Изобретение относится к обработке металлов давлением, а именно, к способам изготовления объемной штамповкой кольцевых поковок без штамповочных уклонов.
Изобретение может быть использовано при изготовлении кольцевых поковок на универсальном штамповочном оборудовании в кузнечно-штамповочных цехах машиностроительных предприятий в условиях серийного и крупносерийного производства.
Известен способ изготовления кольцевых поковок [1], который заключается в том, что при штамповке на кольцевой поверхности заготовки, в месте разъема штампов, получают технологический напуск и усилие калибровки прикладывают к этому напуску. При обжиме нижняя часть заготовки деформируется за счет воздействия матрицы на технологический напуск. Часть заготовки, расположенная выше технологического напуска, деформируется вне контакта с матрицей. Задиры и риски на этой части заготовки отсутствуют.
Недостаток способа в том, что поковки, изготовленные по известной технологии, имеют нестабильные размеры как по высоте, так и по диаметрам. Так как невозможно выполнить технологический напуск одинаковым на всей партии деталей, отштампованных в одном штампе, поковки после калибровки также будут отличаться между собой. Кроме того, при изготовлении поковок известным способом, часть металла необоснованно расходуется на технологический напуск, расположенный на наружной стенке кольца и напуск, остающийся от проколки отверстия.
Известен также способ изготовления кольцевых поковок без штамповочных уклонов [2], который заключается в том, что после штамповки полой заготовки с наклонными стенками, обрезки облоя и прошивки отверстия заготовки подвергают калибровке по наружному диаметру и протяжке по внутреннему диаметру, при этом протяжку заготовки осуществляют на участке отстоящем от нагружаемого при обжиме ее торца на расстоянии 0,05 - 0,3 высоты заготовки.
Недостаток способа в том, что для его осуществления требуются значительные усилия как при калибровке, так и при протяжке и, как следствие, низкая стойкость калибровочной матрицы и протяжной оправки, что приводит к появлению на поковках задиров. Кроме того известный способ может быть осуществлен с применением дополнительного нагрева, т.к. операция калибровки и протяжки по известному способу несовместима с операциями обрезки облоя и прошивки отверстия на штампованных заготовках.
Наиболее близким техническим решением к предлагаемому изобретению, принятым в качестве прототипа, является способ изготовления кольцевых поковок [3] , который заключается в том, что предварительно отштампованная кольцевая заготовка с наклонными стенками подвергается калибровке с приложением дополнительного усилия к деформируемому торцу заготовки в направлении, противоположном направлению усилия калибровки. Одновременно производят подрезку технологического напуска, т.е. пережим металла заготовки между режущей кромкой пуансон-матрицы и пуансоном.
Недостаток способа в том, что при осуществлении его не обеспечивается достаточная точность внутреннего размера заготовки, т.к. получение внутренней полости заготовки осуществляется за счет раздачи технологического напуска остающегося от прошивки отверстия, точность размеров которого значительно ниже, чем размеры поковки.
Целью настоящего изобретения является повышение качества получаемых изделий, расширение их номенклатуры и экономия металла.
Указанная цель обеспечивается тем, что предложен способ изготовления кольцевых поковок без штамповочных уклонов, заключающийся в том, что осуществляют штамповку полой заготовки с наклонными стенками и последующую последовательную проколку отверстия, обрезку облоя, правку и калибровку, при этом правку производят путем приложения усилия прошивки отверстия к криволинейной перемычке, выполненной выше торца меньшего основания полой заготовки, и затем осуществляют свободную калибровку по внутренней поверхности путем приложения противодействующего усилия к облою, расположенную в непосредственной близости к торцу большего основания заготовки, после этого производится обрезка облоя.
В источниках информации об уровне науки и техники сходных технических решений с приведенными выше отличительными особенностями способа изготовления кольцевых поковок без штамповочных уклонов не обнаружено, что свидетельствует о существенности отличительных признаков предлагаемого изобретения.
Сущность изобретения поясняется чертежами, на которых показано:
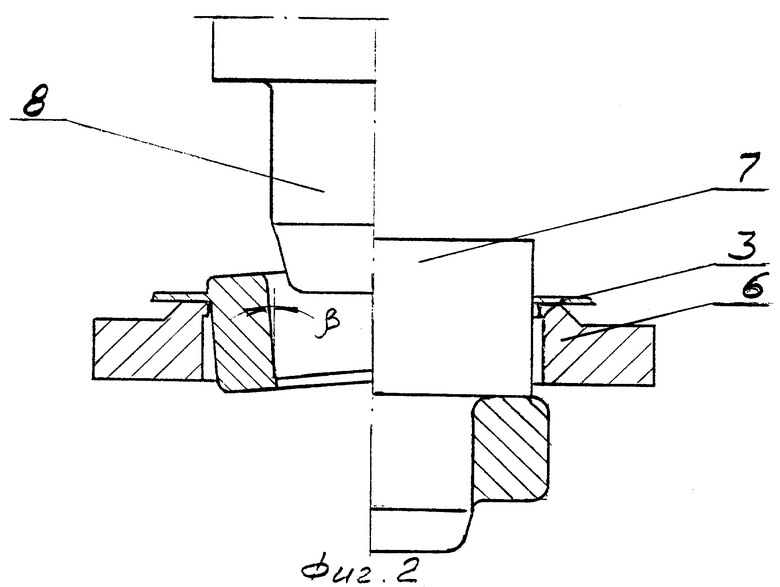
на фиг. 1 - прошивка отверстия с предварительной правкой кольца;
на фиг. 2 - процесса окончательной калибровки кольца и обрезки облоя.
Предлагаемый согласно изобретению способ изготовления кольцевых поковок без штамповочных уклонов осуществляется следующим образом.
В ковочном штамме штампуется полая кольцевая заготовка 1 с наклонными стенками, с углом наклона α, с перемычкой под прошивку 2 в виде усеченного купола, расположенную на торце меньшего основания, с облоем 3 на другом торце. Отштампованная заготовка 1 устанавливается в проколочную матрицу 4 перемычкой 2 вверх. При воздействии на наружный торец куполообразной перемычки 2 проколочным паунсоном 5 происходит выпрямление перемычки 2. Радиальное перемещение металла перемычки 2 обеспечивает раздачу верхнего торца кольцевой заготовки 1. Сечение поковки получает поворот на угол β (β < α). При дальнейшем движении пуансона 5 происходит прошивка отверстия, при этом внутренняя поверхность кольцевой заготовки не имеет технологического напуска, остающегося от проколки отверстия в известных способах при расположении перемычки ниже или на одном уровне с торцем заготовки. После прошивки отверстия заготовка 1 устанавливается с поворотом на 180o в обрезную матрицу 6. По мере опускания обрезного пуансона 7, имеющего на торце калибрующий выступ 8, последний, входя во внутреннюю полость кольца 1, калибрует ее по внутреннему отверстию путем приложения касательных усилий к ее наружной боковой поверхности по линии среза заусенца, направленных в противоположную сторону усилия калибровки. Усилие калибровки значительно меньше усилия обрезки облоя, поэтому заготовка полностью охватывает калибрующий выступ 8 обрезного пуансона 7 и затем при дальнейшем движении вниз, торец обрезного пуансона 7 воздействует на торец откалиброванной по внутреннему диаметру заготовки 1. Усилие пресса прикладывается к торцу заготовки 1, проталкивая ее через обрезную матрицу 6, производя обрезку облоя 3. При обратном ходе ползуна пресса заготовка, удерживаемая силами трения на калибрующем выступе 8 обрезного пуансона 7, снимается с него тыльной стороной обрезной матрицы 6. Так как в процессе калибровки происходит незначительное увеличение наружного диаметра кольца, а усилие калибровки незначительно при малых величинах деформации кольцо не может пройти через обрезную матрицу 6 и легко снимается с обрезного пуансона 7 при обратном ходе ползуна пресса.
Пример реализации способа. Способ реализован при штамповке заготовки подшипникового кольца по чертежу 2322/02 из стали ШХ15СГ. Поковка кольца имеет размеры: наружный диаметр - 162 мм, внутренний диаметр - 102 мм, высота поковки - 56 мм. Для изготовления кольца, на молоте с МПЧ - 3тн была отштампована полая кольцевая заготовка с наклонными стенками с углом наклона 9 градусов, с перемычкой толщиной 6 мм, расположенной выше торца меньшего основания. Внутренний диаметр меньшего основания (по построению) равен 90 мм. При прошивке отверстия происходит предварительная раздача отверстия, сечение поковки имеет поворот на угол β ≈ 5o. Внутренний диаметр меньшего основания увеличился до 95 мм. Затем на поковках производили обрезку облоя и при этом окончательно калибровали на калибрующем выступе обрезного пуансона, который имеет размер по горячему диаметру поковки 102 мм. Получается поковка строго цилиндрической формы с заданными размерами.
Предлагаемый способ изготовления кольцевых поковок позволяет также устранить неплоскостность торцев поковки, снижает усилие калибровки и повышает стойкость калибрующего инструмента. При осуществлении способа снижается трудоемкость изготовления поковок, так как обрезка облоя, прошивка отверстия и калибровка производятся в двух ручьях последовательного штампа. На внутренней поверхности колец не имеется остатка от проколки отверстия, что значительно повышает точность получаемых поковок при снижении расхода металла. Снижение расхода металла происходит также за счет уменьшения величины облоя, т.к. кольцевая поковка штампуется с размером по разъему, равному наружному диаметру кольца, в отличие от известных способов, в которых калибровка осуществляется обжатием по наружному диаметру кольцевой поковки.
Источники информации
1. Авторское свидетельство СССР N 893370, кл. B 21 J 5/02, 1980 г.
2. Авторское свидетельство СССР N 1139553, кл. B 21 J 5/00, 1983 г.
3. Авторское свидетельство СССР N 1274835, кл. B 21 J 5/02, 1985 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| Кольцевая заготовка для объемной штамповки | 1988 |
|
SU1532171A1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1274835A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
Изобретение относится к обработке металлов давлением и предназначено для изготовления объемной штамповкой на универсальном штамповочном оборудовании кольцевых поковок без штамповочных уклонов. Технический результат - повышение качества поковок и экономия металла. Способ состоит в том, что в ковочном штампе штампуется кольцевая заготовка с наклонными стенками, с перемычкой под прошивку отверстия в виде усеченного купола, расположенную на торце меньшего основания поковки. Отштампованная заготовка устанавливается на проколочную матрицу перемычкой вверх. При воздействии на наружный торец куполообразной перемычки проколочным пуансоном происходит выпрямление перемычки. Радиальное перемещение металла перемычки обеспечивает раздачу верхнего торца кольцевой заготовки. При дальнейшем движении проколочного пуансона происходит прошивка отверстия. После прошивки отверстия заготовка устанавливается с поворотом на 180o в обрезную матрицу. Обрезной пуансон имеет калибрующий выступ. При опускании обрезного пуансона происходит калибровка по внутреннему диаметру, а затем обрезка облоя. При обратном ходе ползуна пресса заготовка снимается с калибрующего выступа тыльной стороной обрезной матрицы. 2 ил.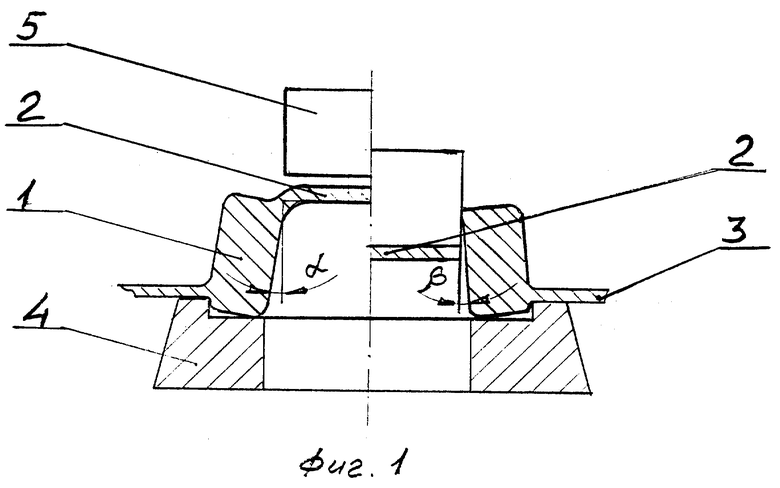
Способ изготовления кольцевых поковок без штамповочных уклонов, включающий штамповку полой заготовки с наклонными стенками и последующую последовательную проколку отверстия, обрезку облоя, правку и калибровку, отличающийся тем, что правку производят путем приложения усилия прошивки отверстия к криволинейной перемычке, выполненной выше торца меньшего основания полой заготовки, а затем осуществляют свободную калибровку по внутренней поверхности путем приложения противодействующего усилия к облою, расположенному в непосредственной близости к торцу большего основания заготовки, после этого производится обрезка облоя, при этом удаление поковки с калибрующего пуансона осуществляется при обратном ходе ползуна тыльной стороной обрезной матрицы.
| Способ изготовления кольцевых поковок | 1985 |
|
SU1274835A2 |
| Способ получения пустотелых деталей и матрица для его осуществления | 1980 |
|
SU929292A1 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1139553A1 |
| Заготовка для изготовления поковок | 1979 |
|
SU841760A1 |
| ГОЛОГРАФИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ МАКРОРЕЛЬЕФА ПОВЕРХНОСТИ ОБЪЕКТА | 1992 |
|
RU2075883C1 |
