Известны штампы-комбайны последовательного действия для изготовления изделий из ленты и проволоки путем штамповки из ленты одной или нескольких деталей и сборки их в одной из позиций штампа с деталью из ироволоки.
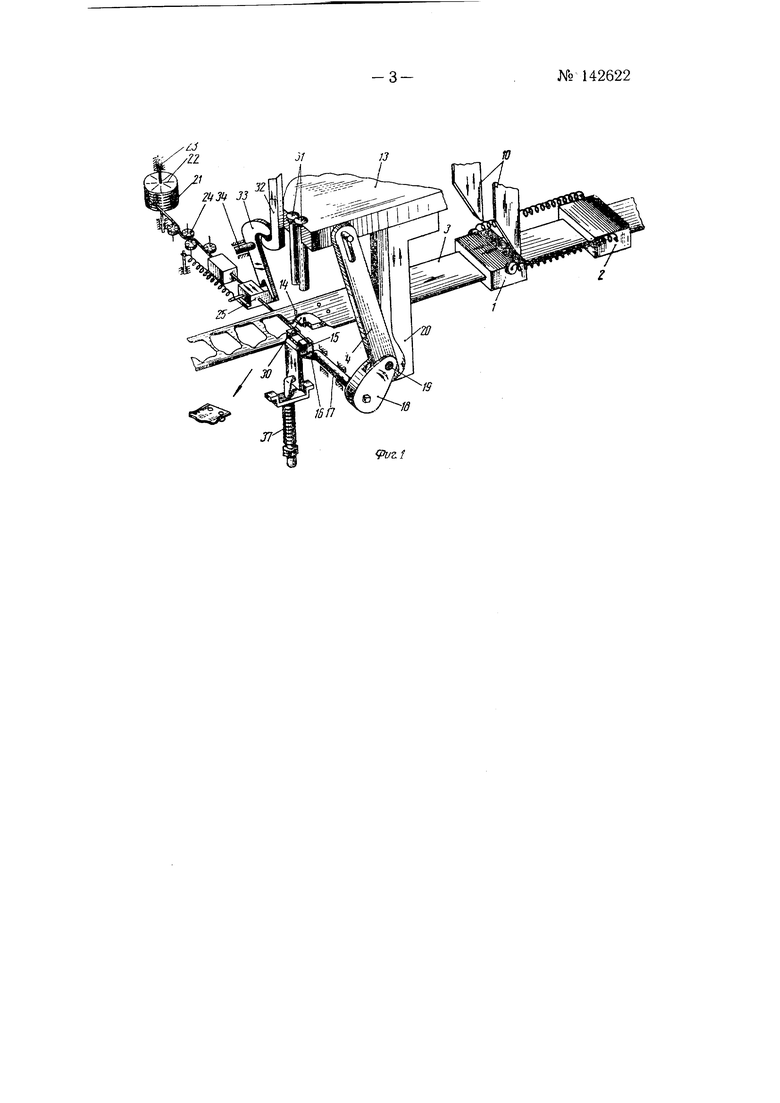
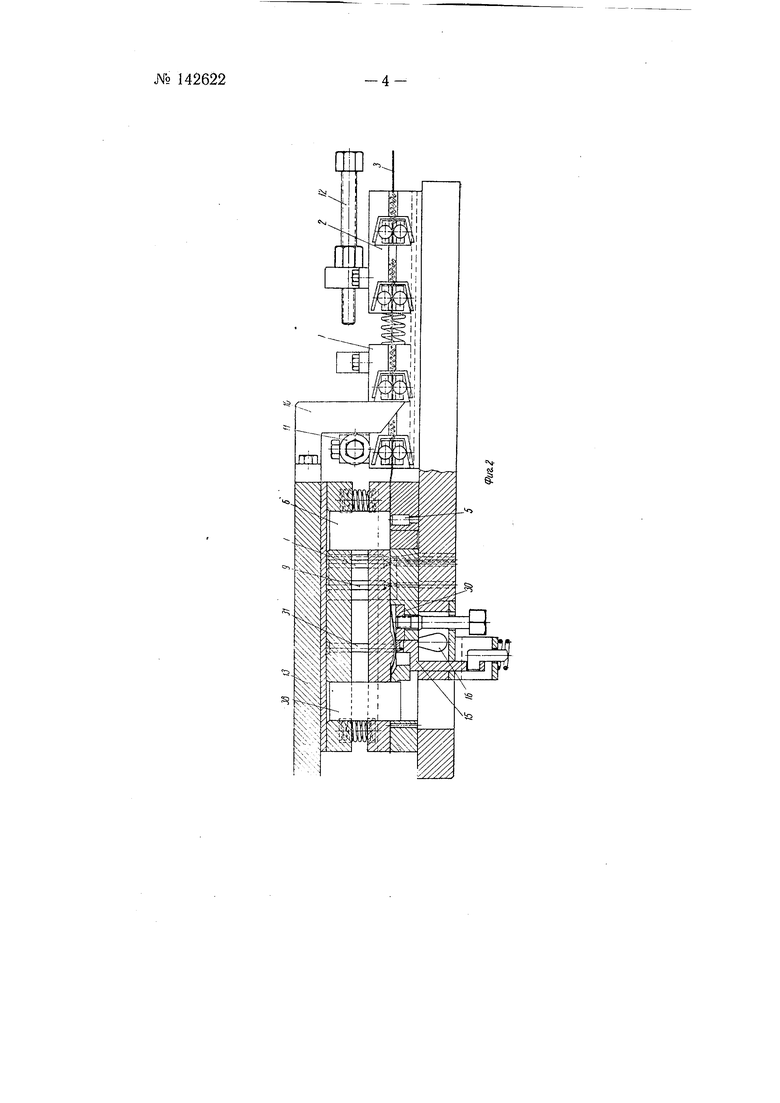
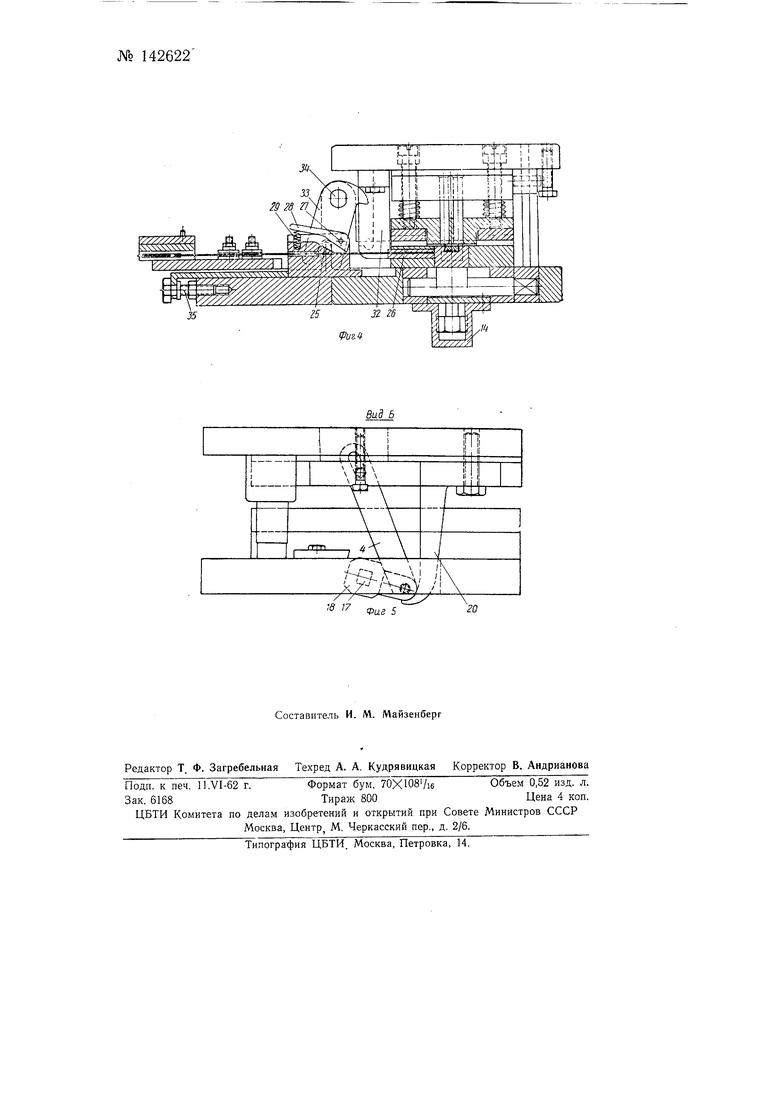
Описываемый штамп-комбайн предназначен для изготовления деталей портфельных замков и в отличие от известных штампов-комбайнов снабжен -подвижной от эксцентрика гибочно-отрезной матрицей, когорая, взаимодействуя со втулкой, через которую подается проволока, отрезает мерные проволочные заготовки, взаимодействуя с пуансоном, производит гибку этих проволочных заготовок в скобы и вставку их в отверс-1ия, пробитые в ленте. Подвижная матрица расположена в позиции сборки изделия под штампуемой лентой и служит опорой при расклепке ножек скоб на лентеНа фиг. 1 изображена принципиальная схема описываемого штампкомбайна; на фиг. 2 - схематически изображен штамп-комбайн, вид сбоку (с частичным разрезом); на фиг. 3 - то же, вид в плане; на фиг. 4 - сечение по А-А на ф|иг. 3; на фиг. 5-вид по стрелке Л на фиг. 3.
Описываемый штамп-комбайн имеет две приводимые посредством ползуна автоматические подачи: клино-роликовую для подачи штампуемой ленты и клино-ножевую для подачи штампуемой проволоки, из которых изготавливается изделие.
Через каретки / и 2 роликовой подачи в штамп-комбайн заправляется лента 3. При работе штамп-комбайна за первый рабочий ход ползуна 4 производится клеймение ленты 3 пуансоном 5, вырубка KpOMKit ее пуансоном 6, формовка рамки из ленты пуансоном 7 и проколка в ней отверстий 8 пуансоном 9. За второй рабочий ход ползуна 4 клиньями 10 через ролики 11 подаюш,ей каретки / лента 3 перемешается на соответствующий шаг подачи, установленный при помоши регулировоч№ 142622-2iroro 72,Й в штампе-комбайне повторяются те же операции, что и
при первом рабочем ходе ползуна 4. Клинья 10 жестко закреплены на еМнейплпте J3, к1 оторой подвижно прикреплен верхний конец полуна 4иПри-хр.етьем рабочем ходе ползуна повторяются все операции, роизводи вшиес лри первом и втором рабочих ходах, и производятся перацййизготовления скобы М из проволочной заготовки, установки тгжёк скобы вотверстия 8 ленты 5 и расклепки ножек скобы. Для осуществления этих операций штамп-комбайн снабжен матрицей 15, подвижной возвратно-поступательно в вертикальной плоскости при помощи эксцентрика 16, который жестко закреплен на поворотной оси 17. На коцце оси /7 жестко закреплен вильчатый рычаг 18, соединенный шарнирно при помощи пальца 19 с нижним концом ползуна 4, взаимодействующим с клином 20, который жестко соединен с верхней плитой 13.
Бухта 21 проволоки надета на рулонницу 22, свободно вращающуюся на оси 23. Свободный конец проволоки заправляется через правильные ролики 24 в каретку 25 подачи и далее проволока пропускается через втулку 26 на подвижную матрицу 75. Последняя, взаимодействуя со втулкой 26, отрезает мерные проволочные заготовки- Подаюц ая каретка 25 имеет щарнирно закрепленный на оси 27 нож 28, постоянно прижимающийся к проволоке посредством пружины 29. При рабочем ходе плиты /( и движении ее вниз нижний конец ползуна 4 через рычаг/5 и эксцентрик 16 заставит матрицу J5 подняться вверх и вступить во взаимодействие с пуансоном 30, выполненным в виде консольного выстуца (пальца), который сгибает на матрице 15 проволочную заготовку в скобу 14. При этом ножки опирающейся на матрицу 15 скобы пропускаются через отверстия 8 ленты 3 и расклепываются паунсоном 31. 11ри холостом ходе ползуна 4 и движении верхней плиты 13 вверх клинкрючок 32, действуя на головку серьги 33, поворачивает ее на оси 34 и перемещает на величину щага каретку 25 вместе с проволокой, заклиненной в ней ножом 28. Величина шага подачи устанавливается регулировочным болтом 35. Возвращение каретки 25 в исходное положение осуществляется ври помощи пружины 36. Матрица 15 возвращается в исходное положение при помощи нружины 37 и клина 20. Во время четвертого рабочего хода ползуна 4, кроме повторения всех операций, производивщихся в щтампе-комбайне за три хода, происходит цодача ленты 3 с прикрепленной к ней скобой на вырубную матрицу, и паунсоном 38 готовое изделие вырубается из ленты на «провал. Далее цикл всех описанных операций повторяется.
Предмет изобретения
Шгамп-комбайн последовательного действия для изготовления изделий из ленты и проволоки, отличающийся тем, что, с целью изготовления, например, деталей портфельных замков, щтамп снабжен матрицей, выполненной подъемной, например, посредством эксцентрика, которая, взаимодействуя с втулкой, через которую подается проволока, отрезает мерные проволочные заготовки, взаимодействуя с пуансоном, выполненным в виде консольного выступа (пальца), производит гибку проволочных заготовок в скобы и вставку скоб в отверстия, пробитые в ленте, и служит также опорой для скоб при их расклепке в ленте.
35
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи длинномерного материала в рабочую зону штампа | 1985 |
|
SU1292881A1 |
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Автомат для изготовления ушка и его сборки с поддоном форменных пуговиц | 1949 |
|
SU89740A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Штамп для гибки проволоки | 1977 |
|
SU735363A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |

- 4-iY /
7 аг 5
/ Л I
20
