Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при изготовлении заготовок деталей путем горячей объемной штамповки поковок с облоем.
Цель изобретения - улучшение условий эксплуатации путем облегчения удаления обрезанного облоя за счет разделения его на части с учетом того, что размеры облоя по периметру поковки и по тол- шине неодинаковы.
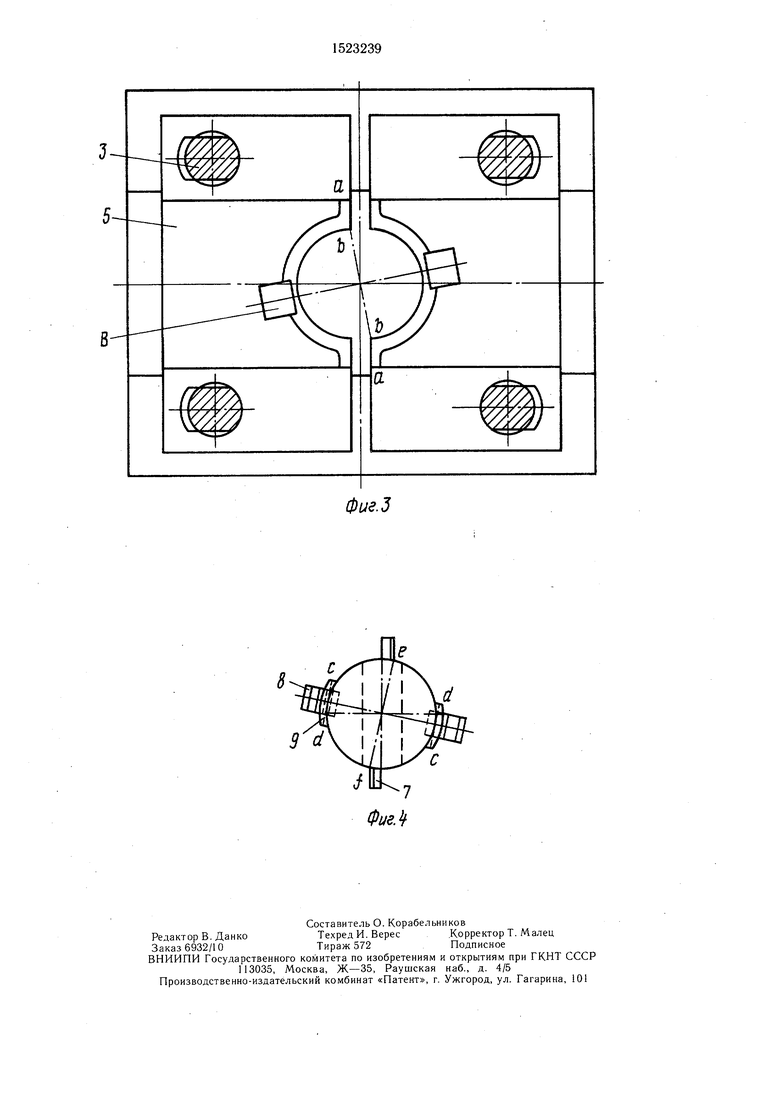
На фиг. 1 показан штамп в исходном положении (слева) и в момент обрезки облоя (справа), разрез; на фиг. 2 - штамп в момент разделения облоя на части (слева) и в момент удаления (сбрасывания) разделенного облоя (справа) , разрез; на фиг. 3 - нижняя половина штампа в положении разъема полуматриц обрезной матрицы; на фиг. 4 - обрезной пуансон, вид снизу. Штамп содержит (фиг. 1,3) верхнюю плиту 1, в которой закреплены пуансон 2 и клинья 3. На нижней плите 4 установлена обрезная матрица 5, в которую укладывается поковка 6. Обрезная матрица 5 состоит из двух .частей - полуматриц, имеюших возможность раздвигаться, т.е. перемещаться по плоскости нижней плиты 4 под действием клиньев 3. Обе полу матрицы выполнены в форме склиза и имеют дополнительные , режушие кромки ав, расположенные по линии разъема обрезной матрицы (фиг. 3). Пуансон 2 снабжен закрепленными на его боковой поверхности ножами 7 и щарнирно установленными сбрасывателями 8, имеющими возможность поворота относительно осей 9. Оси 9 (фиг. 4) распоСП
to
GO
ю
О5 CD
ложены на выступах сд пуансона 2 параллельно прямой ef, соединяющей точки пересечения режущих кромок ножей и образующей пуансона. Ножи 7 установлены в пуансоне 2 так, что их режущие кромки расположены напротив дополнительных режущих кромок обрезной матрицы 5.
Штамп работает следующим образом.
Обрабатываемую горячещтампованную поковку 6 укладывают в обрезную матрицу 5 (фиг. 1). При движении ползуна пресса с верхней плитой 1 вниз пуансон 2 своим нижним торцом проталкивает поковку 6 через матрицу 5, производит обрезку облоя по контуру поковки. После окончания обрезки (фиг. 2) клинья 3, воздействуя на подвижные части (полуматрицы) обрезной матрицы 5, раздвигают их на величину, равную расстоянию между режущими кромками ножей. При этом дополнительные режущие кромки ав матрицы 5 устанавливаются напротив ножей 7, расположенных на пуансоне 2.
Ножи 7, перемещаясь вниз относительно дополнительных режущ их кромок ав, разрезают облой, разделяя его на две одинаковые части, симметричные относительно .я«нии ef. В момент, когда разделение облоя произощло, пуансон 2 наклонной поверхностью выступа cd, раздвигает обе части облоя в разные стороны от линии ef, предотвращая тем самым изгиб облоя ножами 7. При дальнейщем движении пуансона 2 вниз (фиг. 2) шарнирно установленные на нем сбрасыватели 8 своими нижними острыми кромками входят в контакт с частями облоя и, поворачиваясь относительно осей 9, производят дальнейшее (в разные стороны от линии ef) раздвижение частей облоя, перемещая их на склизы обрезной матрицы 5. Под действием собственного веса разделенные части облоя удаляются по этим склизам из зоны обработки.
При движении верхней плиты 1 с пуансоном 2 и клиньями 3 вверх последние, воздействуя на подвижные полуматрицы, перемещают их (сдвигают) в исходное положение. Перемещение происходит, когда нижний торец пуансона 2 находится выще матрицы 5. Сбрасыватели 8 возвращаются в исходное положение, поворачиваясь вокруг
оси 9 под действием собственного веса.
В случае, когда поковка в щтамп не
уложена, при движении ползуна пресса с
верхней плитой 1 вниз (поскольку контакта
сбрасывателей с облоем нет) поворот сбрасывателей 8 относительно осей 9 происходит за счет скольжения острых кромок сбрасывателей 8 по наклонным выемкам В. Выемки выполнены на склизах обрезной матрицы 5, расположены напротив сбрасывателей 8 и предназначены для избежания
контакта сбрасывателей с рабочей поверхностью матрицы 5. При движении ползуна пресса вверх работа (щтампа) аналогична.
Формула изобретения
I. Штамп ДЛЯ обрезки облоя горяче- штампованных поковок, содержащий верхнюю плиту и закрепленный на ней пуансон, нижнюю плиту и установленную на ней обрезную матрицу с режущей кромкой по внутреннему периметру, состоящую из двух отдельных полуматриц, а также клиновой привод их раздвижения с клиньями, закрепленными на верхней плите по обе стороны от пуансона, отличающийся тем, что, с целью улучшения условий эксплуатации путем облегчения удаления обрезанного облоя за счет разделения его на части, он снабжен смонтированными на боковой поверхности пуансона диаметрально расположенными ножами, размещенными напротив линии разъема матрицы, полуматрицы установлены с возможностью раздвижения на величину, равную расстоянию между режущими кромками ножей, а по линии разъема матрицы выполнены дополнительные режущие кромки.
2. Штамп по п. 1, отличающийся тем, что пуансон снабжен шарнирно установленными сбрасывателями разделенного на части облоя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обрезки облоя на поковках и штамп для его осуществления | 1988 |
|
SU1551464A1 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| Штамп для обрезки и зачистки поковок | 1981 |
|
SU958030A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Комбинированный штамп | 1980 |
|
SU979007A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1248721A1 |
| Штамп для разделительных операций | 1984 |
|
SU1194555A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Штамп для обрезки и зачистки поковок | 1972 |
|
SU526430A1 |

Изобретение относится к обработке металлов давлением и может использоваться в кузнечно-штамповочном производстве при изготовлении заготовок деталей путем горячей объемной штамповки поковок с облоем. Цель изобретения - улучшение условий эксплуатации путем облегчения удаления обрезанного облоя и создания возможности механизации этого процесса за счет разделения облоя на части с учетом того, что размеры облоя по периметру поковки и по толщине неодинаковы. Обрезная матрица штампа состоит из двух полуматриц с режущей кромкой как по внутреннему периметру, так и по линии их разъема. Напротив этой линии на пуансоне закреплены ножи, которые разделяют обрезанный облой на части, заходя в зазор, образуемый полуматрицами при воздействии на них клиньев привода раздвижения полуматриц. Эти клинья выполнены с определенным углом наклона, обеспечивающим раздвижение полуматриц на величину, равную расстоянию между режущими кромками ножей. Для повышения надежности удаления разделенных частей облоя из рабочей зоны штампа пуансон снабжен шарнирно установленными сбрасывателями, которые сталкивают части облоя по склизам, выполненным с внешних сторон обрезной матрицы. 1 з.п. ф-лы, 4 ил.
Фие.2
фие.З
| Совмещенный штамп | 1977 |
|
SU623621A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
