Изобретение относится к измерительной технике в машиностроении, а именно к устройствам для автоматического контроля резьбы калибрами.
Целью изобретения является повышение точности контроля за счет повьппе- ния надежности свинчивания резьбового калибра с контролируемой резьбой.
На фиг. 1 представлено устройство для автоматического контроля резьбы, общий вид; на фиг. 2 - то же, положение при начале свинчивания калибра с контролируемой резьбой; на фиг. 3 - то же, положение при полном свинчивании калибра.
Устройство содержит корпус 1 с базовой плоскостью 2 и установленные на корпусе 1 привод 3 и базирующий узел А, ось 5 которого параллельна базовой плоскости 2. С приводом 3 |С помощью шарнирной муфты 6 связан шпиндель 7, с которым жестко соеди- .нен резьбовой калибр 8. На йорпусе 1 установлена упругая опора 9, на которой помещена с возможностью самоустановки по оси 5 базирующего узла 4 направляющая втулка 10. В отверстии втулки 10 выполнены два соосньпс опорных кольцевых пояска 11, разделенных выточкой 12. Шпиндель выполнен с двумя опорными поясками 13, взаимодействующими с поясками 11 направляющей втулки 10. Опорные пояски 13 разделены проточкой 14.
Длина а выточки 12 в направляющей втулке 10 выбрана равной длине а проточки 14 в шпинделе 7, а разность между длиной а выточки 12 и длиной Ь опорной шейки в шпинделе 7 выбрана больше длины Ь резьбовой части калибра 8.
Устройство работает следующим образом.
Предназначенное для контроля изде лие 15 подают в базирующий узел 4 и, зажимают. С помощью привода 3 сообщают вращательное и поступательное дви
s
0
,
5
8
5
0
жение шпинделю 7, и калибр В подводят к изделию 15. Упругие опоры 9 позволяют калибру 8 самоустанавливаться по оси 5 базирующего узла 4, Калибр 8 начинает свинчиваться с изделием 15 (фиг . 2) . На этом этапе свинчивания калибра 8 опорные пояски 13 шпинделя 7 взаимодействуют с поясками 11 направляющей втулки 10.
При дальнейшем свинчивании калибра 8 с изделием 15 опорные пояски 13 шпинделя 7 выходят иа контакта с поясками 11 направляющей втулки 10 (фиг. 3). Это обеспечивает самоустановку калибра 8 по резьбе контролируемой детали 15 за счет прекращения воздействия упругой опоры 9 на шпиндель 7. Формула изобретения
Устройство для автоматического .контроля резьбы, содержащее корпус с базовой плоскостью, установленные на корпусе привод и базирующий узел, ось которого параллельна базовой плоскости, установленный с возможностью вращения и самоустановки по оси базирующего узла и связанный с приводом шарнирной муфтой шпиндель, ось которого параллельна базовой плоскости, и резьбовой калибр, установленный в шпинделе, о т л и ч а ю- щ е ее я тем, что, с целью повьш1е- ния точности контроля, оно снабжено упругой опорой, установленной на корпусе, и установленной на упругой опоре направляющей , в отверстии которой выполнены два соосных опорных кольцевых пояска, разделенных выточкой, шпиндель выполнен с двумя опор- йыми взаимодействующими с соответствующими поясками направляющей втулки Шейками одинаковой длины, разделенными проточкой, .причем длина выточки в направляющей втулке равна длине проточки в шпинделе, а разность между длийОл выточки в направлякзщей .втулке и длиной опорной шейки в шпинделе . больше длины резьбовой части калибра.
/5 В
f-i/ //I
(pu.Z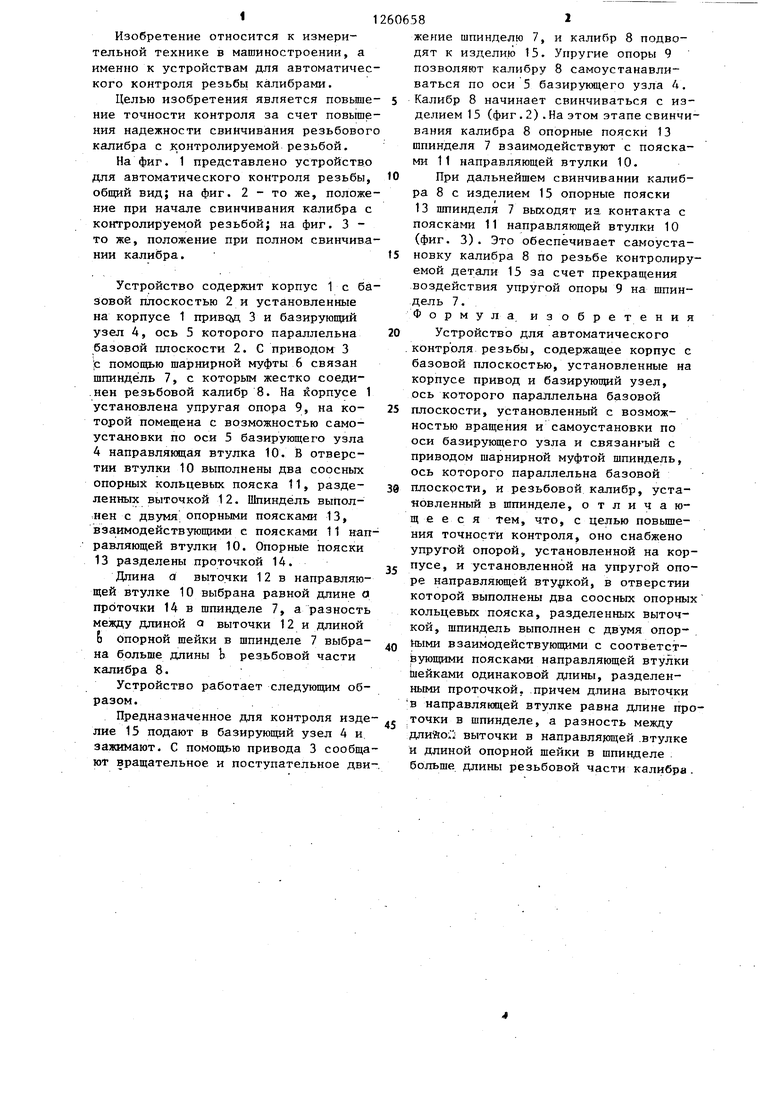
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для контроля резьбы резьбовыми калибрами | 1988 |
|
SU1532801A1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Устройство для контроля резьбыРЕзьбОВыМи КАлибРАМи | 1979 |
|
SU848968A1 |
| Шпиндель многоцелевого станка | 1980 |
|
SU944861A1 |
| УСТРОЙСТВО ДЛЯ УГЛОВОЙ ОРИЕНТАЦИИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2193960C2 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2069616C1 |
| Устройство для контроля радиального биения | 1989 |
|
SU1633264A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНООБРАБОТКИ | 1992 |
|
RU2082587C1 |

Изобретение относится к измерительной технике в машиностроении. Цель изобретения - повышение точности контроля. Это достигается за счет по- ВЕлшения надежности свинчивания резь- бового калибра с резьбой контролируемой детали в условиях автоматического контроля. Резьбовой калибр жестко закреплен в„шпинделе, который направляется направляющей втулкой, установленной на корпусе на упругой опоре. В нач.альный момент свинчивания резьбового калибра с контролируемой резьбой опорные шейки шпинделя взаимодействуют с направляющими шейками направ- лякщей втулки. Размеры длин шеек шпинделя, шеек направляющей втулки и длина резьбового калибра подобраны так, что после свинчивания калибра с контролируемой резьбой на одну-две нитки резьбы и до полного ввинчивания калибра в резьбу шейки шпинделя выходят из контакта с шейками направляющей втулки и шпиндель не воспринимает усилие от упругой опоры, на которой установлена направляющая втулка, обусловленное несоосностью контролируемой резьбы с осью базирующего узла. 3 ил. /- Г 15 IS 8 13 Э 11 Ю 13 Z П . Г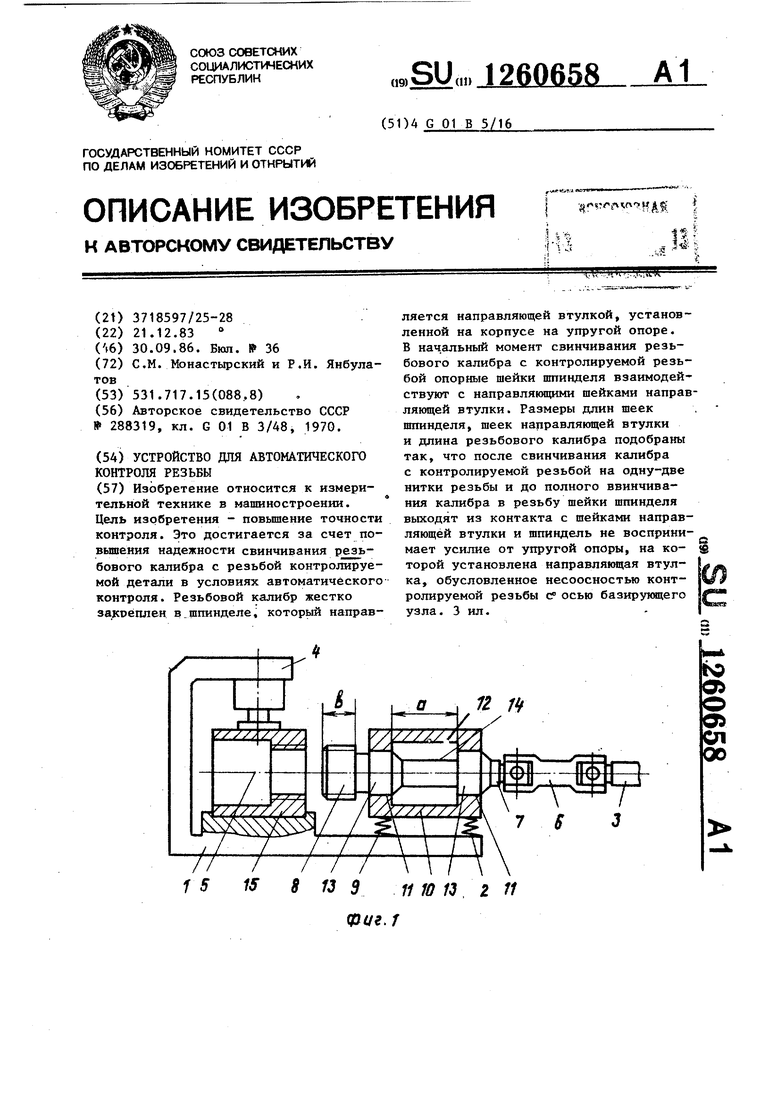
15 8
Редактор М. Бандура
Составитель М. Евсюнин
Техред Л.Сердюкова Корректор Т. Колб
Заказ 5213/35Тираж 670Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полгирафическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.З
| ВСЕСОЮЗНАЯ ,|ПАТЕ11ГКО«ГЕХШ:''ЕСКДЯ(_БЧ5ЛИОТГКА | 0 |
|
SU288319A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
