СП
ел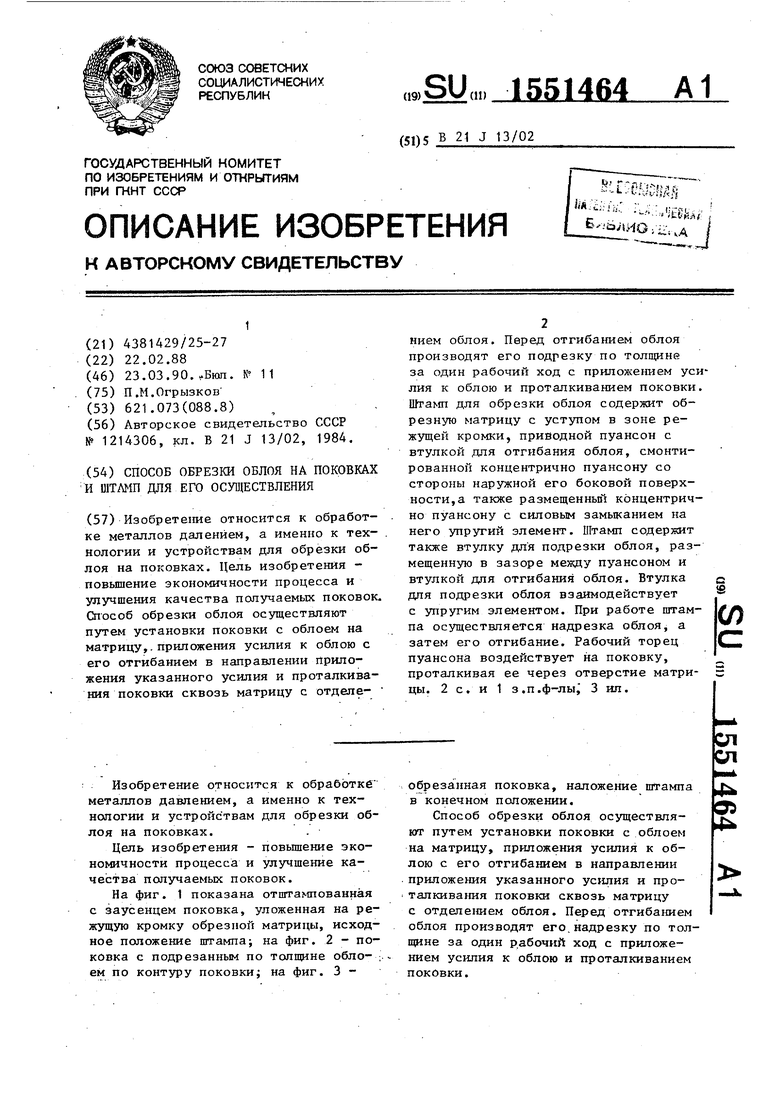
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения штампованных изделий | 1988 |
|
SU1581450A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Штамп для обрезки и зачистки поковок | 1981 |
|
SU958030A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Штамп для обрезки облоя и обжима поковок | 1983 |
|
SU1159707A1 |
| Штамп для обрезки облоя поковок типа валов | 1976 |
|
SU673366A1 |
| Инструментальный блок горизонтально-ковочной машины | 1981 |
|
SU1006001A1 |
Изобретение относится к обработке металлов давлением, а именно к технологии и устройствам для обрезки облоя на поковках. Цель изобретения - повышение экономичности процесса и улучшение качества получаемых поковок. Способ обрезки облоя осуществляют путем установки поковки с облоем на матрицу, приложения усилия к облою с его отгибанием в направлении приложения указанного усилия и проталкивания поковки сквозь матрицу с отделением облоя. Перед отгибанием облоя производят его подрезку по толщине за один рабочий ход с приложением усилия к облою и проталкиванием поковки. Штамп для обрезки облоя содержит обрезную матрицу с уступом в зоне режущей кромки, приводной пуансон с втулкой для отгибания облоя, смонтированной концентрично пуансону со стороны наружной его боковой поверхности, а также размещенный концентрично пуансону с силовым замыканием на него упругий элемент. Штамп содержит также втулку для подрезки облоя, размещенную в зазоре между пуансоном и втулкой для отгибания облоя. Втулка для подрезки облоя взаимодействует с упругим элементом. При работе штампа осуществляется надрезка облоя, а затем его отгибание. Рабочий торец пуансона воздействует на поковку, проталкивая ее через отверстие матрицы. 2 с. и 1 з.п. ф-лы, 3 ил.
Изобретение относится к обработке металлов давлением, а именно к технологии и устройствам для обрезки облоя на поковках.
Цель изобретения - повышение экономичности процесса и улучшение качества получаемых поковок.
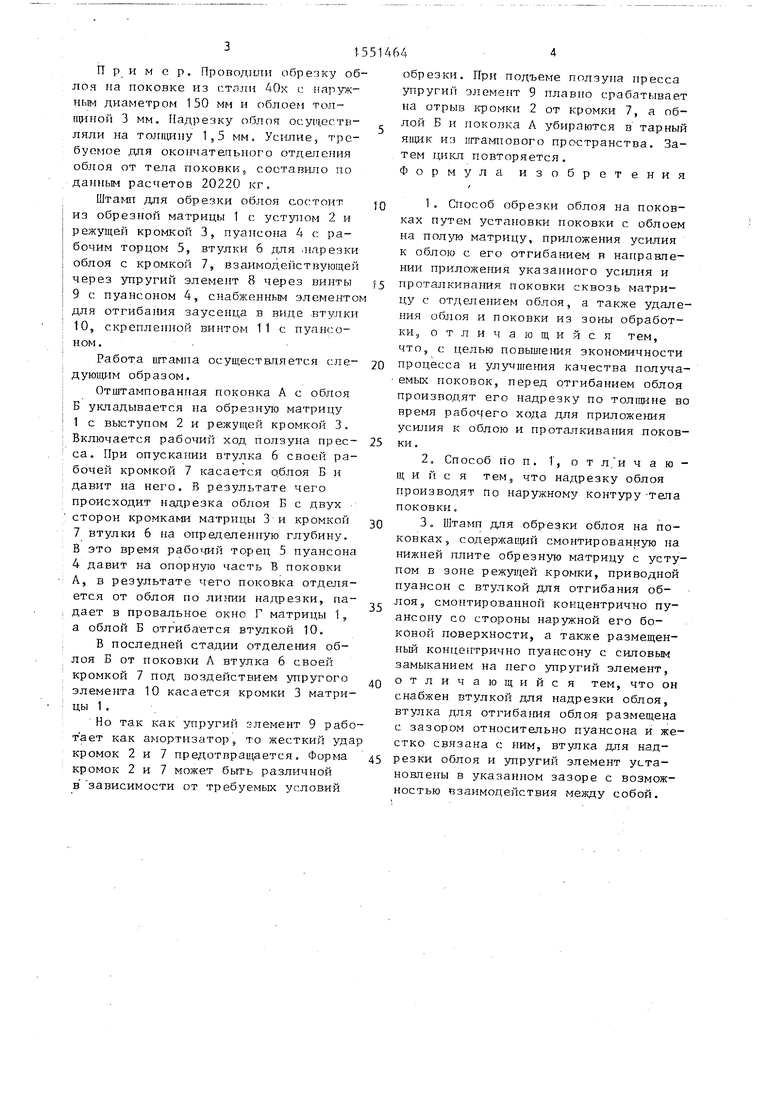
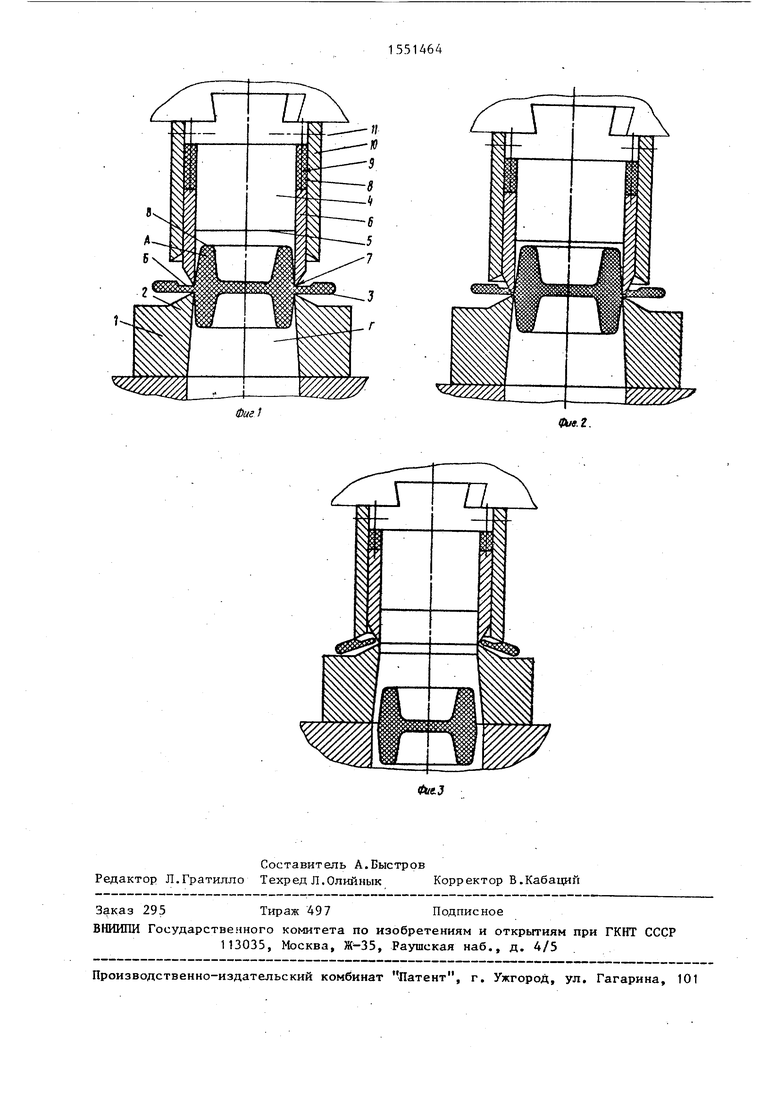
На фиг. 1 показана отштампованная с заусенцем поковка, уложенная на режущую кромку обрезной матрицы, исходное положение штампа; на фиг. 2 - поковка с подрезанным по толщине облоем по контуру поковки; на фиг. 3 обрезанная поковка, наложение штампа в конечном положении.
Способ обрезки облоя осуществляют путем установки поковки с облоем на матрицу, приложения усилия к облою с его отгибанием в направлении приложения указанного усилия и проталкивания поковки сквозь матрицу с отделением облоя. Перед отгибанием облоя производят его надрезку по толщине за один рабочий ход с приложением усилия к облою и проталкиванием поковки.
Пример. Проводили обре-зку об- лоя на поковке из стали 40х с наружным диаметром 150 мм и облоем толщиной 3 мм. Надрезку облоя осуществляли на толщину 1,5 мм. Усилие, требуемое для окончательного отделения облоя от тела поковки5 составило по данным расчетов 20220 кг.
Штамп для обрезки обпоя состоит из обрезной матрицы 1 с уступом 2 и режущей кромкой 3, пуансона 4 с рабочим торцом 5, втулки б для .нарезки облоя с кромкой 7, взаимодействующей через упругий элемент 8 через винты 9 с пуансоном 4, снабженным элементо для отгибания заусенца в виде втугтки 10, скрепленной винтом 11 с пуансоном.
Работа штампа осуществляется следующим образом.
Отштампованная поковка А с облоя Б укладывается на обрезную матрицу 1 с выступом 2 и режущей кромкой 3. Включается рабочий ход ползуна пресса. При опускании втулка 6 своей рабочей кромкой 7 касается облоя Б и давит на него. В результате чего происходит надрезка облоя Б с двух сторон кромками матрицы 3 и кромкой
7втулки 6 на определенную глубину.
8это время рабочий торец 5 пуансона 4 давит на опорную часть В поковки А, в результате чего поковка отделяется от облоя по линии надрезки, падает в провальное окно Г матрицы I , а облой Б отгибается втулкой 10.
В последней стадии отделения облоя Б от поковки А втулка 6 своей кромкой 7 под воздействием упругого элемента 10 касается кромки 3 матрицы 1 .
Но так как упругий злемент 9 работает как амортизатор, то жесткий уда кромок 2 и 7 предотвращается. Форма кромок 2 и 7 может быть различной в зависимости от требуемых условий
0
0
45
5
0
5
40
обрезки. При подъеме ползуна пресса упругий элемент 9 плавно срабатывает на отрыв кромки 2 от кромки 7, а облой Б и поковка А убираются в тарный ящик из штамповorо пространства. Затем цикл повторяется. Формула изобретения
Фиг1
Фис2
| Штамп для обрезки облоя | 1984 |
|
SU1214306A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
