Изобретение относится к литейному производству, в частности к оборудованию для центробежной биметаллизации втулок и может быть использовано в различных областях машиностроения для изготовления биметаллических втулок подшипников скольжения центробежным способом с индуктивным нагревом токами высокой частоты.
Цель изобретения - повышение производительности и надежности установки и улучшение условий безопасной работы установки.
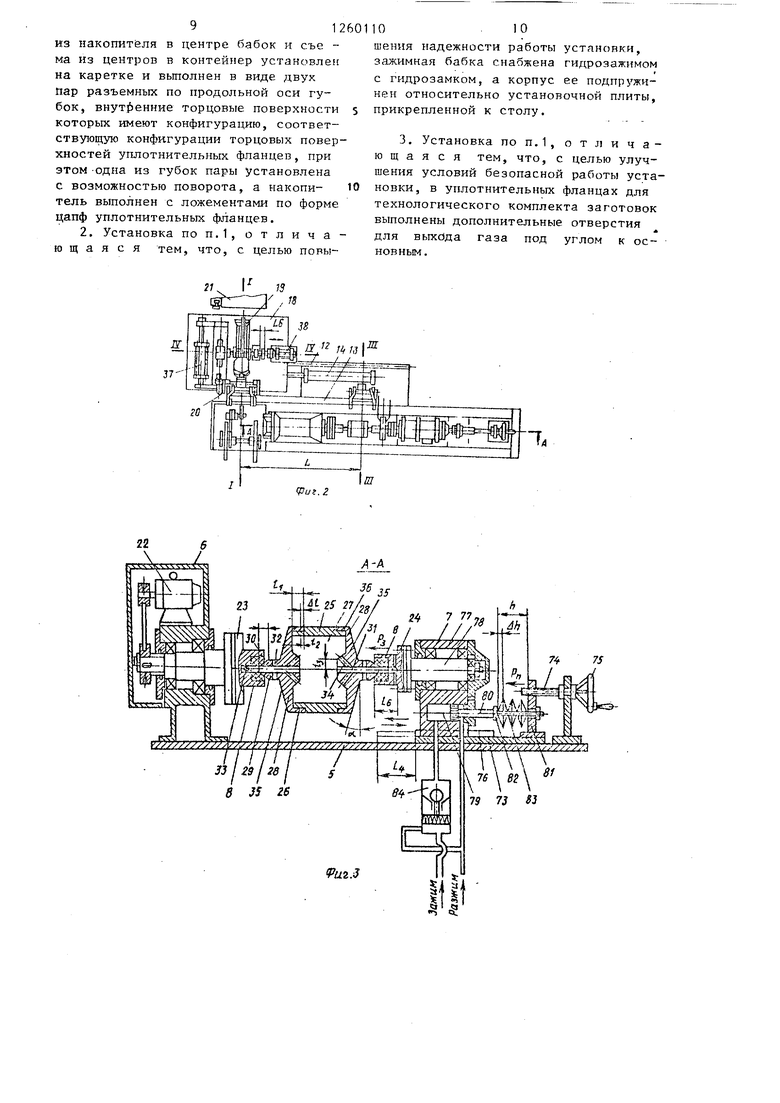
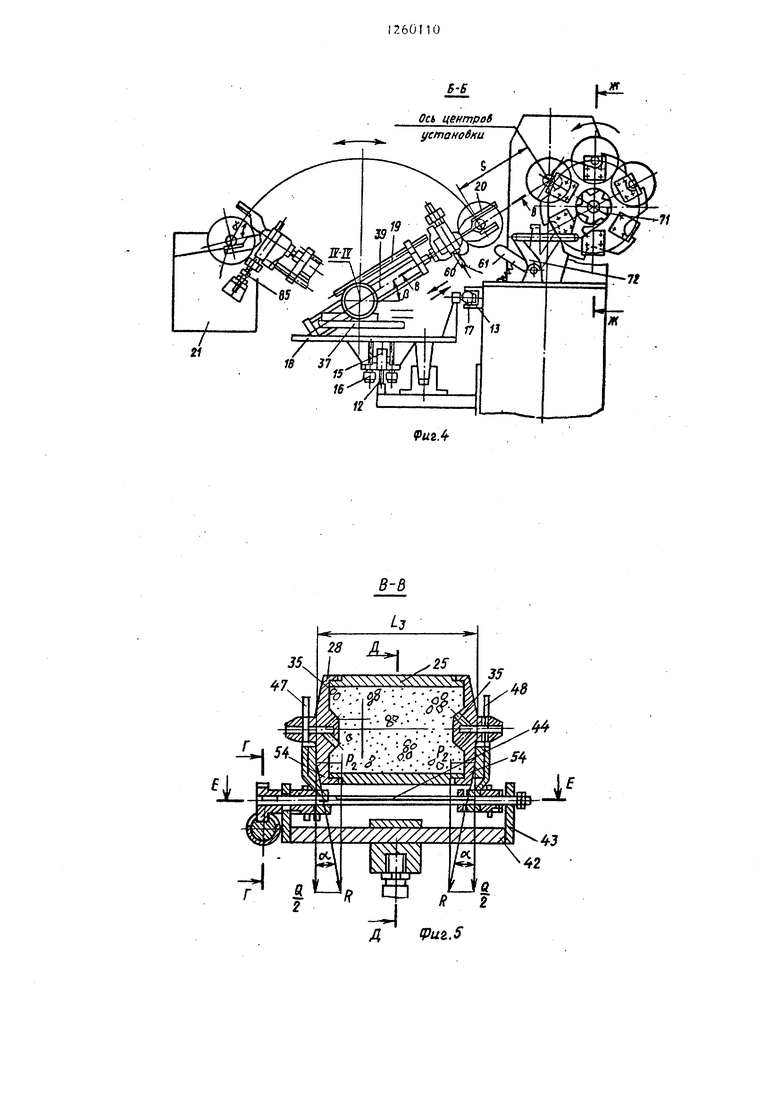
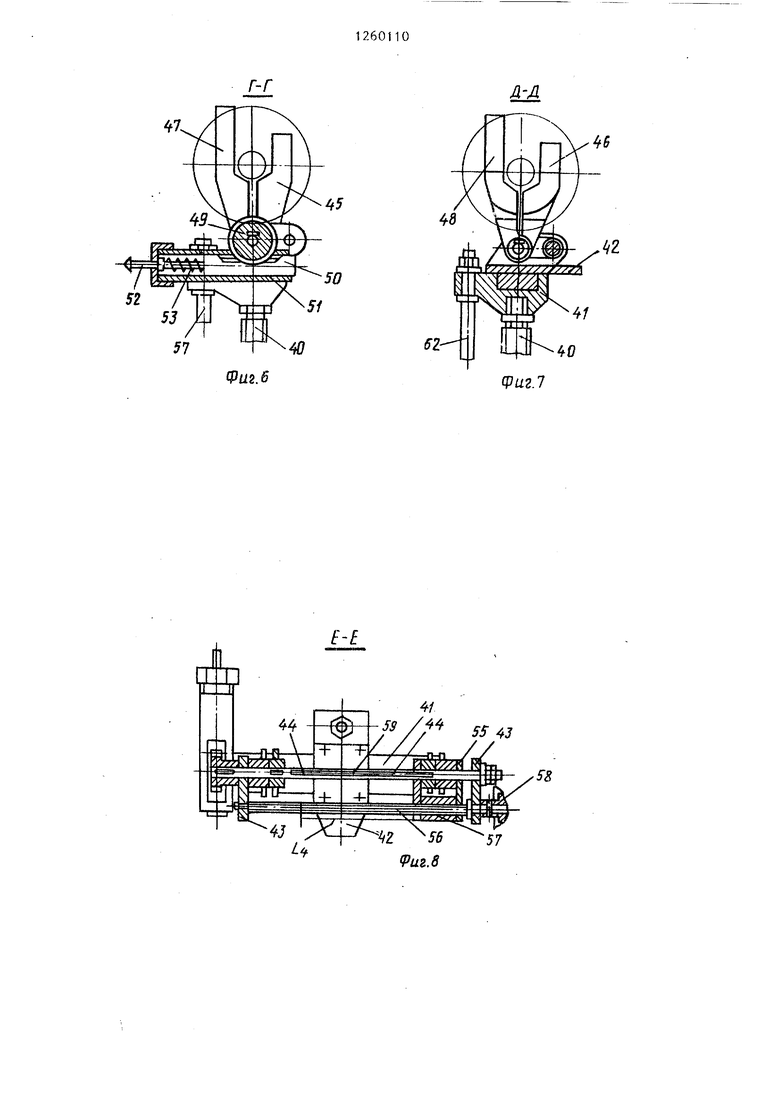
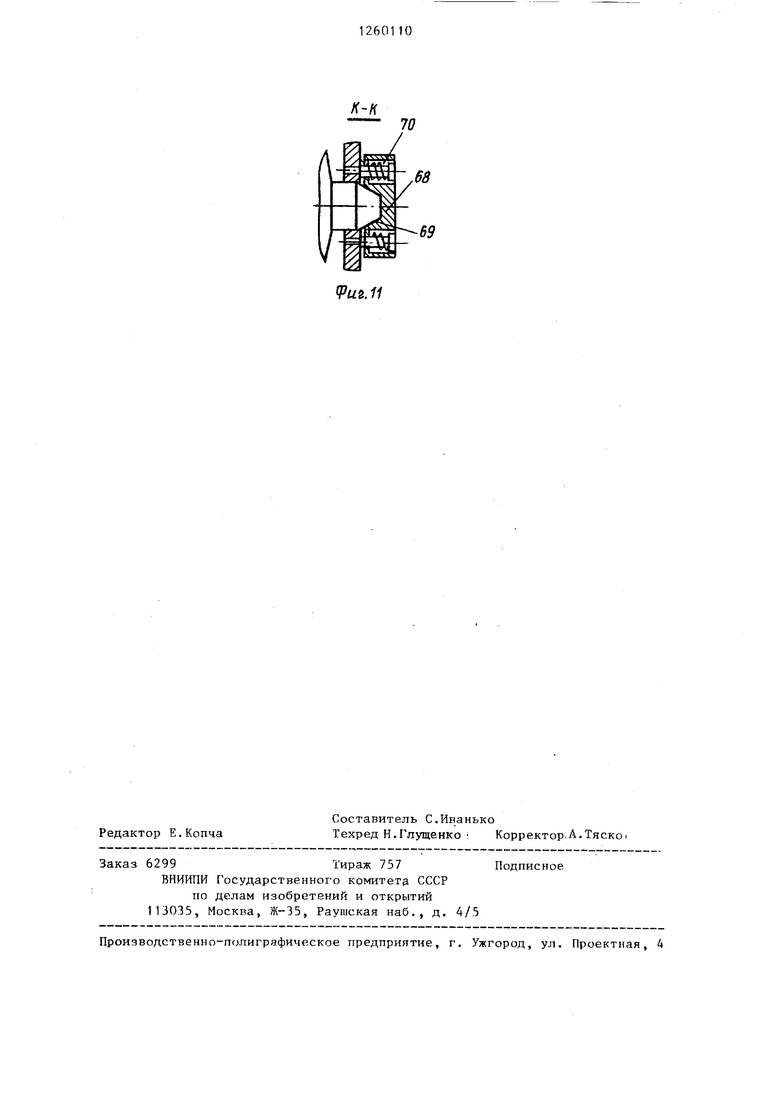
На фиг.1 изображена установка, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг,2; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - разрез Г-Г га фиг.5; на фиг. 7 - разрез Д-Д на фиг. 5; на фиг. 8разрез Е-Е на фиг.5; на фиг.9 - разрез Ж-Ж на фиг.4; на фиг.10 - вид И на фиг.9; на фиг.11 - разрез К-К на фиг.10.
Установка содержит станину 1, на которой смонтирован с возможностью возвратно-поступательного перемеще- ния гидроприводом 2. от гидростанции 3 по опорным каткам 4 стол 5 с установленными на нем передней приводной 6 и задней зажимной 7 бабками, шпиндели которых оснащены обратными центрами 8 из теплостойкого материала, в которых закрепляется, комплект заготовки 9. Нагрев заготовки осуществляется кольцевым индуктором 10. Слев на станине 1 смонтирован накопитель
11заготовок. Параллельно оси центро .установки смонтированы направляющие
12и 13, на которых установлена с возможностью перемещения гидроприводом 14 вдоль оси установки на опорных 15, боковых 16 и направляющих
17 катках каретка 18 со смонтированным на ней манипулятором 19, оснащенным захватным устройством 20. Пере- мещение каретки 18 производится на величину L до совпадения продольной оси манипулятора I-I с осью накопителя H-II либо с осью загрузки установки Ill-Ill.
Ось накопителя II-II совпадает с осью контейнера 21, расположенного противоположно накопителю 11 на оси II-II.
Приводная бабка 6 содержит привод 22 вращения с бесступенчат1лм регулированием частоты вращения шпинделя.
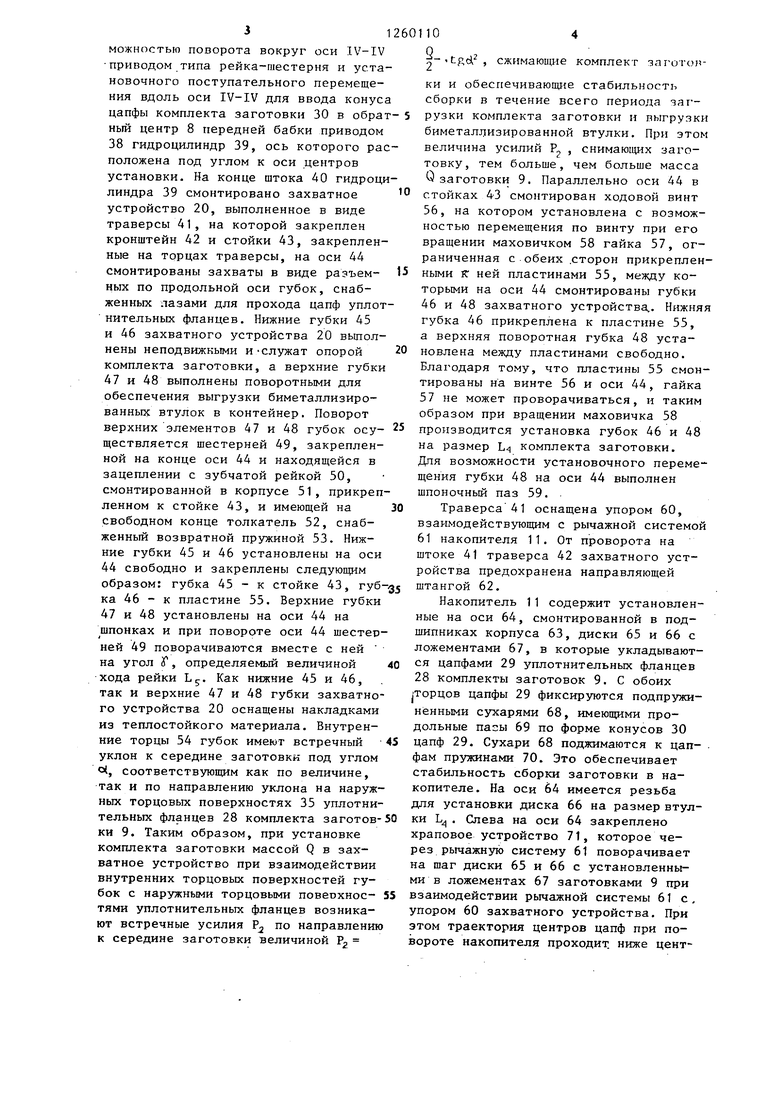
воспринимающего также осевое усилие зажима В со стороны задней бабки 7. Устанавливаемый в центрах 8 шпинделей 23 и 24 приводной 6 и зажимной 7 бабок комплект заготовки 9 включает в себя заготовку втулки 25, снабженную центрирующими буртиками 26 длиной l , заполненную шихтой 27 и закрытую с обеих сторон уплотнительными фланца- ми 28, снабженными цапфами 29, расположенными на оси фланцев. Цапфы 29 заканчиваются конусами 30, взаимодействующими с обратными центрами 8 шпинделей 23 и 24 бабок и имеют по
5 оси сквозное основное отверстие 31, соединенное поперечными отверстиями 32 в цапфах и отверстиями 33 в шпинделях с атмосферой. Через эти отверстия отводятся газообразные продукты,
0 образующиеся при расплавлении шихты. С внутренней стороны фланцев основные отверстия 31 снабжены дополнительными отверстиями 34 под углом к основному, что позволяет повысить эффективность
отвода газов из внутренней полости заготовки при закупорке шихтой основных отверстий 31, так как дополнительные отверстия 34 за счет действия центробежных сил очищаются от попа0 дающей в них шихты. Наружные торцовые /поверхности 35 уплотнительных фланцев 28 выполнены со встречным уклоном под углом с( по направлейию к середине заготовки, по наружному диаметру
5 фланцы снабжены центрирующими буртиками 36 длиною 1, с зазором Л1 между буртиками уплотнительных фланцев и заготовки, . Сжатие комплекта заготовки усилием Р со стороны жимной бабки 7 при наличии зазоров, обеспечивающих плотное прижатие внутренних торцов фланцев к заготовке, а также конусов 30 на цапфах 29 фланцев 28 и взаимодействующих с ним ко5 нусов в обратных центрах 8 шпинделей, воспринимающих радиальные усилия при вращении нерасплавленной шихты, гарантирует стабильность сборки комплекта заготовки в течение всего пе0 риода биметаллизации втулки. В период загрузки комплекта заготовки и выгрузки биметаллизированной втулки стабильность сборки комплекта заготовки 9 обеспечивается конструкцией
55 захватного устройства 20 манипулятора 19 и накопителя 11.
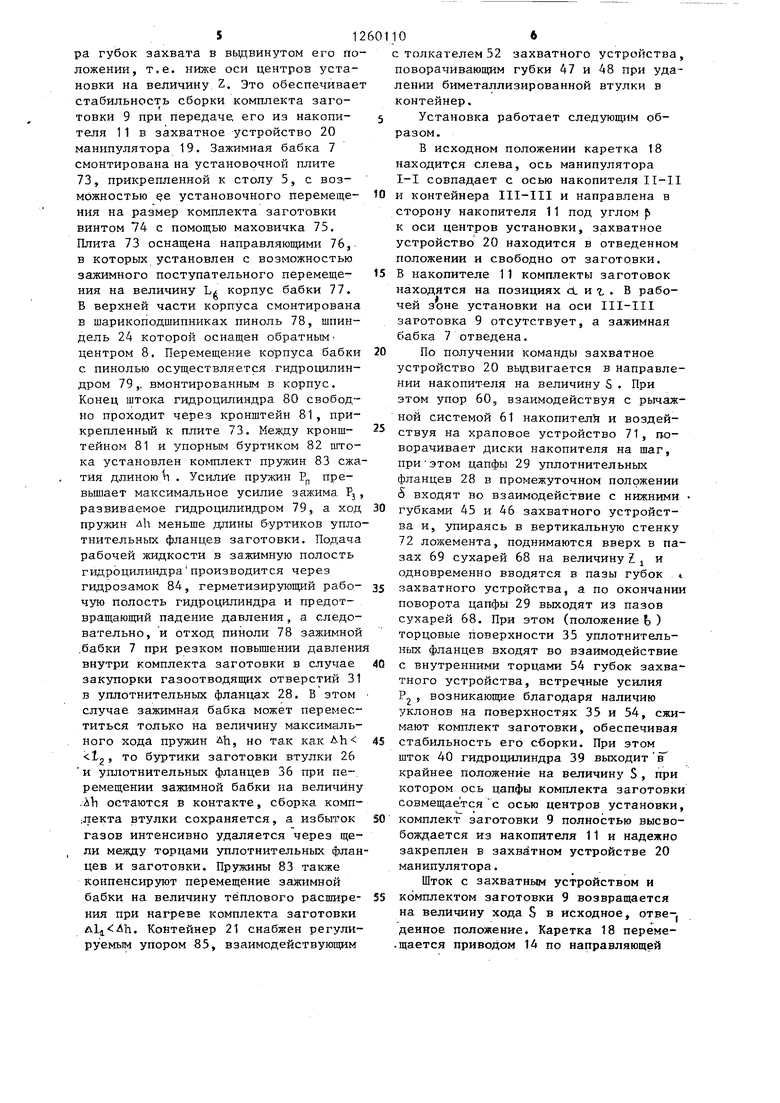
Манипулятор .19 включает в себя установленный на каретке 18 с возможностью поворота вокруг оси IV-IV приводом типа рейка-шестерня и установочного поступательного перемещения вдоль оси IV-IV для ввода конуса цапфы комплекта заготовки 30 в обрат ный центр 8 передней бабки приводом 38 гидроцилиндр 39, ось которого расположена под углом к оси центров установки. На конце штока 40 гидроцилиндра 39 смонтировано захватное устройство 20, выполненное в виде траверсы 41, на которой закреплен кронштейн 42 и стойки 43, закрепленные на торцах траверсы, на оси 44 смонтированы захваты в виде разъем- ных по продольной оси губок, снабженных лазами для прохода цапф уплот нительных фланцев. Нижние губки 45 и 46 захватного устройства 20 выполнены неподвижными и -служат опорой комплекта заготовки, а верхние губки 47 и 48 выполнены поворотными для обеспечения выгрузки биметаллизиро- ванных втулок в контейнер. Поворот верхних элементов 47 и 48 губок осу- ществляется шестерней 49, закрепленной на конце оси 44 и находящейся в зацеплении с зубчатой рейкой 50, смонтированной в корпусе 51, прикрепленном к стойке 43, и имеющей на свободном конце толкатель 52, снабженный возвратной пружиной 53. Нижние губки 45 и 46 установлены на оси 44 свободно и закреплены следующим образом: губка 45 - к стойке 43, губка 46 - к пластине 55. Верхние губки 47 и 48 установлены на оси 44 на шпонках и при повороте оси 44 шестерней 49 поворачиваются вместе с ней на угол У, определяемый величиной хода рейки L. Как нижние 45 и 46, так и верхние 47 и 48 губки захватного устройства 20 оснащены накладками из теплостойкого материала. Внутренние торцы 54 губок имеют встречный уклон к середине заготовки под углом o(j соответствующим как по величине, так и по направлению уклона на наружных торцовых поверхностях 35 уплотни- тельных фланцев 28 комплекта заготовки 9. Таким образом, при установке комплекта заготовки массой Q в захватное устройство при взаимодействии внутренних торцовых поверхностей губок с наружными торцовыми повеохнос- тями уплотнительных фланцев возникают встречные усилия Р по направлению к середине заготовки величиной Р
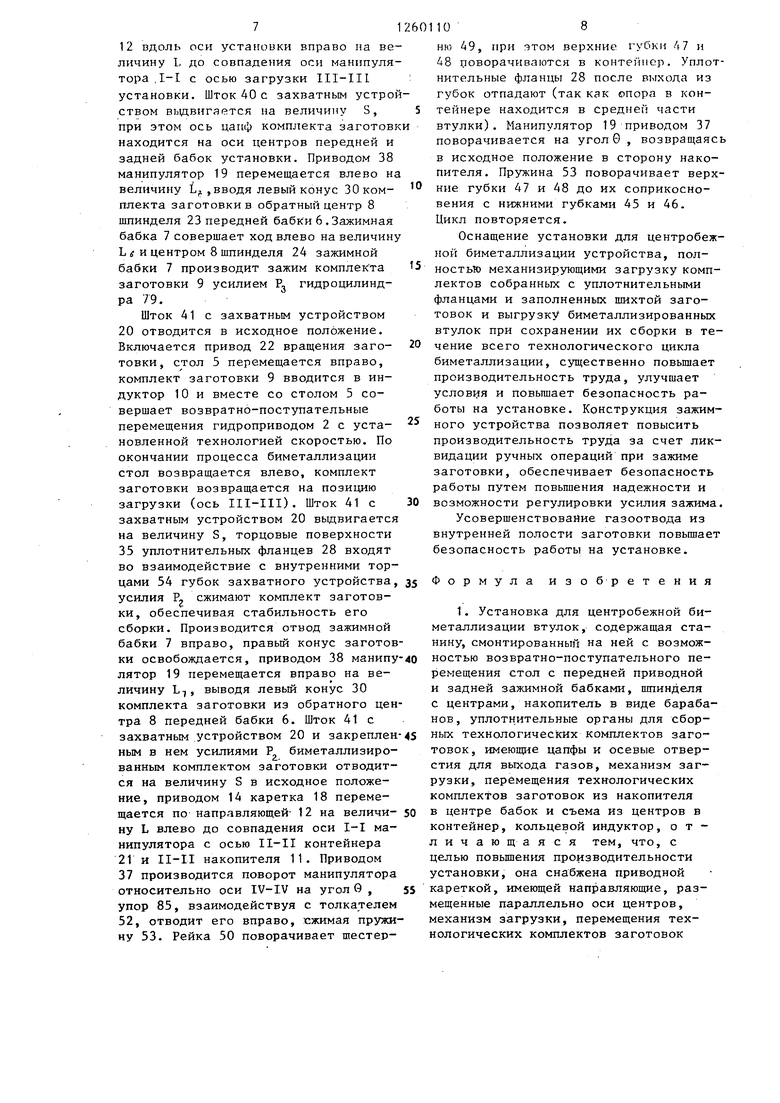
-tgd, сжимающие комплект зягогопки и обеспечивающие стабильность сборки в течение всего периода загрузки комплекта заготовки и выгрузки биметаллизированной втулки. При этом величина усилий Р , снимаюищх заготовку, тем больше, чем больше масса Q заготовки 9. Параллельно оси 44 в стойках 43 смонтирован ходовой винт 56, на котором установлена с возможностью перемещения по винту при его вращении маховичком 58 гайка 57, ограниченная с обеих .сторон прикрепленными к ней пластинами 55, между которыми на оси 44 смонтированы губки 46 и 48 захватного устройства. Нижня губка 46 прикреплена к пластине 55, а верхняя поворотная губка 48 установлена между пластинами свободно. Благодаря тому, что пластины 55 смонтированы на винте 56 и оси 44, гайка 57 не может проворачиваться, и таким образом при вращении маховичка 58 производится установка губок 46 и 48 на размер L комплекта заготовки. Для возможности установочного перемещения губки 48 на оси 44 выполнен шпоночный паз 59. .
Траверса 41 оснащена упором 60, взаимодействующим с рычажной системой 61 накопителя 11. От проворота на штоке 41 траверса 42 захватного устройства предохранена направляющей штангой 62.
Накопитель 11 содержит установленные на оси 64, смонтированной в подшипниках корпуса 63, диски 65 и 66 с ложементами 67, в которые укладываются цапфами 29 уплотнительных фланцев 28 комплекты заготовок 9. С обоих |торцов цапфы 29 фиксируются подпружиненными сухарями 68, имеющими продольные па:;ы 69 по форме конусов 30 цапф 29. Сухари 68 поджимаются к цап- фам пружинами 70. Это обеспечивает стабильность сборки заготовки в накопителе. На оси 64 имеется резьба для установки диска 66 на размер втулки L . Слева на оси 64 закреплено храповое устройство 71, которое через рычажную систему 61 поворачивает на шаг диски 65 и 66 с установленными в ложементах 67 заготовками 9 при взаимодействии рычажной системы 61 с, упором 60 захватного устройства. При этом траектория центров цапф при повороте накопителя проходит, ниже цент512
pa губок захвата в вьщвинутом его положении, т.е. ниже оси центров установки на величину Z. Это обеспечивает стабильность сборки комплекта заготовки 9 при передаче его из накопи- теля 11 в захватное устройство 20 манипулятора 19. Зажимная бабка 7 смонтирована на установочной плите 73, прикрепленной к столу 5, с возможностью §е установочного перемеще- ния на размер комплекта заготовки винтом 74 с помощью маховичка 75. Плита 73 оснащена направляющими 76, в которых установлен с возможностью зажимного поступательного перемеще- ния на величину L корпус бабки 77. В верхней части корпуса смонтирована в шарикоподшипниках пиноль 78, шпиндель 24 которой оснащен обратным центром 8. Перемещение корпуса бабки с пинолью осуществляется гидроцилиндром 79,, вмонтированным в корпус. Конец штока гидроцихсиндра 80 свободно проходит через кронштейн 81, прикрепленный к плите 73. Между кронш- теином 81 и упорным буртиком 82 штока установлен коьшлект пружин 83 сжатия длиною/Ь , Усилие пружин Р превышает максимальное усилие зажима Pj , развиваемое гидроцилиндром 79, а ход пружин Ah меньше длины буртиков упло тнительных фланцев заготовки. Подача рабочей жидкости в зажимную полость гидроцилиндра производится через гидрозамок 84, герметизирующий рабо- чую полость гидроцилиндра и предотвращающий падение давления, а следовательно, и отход пиноли 78 зажимной .бабки 7 при резком повьш1ении давлени внутри комплекта заготовки в случае закупорки газоотводящих отверстий 31 в уплотнительных фланцах 28. В этом случае зажимная бабка может переместиться только на величину максимального хода пружин uh, но так как ЛЬ tlj , то буртики заготовки втулки 26 и уплотнительных фланцев 36 при перемещении зажимной бабки на величину .AVi остаются в контакте, сборка комп- :Лекта втулки сохраняется, а избыток газов интенсивно удаляется через щели между торцами уплотнитепьных фланцев и заготовки. Пружины 83 также конпенсируют перемещение зажимной бабки на величину теплового расшире- ния при нагреве комплекта заготовки , Контейнер 21 снабжен регули- упором 85, взаимодействующим
104
с толкателем 52 захватного устройства, поворачивающим губки 47 и 48 при удалении биметаллизированной втулки в контейнер.
Установка работает следующим образом.
В исходном положении каретка 18 находится слева, ось манипулятора I-I совпадает с осью накопителя II-II и контейнера Ill-Ill и направлена в сторону накопителя 11 под углом р к оси центров установки, захватное устройство 20 находится в отведенном положении и свободно от заготовки. В накопителе 11 комплекты заготовок находятся на позициях cL и г . В рабочей зоне установки на оси Ill-Ill заготовка 9 отсутствует, а зажимная бабка 7 отведена.
По получении команды захватное устройство 20 вьздвигается в направлении накопителя на величину S . При этом упор 60,, взаимодействуя с рычажной системой 61 накопители и воздействуя на храповое устройство 71, поворачивает Диски накопителя на шаг, при ЭТОМ цапфы 29 уплотнительных фланцев 28 в промежуточном положении о входят во взаимодействие с нижними губками 45 и 46 захватного устройства и, упираясь в вертикальную стенку 72 ложемента, поднимаются вверх в пазах 69 сухарей 68 на величину Z. и одновременно вводятся в пазы губок i захватного устройства, а по окончании поворота цапфы 29 выходят из пазов сухарей 68. При этом (положениеЬ) торцовые поверхности 35 уплотнительных фланцев входят во взаимодействие с внутренними торцами 54 губок захватного устройства, встречные усилия Р J возникающие благодаря наличию уклонов на поверхностях 35 и 54, сжимают комплект заготовки, обеспечивая стабильность его с-борки. При этом шток 40 гидроцилиндра 39 выходит в крайнее положение на величину S, при котором ось цапфы комплекта заготовки совмещается с осью центров установки комплект заготовки 9 полностью высвобождается из накопителя 11 и надежно закреплен в захватном устройстве 20 манипулятора.
Шток с захватным устройством и комплектом заготовки 9 возвращается на величину хода S в исходное, отве-, денное положение. Каретка 18 перёме- .щается приводом 14 по направляющей
12 вдоль оси установки вправо па величину 1, до совпадения оси манипулятора,I-L с осью загрузки Ill-Ill установки. Шток 40 с захватным устройством вьщвигается на величину S, при этом ось цапф комплекта заготовки находится на оси центров передней и задней бабок установки. Приводом 38 манипулятор 19 перемещается влево на величину L , вводя левый конус 30 комплекта заготовки в обратный центр 8 шпинделя 23 передней бабки 6 . Зажимная бабка 7 совершает ход влево на величину L , и центром В шпинделя 24 зажимной бабки 7 производит зажим комплек та
заготовки 9 усилием Ej гидроцилиндра 79.
Шток 41 с захватным устройством
20отводится в исходное положение. Включается привод 22 вращения заго- тонки, стол 5 перемещается вправо, комплект заготовки 9 вводится в индуктор 10 и вместе со столом 5 совершает возвратно-поступательные перемещения гидроприводом 2 с установленной технологией скоростью. По окончании процесса биметаллизации
стол возвращается влево, комплект заготовки возвращается на позицию загрузки (ось Ill-Ill). Шток 41 с захватным устройством 20 вьщвигается на величину S, торцовые поверхности 35 уплотнительных фланцев 28 входят во взаимодействие с внутренними торцами 54 губок захватного устройства, усилия Р. сжимают комплект заготовки, обеспечивая стабильность его сборки. Производится отвод зажимной бабки 7 вправо, правый конус заготовки освобождается, приводом 38 манипу лятор 19 перемещается вправо на величину L, выводя левый конус 30 комплекта заготовки из обратного центра 8 передней бабки 6. Шток 41 с захватным устройством 20 и закреплен ным в нем усилиями Р биметаллизиро- ванным комплектом заготовки отводится на величину S в исходное положение, приводом 14 каретка 18 перемещается по направляющей- 12 на величи- ну L влево до совпадения оси I-I манипулятора с осью I1-II контейнера
21и II-II накопителя 11. Приводом 37 производится поворот манипулятора относительно оси IV-T.V на угол 0 , упор 85, взаимодействуя с толкателем 52, отводит его вправо, сжимая пружину 53. Рейка 50 поворачивает шестер5
0
5
5
0
ню 49, при этом верхние губки А7 и 48 17оворачиваются в контейнер. Уплот- нительные фланцы 28 после выхода из губок отпадают (так как опора в контейнере находится в средней части втулки). Манипулятор 19 приводом 37 поворачивается на угол© , возвращаясь
в исходное положение в сторону накопителя. Пружина 53 поворачивает верхние губки 47 и 48 до их соприкосновения с нижними губками 45 и 46. Цикл повторяется.
Оснащение установки для центробежной биметаллизации устройства, полностью механизирующими загрузку комплектов собранных с уплотнительными фланцами и заполненных шихтой заготовок и выгрузку биметаллизированных втулок при сохранении их сборки в течение всего технологического цикла биметаллизации, существенно повышает производительность труда, улучшает условия и повьшает безопасность работы на установке. Конструкция зажимного устройства позволяет повысить производительность труда за счет ликвидации ручных операций при зажиме заготовки, обеспечивает безопасность работы путем повьшзения надежности и возможности регулировки усилия зажима.
Усовершенствование газоотвода из внутренней полости заготовки повътает безопасность работы на установке.
Формула изо б р е т е н и я
1. Установка для центробежной биметаллизации втулок, содержащая станину, смонтированный на ней с возможностью возвратно-поступательного перемещения стол с передней приводной и задней зажимной бабками, шпинделя с центрами, накопитель в виде барабанов, уплотнительные органы для сборных технологических комплектов заготовок, имеющие цапфы и осевые отверстия для выхода газов, механизм заг- рузки, перемещения технологических комплектов заготовок из накопителя в центре бабок и съема из центров в контейнер, кольцевой индуктор, отличающаяся тем, что, с целью повышения производительности установки, она снабжена приводной кареткой, имеющей направляющие, размещенные параллельно оси центров, механизм загрузки, перемещения технологических комплектов заготовок
912
из накопителя в центре бабок и съе - ма из центров в контейнер установлetc на каретке и вьшолнен в виде двух пар разъемных по продольной оси губок, внут)енние торцовые поверхности которых имеют конфигурацию, соответ- CTByioipyK) конфигурации торцовых поверхностей уплотнительных фланцев, при этом -одна из губок пары установлена с возможностью поворота, а накопи- тель выполнен с ложементами по форме цапф уплотнительных фланцев.
2. Установка поп.1, отличающаяся тем, что, с целью ПОРЫ1010
шения надежности работы установки, зажимная бабка снабжена гидрозажнмом с гидрозамком, а корпус ее подпружинен относительно установочной плиты, прикрепленной к столу.
3. Установка по п. 1 , отличающаяся тем, что, с целью улучшения условий безопасной работы установки, в уплотнительных фланцах для технологического комплекта заготовок выполнены дополнительные отверстия для выхода газа под углом к основным.
Vuz.Z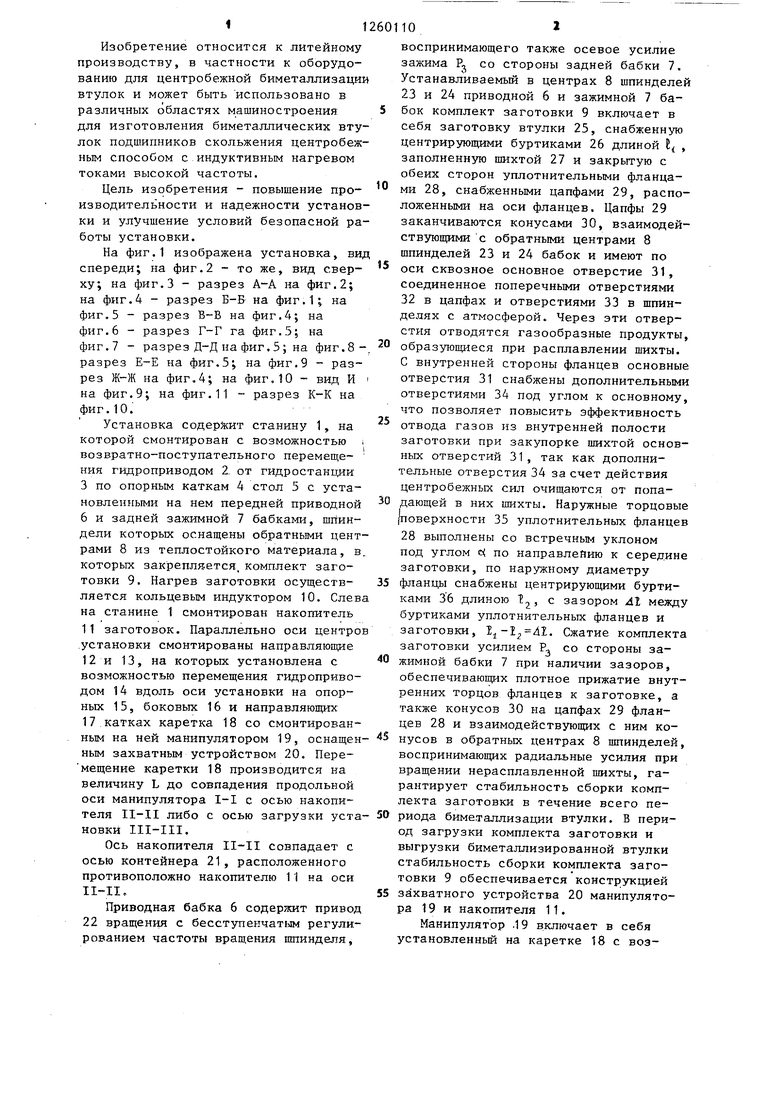
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Манипулятор | 1987 |
|
SU1549745A1 |
| Устройство для передачи заготовок из накопителя в захват манипулятора | 1986 |
|
SU1359092A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1996 |
|
RU2103109C1 |
| Гибкий токарный модуль | 1987 |
|
SU1551515A1 |
| СПОСОБ ШЛИФОВАНИЯ ВРАЩАТЕЛЬНО-СИММЕТРИЧНОЙ МАШИННОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2318648C2 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для обработки керамических валков | 1982 |
|
SU1049257A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| Агрегат для термической обработки штанг | 1976 |
|
SU704993A1 |

Изобретение относится к литейному производству и может быть использовано при биметаллизации втулок. Цель изобретения - повышение производительности труда, повьшение надежности и безопасности работы. Установка для биметаллизации втулок снабжена механизмом загрузки и выгрузки технологических комплектов. Механизм зажима технологических комплектов 9 в центрах передней 6 и задней 7 бабок выполнен с возможностью регулирования усилия зажима за счет установки в нем гидрозамка, что повьппает надежность и комплекта пружин. Повышена безопасность газоотвода из внутренней полости технологического комплекта 9 в процессе биметаллизации за счет наличия дополнительных каналов в уплотни- тельных фланцах, располагаемых под углом к оси вращения. 2 з.п. ф-лы, 11 ил. а (Л ю 05
Ри.2.3
А А
21
35
28
«7,
ffiHX NXy V4V
ML fcEEffi
i VC Vii eC4
в-в
MHIMIVBIV
J
.25
o, . -a f .. -
ML fcEEffi
VC Vii eC4
4J
42
fpui.5
50
Ф112.6
й-Д
40
(Ра2.7
4J
2 56 57 fPuz.S
1260110 Ж-Ж
(риг.9
ВидИ
Ось цент род
66
Риг. 10
Риг. 11
Редактор Е.Копча
Составитель С.Иванько
Техред Н.Глущенко : Корректор.А,Тяско;
Заказ 6299Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| 0 |
|
SU403495A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Юйин С.Б | |||
| и др | |||
| Центробежное литье | |||
| М.: Машиностроение, 1971, с.235. | |||
