Изобретение относится к обработке еталлов давлением, в частности к куз- ечно-щта| повочному производству и аправлено на дальнейшее совершенстование известных конструкций штам- 5 ов для обрезки облоя на кривошипных рессах.
Целью изобретения является повышение срока службы, улучшения качества обработки изделий и расширения Ю номенклатуры обрабатываемых изделий.
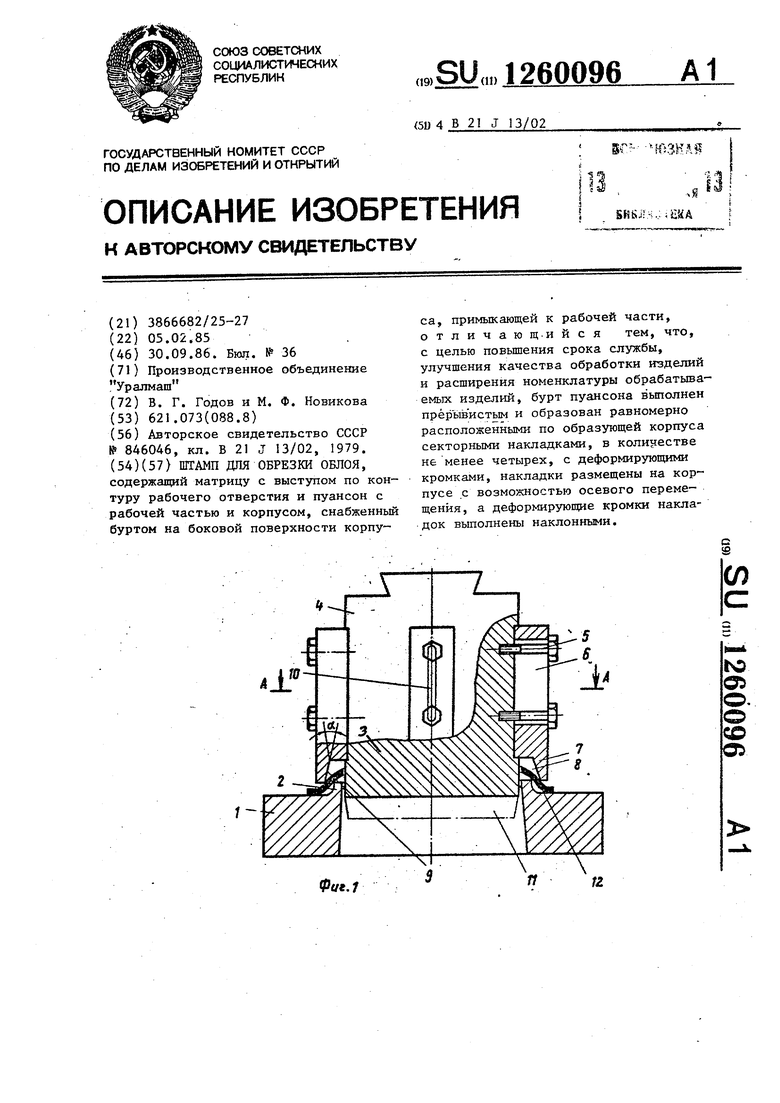
На фиг. 1 схематически представлен штамп с частичным разрезом (в положении обрезки облоя) J общий вид; на фиг, 2 - разрез А-А ца фиг. 1, 5
Штамп для обрезки облоя содержит матрицу 1, имеющзгю выступ 2 по всему контуру вокруг рабочего отверстия, и пуансон с рабочей частью 3 и корпусом 4. На образующей корпуса 4 пуан- 20 сона с помощью винтов 5 закреплены равномерно расположенные четыре или более секторные накладки 6 с буртами 7, образующими полость 8 между рабочей частью 3 пуансона и деформирую- 25 щей кромкой 9 накладок 6. Деформирующие кромки 9 выполнены наклонными под углом 8-10°. Накладки 6 закрепленье на корпусе А пуансона с возможностью их осевого перемещения по пазу 30 10 относительно крепежных элементов 5 для регулировки и настройки штампа, t
В рабочем положении матрица 1 за- 35 крепляется в башмаке, устанавливаемом на столе пресса, а пуансон - в ползуне пресса с помощью клиновой державки корпуса 4, при этом центрирование пуансона относительно рабочего от- до
верстия матрицы для обеспечения заданного зазора осуществляется с помощью общеизвестных средств, например направляющих колонок, втулок и т.п.
Штамп для обрезки облоя работает следующим образом.
Заготовку (поковку) П с облоем 12 укладьшают на матрицу 1, после чего приводят в действие пуансон. При проталкивании рабочей частью 3 пуансона заготовки 11 сквозь отверстие матрицы 1, бурты 7 накладок 6 соприкасаются с облоем 12 уже после его отделения от заготовки. При дальнейшем опускании пуансона происходит изгиб облоя 12 буртами 7 накладок 6, поскольку облой 12 опирается краями на выступ 2 матрицы . В результате изгиба облоя в местах взаимодействия с накладками 6 возникают диаметрально растягивающие усилия, которые приводят к образованию зазора между рабочей yLCTъю 3 пуансона и облоем 12. При подъеме пуанссна обрезанный облой 12 остается на матрице 1, откуда свободно удаляется без применения каких-либо съемников.
Наличие на буртах 7 наклонной кромки 9 исключает возможность за- ctpeBaHHH облоя 12 в полости 8. Выполнение бурта пуансона прерьшистым путем равномерного расположения накладок 6 с 7 по образующей корпуса 4 позволяет осуществлять визу- альньй контроль положения поковки 11 относительно инструмента и взаимного положения рабочих поверхностей матрицы и пуансона, что улучшает условия .эксплуатации штампа и позволяет повысить точность обработки изделий.
Составитель В, Бещеков Редактор Э, Слиган. Тезфед Л.Сердюкова Корректор Е. Сирохман
Заказ 5163/7 - Тираж 655 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полигра 1ческое предприятие, г. Ужгород, ул. Проектная., 4
(риг Z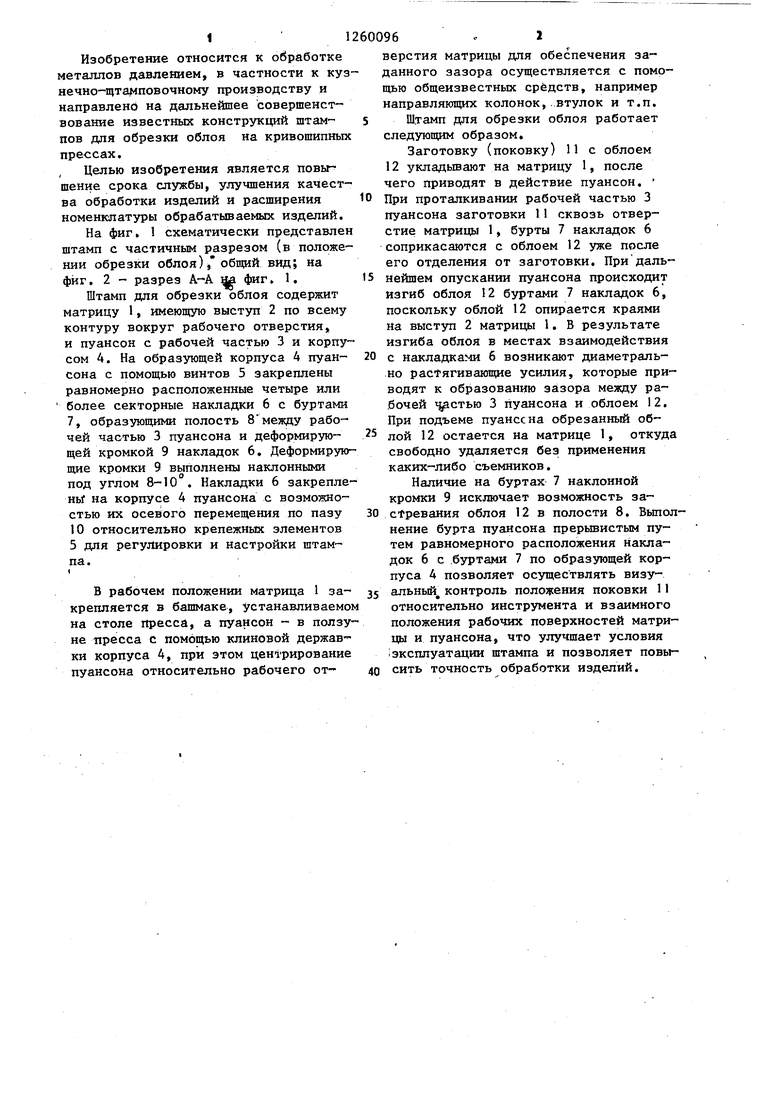
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки облоя | 1979 |
|
SU846046A1 |
| Штамп для обрезки облоя | 1982 |
|
SU1047573A2 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Способ обрезки облоя на поковках и штамп для его осуществления | 1988 |
|
SU1551464A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| Штамп для обрезки облоя | 1979 |
|
SU846046A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
