I
Изобретение относится к области электрон1нолучевой сварки.
Известен способ контроля глубины проплавления при электроннолучевой сварке по рассеянию электронов 1.
Недостатком известного способа является низкая точность контроля глубины проплавления, т.к. контролирование глубины проплавленки с помощью сигнала, пропорционального рассеянию электронных лучей при взаимодей- ствии их с парами металла, образующимися при сварке, снижает точность контроля, т.к. определенная часть рассеянных электронов может в процессе сварки поглощаться стенками камеры сварочной установки и не будет фиксироваться при формировании сигнала, пропорционального рассеянию электронов пучка.
Наиболее близким к описываемому изобретению, по технической сущности и достигаемому результату является способ контроля глубины проплавления при электроннолучевой сварке, заключающийся в измерении тока, протекающего через свариваемое изделие, при fCOTopOM получают зависимость между этим
током и током фокусировки, определяющим тлубину проплавления в виде W-образной кри вой 2.
Этот способ также позволяет осуществить точный контроль глубины проплавлеиия в процессе сварки, т.к. одному и тому же значению тока через изделие могуч соответствовать значения глубины проплавления на восходящей и нисходящей частях W-образной кривой, кроме того, вершина центрального пика У /-образной кривой является лишь характеристической точкой, соответствующей наиболее глубокому проплавлению.
Целью изобретения является повышение точности контроля глубины проплавпения.
Указанная цель достигается за счет того, что выделяют переменную составляющую тока, проходящего через свариваемое изделие, и по амплитуде этой составляющей судят о глубине прогшавления.
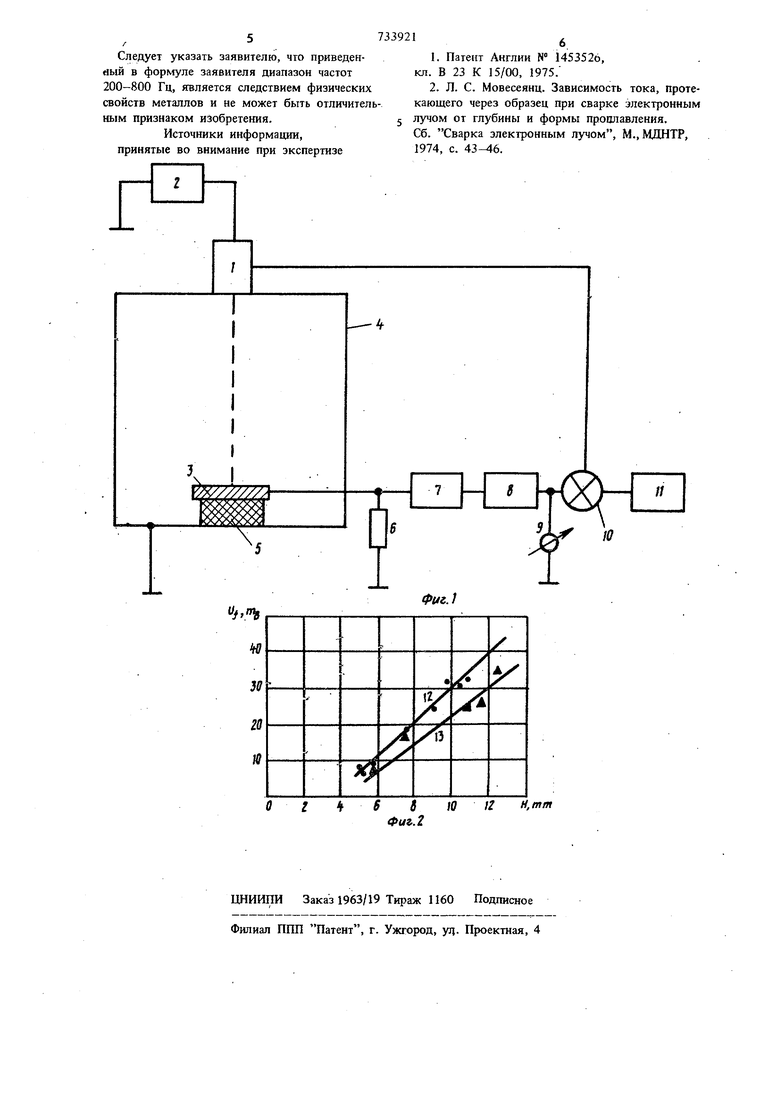
Сущность изобретения поясняется чертежами, где на фиг. 1 показана схема осуществления способа, а ка фиг. 2 - график з шисимости 3 аШшитуды колебаний тока от глубины проплавления. В установке для электроннолучевой сварки электронная пушка 1, питаема высоковольтным источником 2 создает пучок электронов, который соударяется со свариваемым изделием 3, изолированным от корпуса электронно лучевой установки 4 с-помощью непроводящей подкладки 5 (фиг. 1). Ток, возникающий в свариваемом изделии при бомбардировке его электронами, протекает через резистор 6. Ток, протекающий через изделие при электроннолучевой - варке, имеет переменную и постоянную составляющие, причем переменная составляющая представ ляет собой колебания, которые отражают процесс взаимодействия пучка электронов с металлом. Эти колебания происходят в результате периодического углубления электронного пучка в свариваемый материал, что обусловлено периодической .экранировкой пучка продуктами выброса из канала, образующегося в металле при его бомбардировке мощным электронным пучком. Частота колебаний тока через изделие различна для разных металлов и находится в диапазоне 200-800 Гц, что определяется экспериментально путем осдиллографирования тока, протекающего через изделие при злек троннолучевой сварке. Ток через изделие, протекая через резистор 6, преобразуют в напряжение, которое подают на фильтр 7. Фильтр вьщеляет из общего спектра колебаний переменную составляющую напрлжеЕ гмя с частотой 200-800 Гц, которая поступает на амплитудный детектор 8. Сигнал с детектора представляет собой напряжение, пропорциональное амплитуде колебаний тока черзз изделие с частотой 200-800 Гц, и пропорциональное глубине проплавления при электроннолучевой сварке. Этот сигнал измеряют измерительным прибором 9. С целью стабилизации глубины проплавления сигнал с амплитудного детектора подают на устройство срав нения 10, которое осуществляет сравнение сигнала с детектора и заданного напряжения и формирует сигнал управления пушкой сварочной установки. Удельную мощность электр ной пушки меняют путем изменения тока фо кусирования электронного луча. При этом по держивают постоянной глубину проплавления при сварке, которую задают с помощью источника с плавной регулировкой напряжения 11. При изменении глубины проплавления ме няется амплитуда напряжения с частотой 200 800 Гц, полученная в результате обработки тока через изделие фильтром и амплитудным детектором. Сигнал рассогласования с устрой ства сравнения, обусловленный различием напряжения с детектора и . заданного напряжения подают на электронную пушку и изменяют удельную мощность электронного луча до получения необходимой глубины проплавления. Глубину при этом контролируют измерительным прибором 9. Пропорциональность амплитуды переменной составляющей тока, проходящего через свариваемое изделие, глубине проплавления, позволяющей повысить точность контроля, подтверждена экспериментально, что показано на фиг. 2. Прямая 12 соответствует току луча 160 мА, прямая 13 - току луча 120 мА. Удельную мощность изменяли ступенчато путем изменения тока фокусирующей катушки в пределах 95-105 мА и определяли глубину прбплавления, меняющуюся в зависимости от удельной мощности в пределах 5-12 мм. Способ контроля бьш реализован при электроннолучевой сварке нержавеющей стали марки Х18Н10Т толщиной 20 мм. Сварку производили по следующим режимам: ускоряющее напряжение 22,5 кв., ток луча 120 мА, ток фокусировки 105 Ма, скорость сварки 18 мжчас. При этих режимах частота колебаний тока через изделие при сварке составляла. 400 Гц. Ток через изделие преобразовывали в напряжение, которое подавали на фильтр и амплитудный детектор. Сигнал с детектора, пропорциональный глубине проплавления, фиксировали измерительным прибором, показания которого сравнивали с данными, полученными замером глубины проплавления на шлифах сваренных образцов. Точность контроля составила ±0,1 мм при глубине проплавления 10 мм. Далее с целью стабилизации глубины проплавления сигнал с детектора подавали на устройство сравнения, которое сравнивала этот сигнал с заданным напряжением, соответствующим глубине проплавления 10 мм, и управляло электронной Пушкой. Нестабильность глубины проплавления при этом составляет + 0,4 мм, а без применения предлагаемого способа - 1,2-1,5 мм. Данный способ контроля глубины проплавпения позволяет повысить точность контроля глубины проплавления при электроннолучевой сварке. Формула изобретения Способ контроля глубины проплавления при электроннолучевой сварке, заключающийся в измерении тока, протекающего через свариваемое изделие, отличающийся тем, что с целью повышения точности контроля выделяют переменную составляющую тока. и по амплитуде этой составляющей судят о глубине проплавления. 5 Следует указать заявителю, что приведенный в формуле заявителя диапазон частот 200-800 Гц, является следствием физических свойств металлов и не может быть отличител ным признаком изобретения. Источники информации, принятые во внимание при экспертизе 1 1.Патент Англии № 1453526, кл. В 23 К 15/00, 1975. 2.Л. С. Мовесеянц. Зависимость тока, протекающего через образец при сварке электронным лучом от глубины и формы проолавления. Сб. Сварка электронным лучом, М., МДНТР, 1974, с. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2014 |
|
RU2569608C1 |
| Способ электронно-лучевой сварки с кинжальным проплавлением | 1988 |
|
SU1544537A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1832614A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
О г t S 8 W 12 ff.mm Фиг. 2
