Известны головки для прошивки армированных минера.:1оватных плит с применением спаренных игл.
Настоящее изобретение относится к таким же головкам п имеет целью исключить выход скобы (шпильки) из иглы при Прошивке плиты.
Достигается это тем, что спаренные иглы выполнены в виде двух, со скошенными торцами, трубок, установленных на ползуне, расположенном ПОД прошиваемой плитой, и прокалывающ,их материал гигиты насквозь, для свода в их полости скобы (шпильки). Загибаюпшй. механизм вьшолнеп в виде двух, расположенных под плитой и встречновозвратно-качательно движущихся лапок, производящих первый загиб концов шпилек после отвода игл вниз, догибающего пуансона с вертикально-возвратно-поступательным движением и оправочной опорой вилки с возвратно-поступательным движением в горизонтальной плоскости.
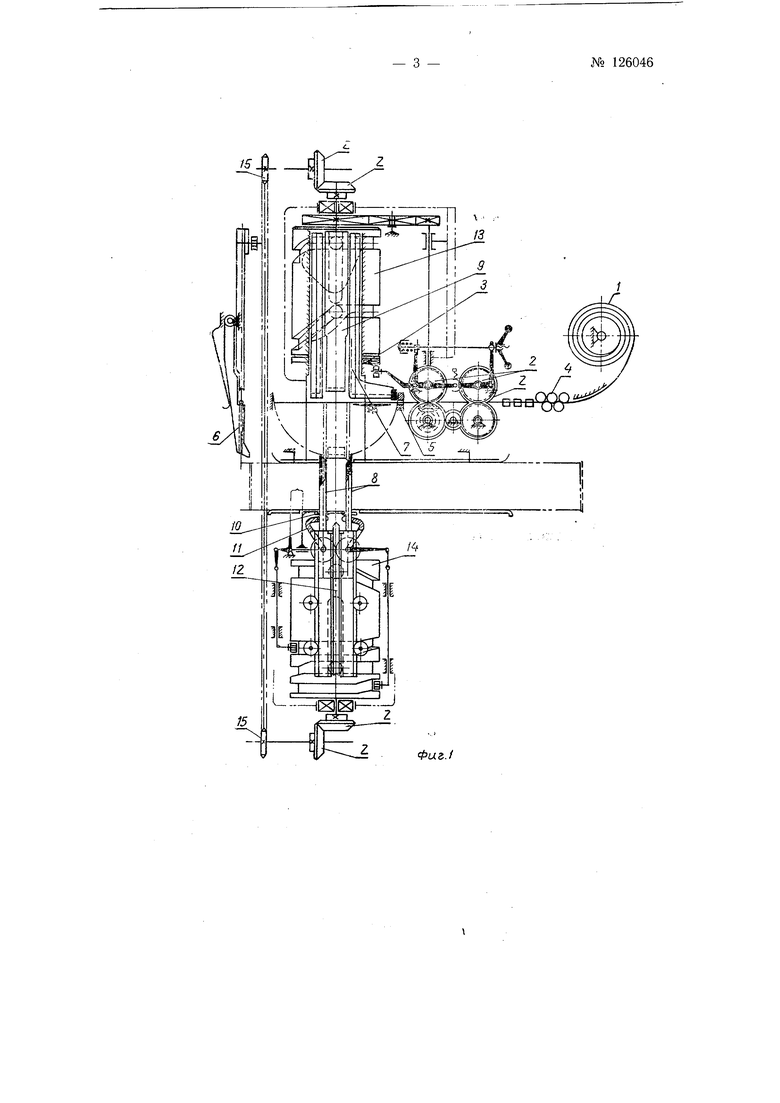
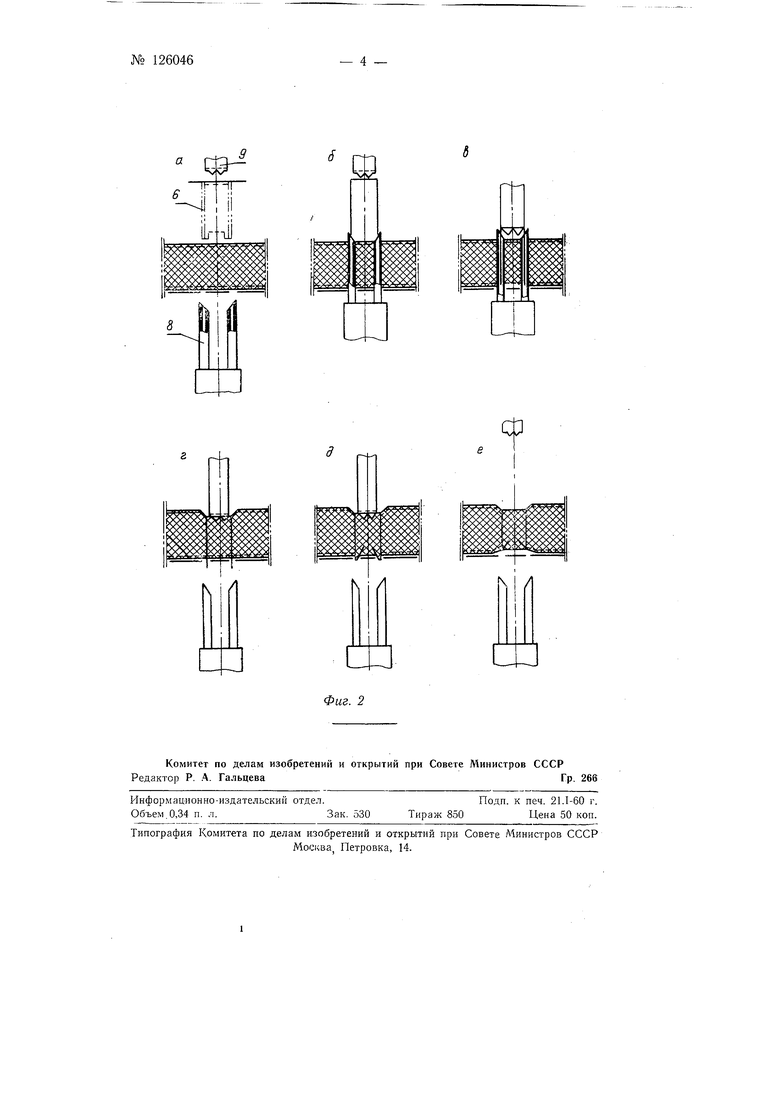
На фиг. 1 схематически показана головка в общем виде; на фиг. 2 - последовательные операции процесса прошивки.
К головке проволока из буита / при Помощи сдвоенных подающих роликов 2, приводимых в движение через систему зубчатых колес и кулачка 3, периодически протаскивается через правильные ролики 4, поступает через матрицу 5 в швейный аппарат и ложится на полку скобооформителя 6.
При движении ползуна 7 отрезается необходимой длины проволока и формируется Н-образная скоба, которая удерживается на полке СКобооформителя до тех пор, пока ползун 7 пе дойдет до своего пижпего положения.
В это время спаренные иглы, выполненные в виде трубок (S со скошенными торцами снизу, беспрепятственно прошивают армированную минераловатную плиту (фиг. 2, положение б), после чего приходи
№ 126046- 2 -
в движение проталкивающий ползун 7, который приподнимает скобооформитель и проталкивает скобу в центральные отверстия игл (положение в).
Иглы, опускаясь вниз (положение г), освобождают скобу, которая сверху прижимается ползуном 9, а снизу копцы ее находятся в отверстиях, образованных нижним загибающим механизмом, выполненным в виде двух, расположенных под плитой 10, лапок //.
По возвращении игл в свое исходное положение приходят в действие гибочные лапки, которые отгибают концы скобы приблизительно на 90°, после чего пуансон 12 ходом вверх догибает. концы скобы до необходимого острого угла в тело плиты (фиг. 2, положение д). После этого гибочные лапки // и пуансон 12 освобождают загнутые концы скобы.
По возвращении рабочих элементов в свои исходные положения цикл сщивки заканчивается.
Кинематическая связь верхних, выдающих скобу, и нижних, прошивающих и загибающих, устройств осуществляется пространственными цилиндрическими кулачками 13 и 14 через систему зубчатых колес и цепную передачу 15.
Предмет изобретения
Головка для ирошивки армированных минераловатных плит с применением спаренных игл, отличающаяся тем, что, с целью полного исключения выхода скобы (щпильки) из иглы при прошивке плиты, спаренные иглы выполнены в виде двух, со скощенными торцами, трубок, установленных на ползуне, расположенном под прошиваемой плитой, и прокалывающих материал плиты насквозь, для ввода в их полости скобы (шпильки), а загибающий механизм выполнен в виде двух, расположенных под плитой и встречно-возвратно-качательно движущихся лапок, производящих первый загиб концов щпилек после отвода игл вниз, догибающего пуансона с вертикально-возвратно-поступательным движением и аправочной опорой вилки с возвратно-поступательным движением в горизонтальной плоскости.
/f-flDQCLiisbt
UU
Фиг./
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для прошива армированных минераловатных плит | 1955 |
|
SU103804A1 |
| Устройство для установки и пайки пистонов в отверстиях печатных плат и датчик подачи пистонов | 1980 |
|
SU998030A1 |
| Автомат для изготовления картонных коробочек | 1959 |
|
SU128747A1 |
| Штамп-комбайн | 1960 |
|
SU142622A1 |
| ШВЕЙНАЯ МАШИНА ДЛЯ СТЫКОВКИ КОНВЕЙЕРНЫХ ЛЕНТ | 1967 |
|
SU201850A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ КОНСТАНТАНОВОЙ ПРОВОЛОКИ СКОБОК И ВСТАВКИ ИХ В АСБЕСТОВЫЕ КОРОБКИ ТЕРМОБЛОКОВ | 1956 |
|
SU108681A1 |
| Автомат для серебрения керамических трубчатых заготовок конденсаторов | 1957 |
|
SU116791A1 |
| Привод игловодителя матовязальной машины | 1978 |
|
SU734326A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Машина для стачивания двух слоев материала с одновременной посадкой ткани | 1959 |
|
SU125465A1 |