку 28 укладывают на рабочую поверхность наружного прижима 7 и фиксируют с помощью трафарета (не показан) так, чтобы середины сторон ее находились напротив ребер на рабочей поверхности внутреннего прижима 6. В начальный момент вытяжки матрица 1 своим рабочим торцом прижимает передние концы упругих пластин 10 и квадратную заготовку 28 с рабочей плоскости наружного прижима 7. При дальнейшем движении матрицы 1 вниз опускается и наружный прижим 7, в результате чего передние концы упругих пластин 10 перемещаются к центру и соприкасаются с торцом квадратной заготовки 28 напротив середины ее сторон. Затем внутренний прижим 6 с пирамидальной рабочей поверхностью совместно с вытяжным пуансоном 4 прижимает заготовку 28 к поверхности заходной части матрицы 1, после этого начинается В1ытяжка полого цилиндрического изделия с подпором в торец фланца заготовки 28.
Вытяжка в матрице с пирамидальным заходным участком со скругленнвши ребрами преднамеренно приводит к неравномерной деформации, вследствие чего происходит перемещение дополнительного количества материала в направлении середины сторон квадратной заготовки. Такое принудительное перераспределение материала фланца заготовки позволяет увеличить высоту боковой стенки изделия и тем самым повысить коэффициент .использования материала.
При вытяжке полого изделия из анизотропного материала (фиг. 6 и 7) штамп работает следующим образом. В нначальный момент матрица 1, являющаяся одновременно вырубным пуансоном, вырубает заготовку 29 из ленты и проталкивает ее вниз до соприкосновения с рабочей плоскостью наружного прижима 7. При дальнейшем движении матрицы 1 наружный прижим 7 опускается и с помощью пуансона 4 начинается вытяжка полого изделия. При этом изогнутая часть упругих пластин 10 отхо0 дит.от упора 26, в результате чего передние концы упругих пластин 10 перемещаются к. центру и начинают подпирать торец фланца заготовки 29. В процессе вытяжки коническая рабочая поверхность внутреннего прижима 6 контактирует с деформируемым
5 материалом напротив впадин, образующихся по краю изделия в процессе вытяжки, и не контактирует напротив выступов, так как в этих местах предусмотрены радиальные пазы. По этой причине происходит тормоQ жение течения материала напротив впадин, , что приводит к увеличению в этих местах высоты изделия, т.е. достигается уменьшение высоты впадин по краю изделия. Действие упругих пластин 10, расположенных напротив радиальных пазов на рабочей по5 верхности внутреннего прижима б, способствует увеличению высоты изделия, а следовательно, и повышению коэффициента использования материала.
После окончания процесса вытяжки матрица 1 поднимается вверх и выталкиватель
0 2 удаляет из нее деталь. Одновременно под действим шпилек 20 и 21 поднимаются вверх наружный прижим 7 и внутренний прижим 6. При этом наружный прижим 7 с помощью упора 26 изгибает центральную часть упругих пластин 10, передние концы которых
5 по дополнительному кольцу 9 перемещаются ,от центра, возвращаясь в исходное положение.
Использование предлагаемого щтампа позволяет уменьшить трудоемкость его изQ готовления и сократить количество вытяжных операций, а также повысить коэффициент использования материала при вытяжке цилиндрических изделий из многоугольных например квадратных, заготойок. Кроме этого, при вытяжке полых изделий из ани5 зотропного материала обеспечивается уменьшение высоты впадин по- краю изделия за счет применения внутреннего прижима с радиальными пазами на рабочей поверхности, а также матрицы с пирамидальной заходной частью.
иг,3
(Puf.s
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для вытяжки | 1978 |
|
SU741994A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
